внешний из которых связан с системой подачи сжатого воздуха, а внутренний - с системой подачи смазки, при этом в трубке выполнены отверстия, соединяющие каналы-, а золотник размещен в трубке с возможностью перекрытия отверстий.
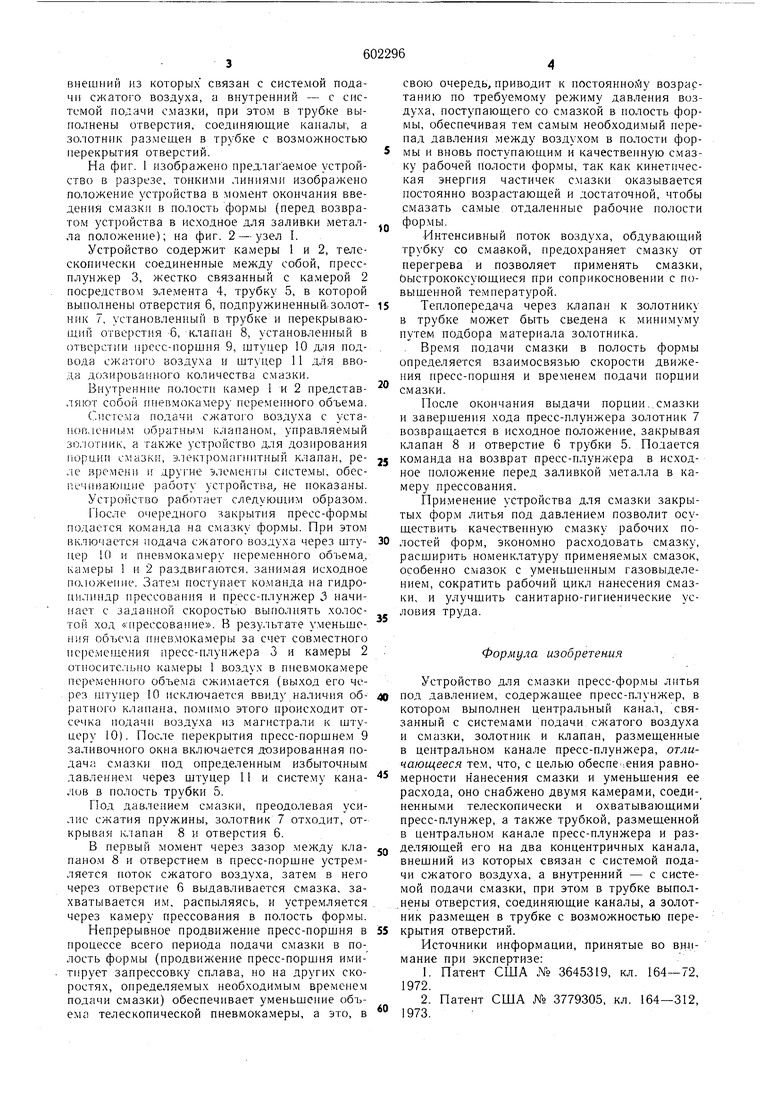
На фиг. 1 изображено предлагаемое устройство в разрезе, тонкими линиями изображено положение устройства в момент окончания введения смазки в полость формы (перед возвратом устройства в исходное для заливки металла положение); на фиг. 2 - узел I.
Устройство содержит камеры 1 и 2, телескопически соединенные между собой, прессплунжер 3, жестко связанный с камерой 2 посредством элемента 4, трубку 5, в которой выполнены отверстия 6, подпружиненный.золотHHiC 7, установленный в трубке и перекрывающий отверстия 6, клапан 8, установленный в отверстии прссс-иорщпя 9, щтуцер 10 для подвода сжатого воздуха и щтуцер 11 для ввода дозированного количества смазки.
Внутренние полости камер и 2 представляют собой ппевмокамеру пере.менного объема.
(.ПС ГСМ а подачи сжатого воздуха с устап(.1Г Лоннь м обратным клапаном, управляемый зо.ютник, а также устройство для дозирования порции смазки, электромагнитный клапан, реле Bpe.MCHii и другие элеменгы систе.мы, обес11е1иваюп1ие работу устройства не показаны.
Устройство работает следуюншм образо.м.
После очередного закрытия пресс-фор.мы подается команда на смазку формы. При этом включается подача сжатого воздуха через щтуцер 10 и пневмокамеру ггеременного обьема, камеры 1 н 2 раздвигаются, запи.мая исходное положеппе. Зате.м поступает команда на гидропнлпндр прессования и пресс-плунжер 3 начинает с заданной скоростью выполнять холостой ход «прессование. В резу.чьтате уменьщения объема ниевмокамеры за счет совместного исремеихения пресс-плунжера 3 и камеры 2 относительно камеры 1 во.здух в пневмокамере переменного объема сжимается (выход его через штупер 10 исключается ввиду наличия обpaTHoio клапана, по.мимо этого происходит отсечка подачи воздуха из магистрали к штуцеру 10). После перекрытия пресс-поршнем 9 заливочного окна включается д-озированная подача смазки под определенным избыточным давлением через илуцер 11 и систему каналов в полость трубки 5.
Под давлением смазки, преодолевая усилие сжатия пружины, золотник 7 отходит, открывая клапан 8 и отверстия 6.
В первый момент через зазор между клапаном 8 и отверстием в пресс-поршне устре.мляется поток сжатого воздуха, затем в него через отверстие 6 выдавливается смазка, захватывается им, распыляясь, и устремляется через камеру прессования в полость формы.
Непрерывное продвижение пресс-порщня в процессе всего периода подачи смазки в полость формы (продвижение пресс-поршня имитнрует запрессовку сплава, но на других скоростях, определяемых необходимым временем подачи смазки) обеспечивает уменьшение объема телескопической пневмокамеры, а это, в
свою очередь, приводит к постоянному возрастанию по требуемому режиму давления воздуха, поступающего со смазкой в полость формы, обеспечивая тем самым необходимый перепа,а давления между воздухом в полости формы и вновь поступающим и качественную смазку рабочей Полости формы, так как кинетическая энергия частичек смазки оказывается постоянно возрастаюихей и достаточной, чтобы смазать самые отдаленные рабочие полости формы.
Интенсивный поток воздуха, обдувающий трубку со смазкой, предохраняет смазку от перегрева и позволяет применять смазки, быстрококсующиеся при соприкосновении с повышенной температурой.
Теплопередача через клапан к золотнику в трубке может быть сведена к минимуму путем подбора материала золотника. . Время подачи смазки в полость формы определяется взаи.мосвязью скорости движения пресс-поршня и временем подачи порции смазки.
После окончания выдачи порции..с.мазки и завершения хода пресс-плунжера золотник 7 возвращается в исходное положение, закрывая клапан 8 и отверстие 6 трубки 5. Подается ко.аданда на возврат пресс-плунжера в исходное положение перед заливкой металла в камеру прессования.
Применение устройства для смазки закрытых форм литья под давлением позволит осуществить качественную смазку рабочих полостей форм, экономно расходовать смазку, расширить номенклатуру применяемых смазок, особенно смазок с уменьшенным газовыделением, сократить рабочий цикл нанесения смазки, и улучшить санитарно-гигиенические условия труда.
Формула изобретения
Устройство для смазки пресс-фор.мы литья под давлением, содержащее пресс-плунжер, в котором выполнен центральный канал, связанный с систе.мами подачи сжатого воздуха и смазки, золотник и клапан, раз.мещенные в центрально.м канале пресс-плунжера, отличающееся тем, что, с целью обеспе-.ения равномерности нанесения смазки и уменьшения ее расхода, оно снабжено двумя камерами, соединенными телескопически и охватывающими пресс-плунжер, а также трубкой, размещенной в центральном канале пресс-плунжера и разделяющей его на два концентричных канала, внешний из которых связан с системой подачи сжатого воздуха, а внутренний - с системой подачи смазки, при этом в трубке выпол.нены отверстия, соединяющие каналы, а золотник размещен в трубке с возможностью перекрытия отверстий.
Источники информации, принятые во внлмание при экспертизе:
1.Патент США № 3645319, кл. 164-72, 1972.
2.Патент США № 3779305, кл. 164-312, 1973.
| название | год | авторы | номер документа |
|---|---|---|---|
| Гидравлический пресс для изготовления брикетов | 1940 |
|
SU63127A1 |
| УСТРОЙСТВО ДЛЯ ПРЕССОВАНИЯ РАСПЛАВЛЕННЫХ МЕТАЛЛОВ НА МАШИНЕ ЛИТЬЯ ПОД ДАВЛЕНИЕМ | 1992 |
|
RU2060864C1 |
| ИМПУЛЬСНЫЙ ВОДОМЕТ!« *''^^"*~"--''^-'с>&НАЯ /MJtim^---I•'''•^ ,:,,.,-^.,..^ ;• ;-;.;f)i^У'^оГи-1(": | 1973 |
|
SU375374A1 |
| Устройство для прессования металла с подпрессовкой на машинах литья под давлением | 1975 |
|
SU700281A1 |
| Нагнетатель консистентной смазки | 1991 |
|
SU1794225A3 |
| Гидравлическое предохранительное устройство от перегрузки механического пресса | 1986 |
|
SU1323413A1 |
| ИМПУЛЬСНАЯ УСТАНОВКА | 2000 |
|
RU2184584C1 |
| Механизм прессования машины для литья под давлением | 1988 |
|
SU1729692A1 |
| УСТАНОВКА ДЛЯ ЛИТЬЯ С КРИСТАЛЛИЗАЦИЕЙ ПОД ДАВЛЕНИЕМ | 1998 |
|
RU2173233C2 |
| Устройство для смазывания пресс-форм литья под давлением | 1990 |
|
SU1724428A1 |

