Изобретение относится к способу минимизации утолщенных концов при прокатке труб в редукционно-растяжном стане путем временного изменения крутящего момента отдельных приводных прокатных клетей при прохождении начала трубы и конца трубы через редукционно-растяжной стан так, что концы труб прокатываются с большими, чем стационарные отношениями скоростей вращения валков.
Наиболее близким техническим решением по совокупности существенных признаков и достигаемому результату является способ минимизации утолщенных концов труб в редукционно-растяжном стане, известный из патента Германии DE 44 46 659, В 21 В 17/14, 1996.
Известный способ включает временное изменение крутящего момента отдельных приводных прокатных клетей при прохождении начала и конца трубы соответственно через редукционно-растяжной стан. При этом концы трубы прокатывают с соотношениями скоростей вращения валков, большими, чем стационарные отношения скоростей валков.
При реализации известного способа большие напряжения при продольном ходе при редуцировании растяжения труб увеличивают появление так называемых "утолщенных концов", которыми обозначают зоны, возникающие вследствие уменьшенного растяжения на концах труб. Если эта толщина стенки превышает предельно допустимую величину, то необходимо эти концевые участки отрезать от готовой трубы.
Мерой, определяющей увеличение толщины стенки на концах трубы, является разница между действующими в стационарном и в не стационарном состоянии напряжениями растяжения на каждой отдельной стадии деформации, т.е. в каждой клети. За счет различных процессов возникновения (деформации) создаются различия в ходе изменения толщины стенки в переднем и заднем, относительно направления проката, участке трубы; они заключаются по существу в толщине стенки, ходе изменения толщины стенки и длине зоны с увеличенной толщиной стенки.
Утолщенные, превышающие предельные значения концы трубы отделяют, что является браком, который может значительно уменьшать производительность. Поэтому необходимо разработать методы, с помощью которых можно предотвращать или, по меньшей мере, минимизировать возникновение утолщенных концов труб с целью максимального уменьшения потерь концов.
Было установлено, что потери концов можно уменьшить, если за счет целенаправленного изменения числа оборотов приводных двигателей редукционно-растяжного стана создавать на концах трубы состояния напряжений и изменения формы, которые находятся вблизи стационарных условий деформации. Если во время начальной и конечной фазы процесса прокатки увеличить действующее на концах трубы напряжение растяжения за счет увеличения передаточных отношений и, тем самым, противодействовать увеличению толщины стенки сверх допустимого размера, то можно уменьшить потери материала, обусловленные утолщением концов. Изменение напряжений растяжения в известных устройствах регулирования толщины концов труб вычисляется так, чтобы получалось максимально возможное напряжение растяжения, при этом следует следить за тем, чтобы еще не утолщенный участок трубы нагружался напряжениями растяжения, которые не больше стационарных напряжений, потому что в противном случае в готовой трубе толщина стенки трубы, созданной при стационарных условиях деформации, может быть уменьшена.
Однако для осуществления изменения числа оборотов необходима быстрая, индивидуально регулируемая относительно числа оборотов валков приводная система. В качестве привода можно использовать как групповые совместные приводы с подходящим разделением на группы, так и индивидуальные приводы.
В известных способах обеспечивается лишь небольшое сокращение утолщенного конца специально на переднем конце трубы, который короче по сравнению с задним концом трубы, поскольку повышение передаточного отношения ограничено возникающим недопустимым утонением стенки между качественной зоной трубы и утолщенными концами. Была бы необходима более узкая локализация увеличения напряжения растяжения за счет меньшего числа участвующих в повышении числа оборотов клетей, тем более что эффективное влияние на утолщение концов во время начальных фаз возможно только в ограниченном числе расположенных со стороны входа клетей. Однако посредством известных приемов изменения необходима более узкая локализация увеличения напряжения растяжения за счет меньшего числа участвующих в повышении числа оборотов клетей, тем более что эффективное влияние на утолщение концов во время начальных фаз возможно только в ограниченном числе расположенных со стороны входа клетей. Однако посредством известных приемов изменения числа оборотов нельзя уменьшить число участвующих клетей, так как с меньшим количеством клетей можно создавать меньшее напряжение растяжения.
В основу изобретения положена задача создания способа минимизации утолщенных концов труб за счет увеличения и локализации эффекта известного управления концами трубы с целью минимизации или предотвращения возникновения утолщенных концов труб.
Поставленная задача решается тем, что в способе минимизации утолщенных концов труб в редукционно-растяжном стане, включающем временное изменение крутящего момента отдельных приводных прокатных клетей при прохождении начала и конца трубы соответственно через редукционно-растяжной стан, при этом концы трубы прокатывают с соотношениями скоростей вращения валков, большими, чем стационарные отношения скоростей валков, согласно изобретению между стационарными и повышенными отношениями скоростей вращения валков устанавливают отношения скоростей вращения валков, меньшие, чем стационарные отношения скоростей валков.
При такой реализации способа за счет уменьшенных по сравнению со стационарным состоянием проката передаточных отношений вызывают целевое утолщение стенки, т.е., с одной стороны, локализуют повышение напряжения растяжения и лучше согласуют с зоной утолщения стенки и, с другой стороны, снова компенсируют возможное недопустимое утонение стенки в зоне между утолщенным концом трубы и качественной трубой. С помощью способа изменения числа оборотов согласно изобретению можно предотвратить недопустимое утонение стенки и тем самым установить еще большие отношения скоростей вращения, так что обеспечивается укорочение утолщенных концов. Хотя данное изобретение можно применять как при групповых совместных приводах, так и при индивидуальных приводах, однако особое преимущество состоит в том, что с помощью нового способа управления числом оборотов посредством относительно простых средств удается устранить недостаток индивидуального электропривода, заключающийся в возникновении больших концевых потерь на переднем конце трубы из-за резкого понижения числа оборотов вследствие ударной нагрузки.
Ниже приводится подробное описание изобретения со ссылками на диаграммы, на которых изображено:
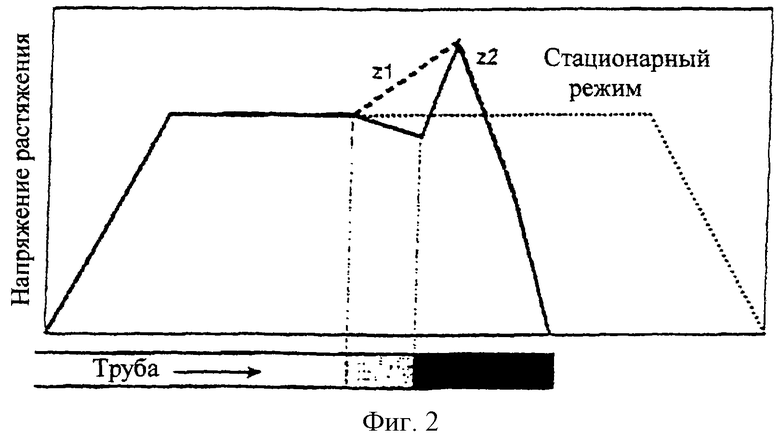
фиг.1 - график изменения числа оборотов валков по длине трубы,
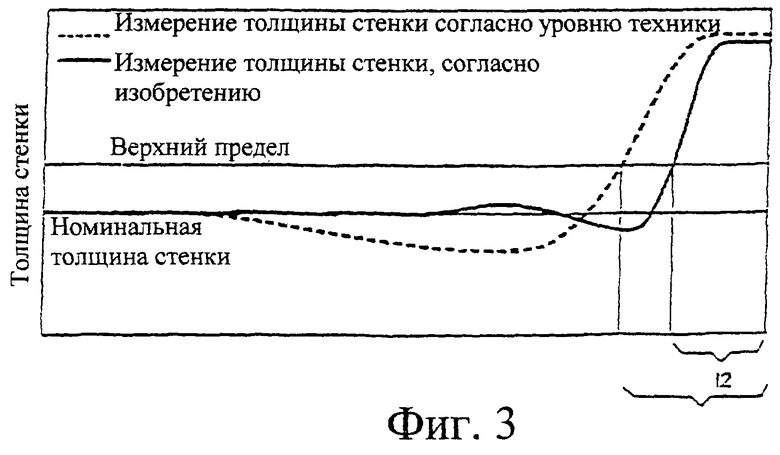
фиг.2 - график изменения напряжения растяжения по длине трубы и
фиг. 3 - график изменения толщины стенки трубы в переходной зоне между качественной трубой и утолщенным концом.
На всех фигурах показаны графики изменения, согласно уровню техники, штриховыми линиями, а согласно изобретению, - сплошными линиями. Стационарное состояние редукционно-растяжного стана показано пунктирными линиями.
Из фиг.1 следует, что число оборотов валков в стационарном режиме упрощенно изменяется по линейной возрастающей прямой и что при входе конца трубы повышают отношение n1 скоростей вращения. Одновременно локализуют повышение напряжения z1 растяжения на фиг.2 за счет уменьшения участвующих в повышении числа оборотов клетей, что приводит к характеру изменения толщины стенки, который показан на фиг.3 штриховыми линиями. Можно видеть, что в зоне между утолщенными концами (справа на фиг.3) и зоной качественной трубы (слева на фиг. 3) возникает участок трубы, в котором можно наблюдать изменение толщины стенки ниже предельно допустимого отклонения.
Если же согласно изобретению между увеличенными отношениями скоростей вращения и стационарными соотношениями скоростей вращения установить меньшие, чем стационарные, отношения скоростей вращения, как это показано сплошной линией на фиг.1, то, с одной стороны, локализуется увеличение напряжения растяжения, как показано линией z2 на фиг.2, и тем самым оно лучше согласовывается с зоной утолщения стенки. Одновременно, как показано на фиг. 3 сплошной кривой, снова компенсируется возможно недопустимое утонение стенки в зоне между утолщенным концом трубы и качественной трубой, так что предотвращается недопустимое утонение стенки. Тем самым можно установить еще большие отношения скоростей вращения, что приводит к укорочению утолщенных концов труб, что показано на фиг.3 с помощью длины l1 и длины l2, при этом l2<l1.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УПРАВЛЕНИЯ РЕДУКЦИОННО-РАСТЯЖНЫМ ТРУБОПРОКАТНЫМ СТАНОМ | 2018 |
|
RU2748571C1 |
| СПОСОБ РЕГУЛИРОВАНИЯ СКОРОСТИ ВРАЩЕНИЯ ВАЛКОВ ДЛЯ МИНИМИЗАЦИИ ОБРАЗОВАНИЯ ВНУТРЕННЕГО МНОГОДУГОВОГО ПРОФИЛЯ | 2000 |
|
RU2247615C2 |
| КОНТРОЛЬ ТОЛЩИНЫ СТЕНКИ ПРИ РЕДУКЦИОННО-РАСТЯЖНОЙ ПРОКАТКЕ ТРУБ | 2019 |
|
RU2770113C1 |
| СПОСОБ ПРОКАТКИ ТРУБ НА РЕДУКЦИОННО-РАСТЯЖНОМ СТАНЕ | 2013 |
|
RU2532610C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ УПРАВЛЕНИЯ РЕДУКЦИОННО-РАСТЯЖНЫМ ПРОКАТНЫМ СТАНОМ С ЦЕЛЬЮ КОМПЕНСАЦИИ ТОЛЩИНЫ СТЕНКИ | 2019 |
|
RU2758745C1 |
| Способ настройки редукционно-растяжного стана | 1979 |
|
SU997864A1 |
| Редукционный стан | 1986 |
|
SU1357092A1 |
| СПОСОБ ЭКСПЛУАТАЦИИ РЕДУКЦИОННО-РАСТЯЖНОГО ПРОКАТНОГО СТАНА И РЕДУКЦИОННО-РАСТЯЖНОЙ ПРОКАТНЫЙ СТАН | 2002 |
|
RU2300433C2 |
| Способ настройки непрерывного стана | 1985 |
|
SU1313543A1 |
| РЕДУКЦИОННО-РАСТЯЖНОЙ ПРОКАТНЫЙ СТАН С УЛУЧШЕННЫМ ДОПУСКОМ ДИАМЕТРА И ТОЛЩИНЫ СТЕНКИ | 2019 |
|
RU2751408C1 |
Изобретение относится к прокатке на редукционно-растяжном стане, в частности к способу минимизации утолщенных концов при прокатке труб. Сущность: в способе минимизации утолщенных концов труб в редукционно-растяжном стане, включающем временное изменение крутящего момента отдельных приводных прокатных клетей при прохождении соответственно начала и конца трубы через редукционно-растяжной стан, при этом концы трубы прокатывают с соотношениями скоростей вращения валков, большими, чем стационарные отношения скоростей валков, между стационарными и повышенными отношениями скоростей вращения валков устанавливают отношения скоростей вращения валков, меньшие, чем стационарные отношения скоростей валков. Изобретение обеспечивает повышение производительности за счет исключения утолщенных концов трубы, что является браком. 3 ил.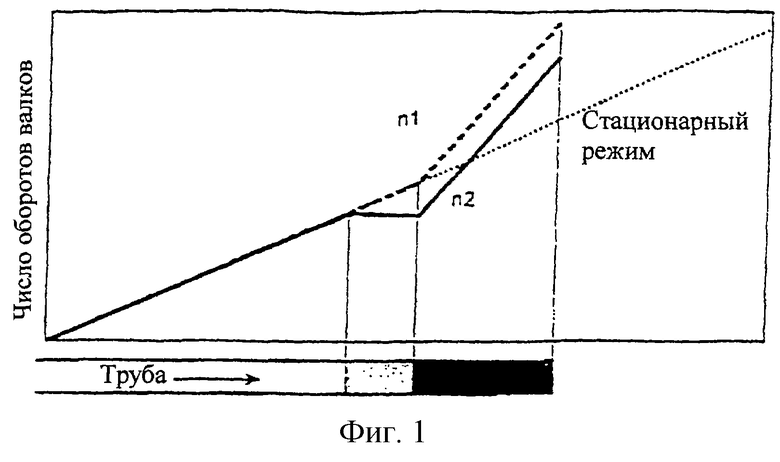
Способ минимизации утолщенных концов труб в редукционно-растяжном стане, включающий временное изменение крутящего момента отдельных приводных прокатных клетей при прохождении соответственно начала и конца трубы через редукционно-растяжной стан, при этом концы трубы прокатывают с соотношениями скоростей вращения валков большими, чем стационарные отношения скоростей валков, отличающийся тем, что между стационарными и повышенными отношениями скоростей вращения валков устанавливают отношения скоростей вращения валков меньшие, чем стационарные отношения скоростей вращения валков.
| DE 4446659, 25.07.1996 | |||
| DE 3601693, 24.07.1987 | |||
| СПОСОБ РЕГУЛИРОВАНИЯ ТОЛЩИНЫ СТЕНКИ ТРУБ | 1993 |
|
RU2041750C1 |
| СПОСОБ ХОЛОДНОГО РЕДУЦИРОВАНИЯ СВАРНЫХ ТРУБНЫХ ИЗДЕЛИЙ | 1991 |
|
RU2015755C1 |
