Изобретение относится к области сварки, а именно к устройствам для многопроходной газоэлектрической сварки труб. Известны устройства для сварки неповоротных стыков трубопроводов, содержащие сварочную горелку, установленную на С-образной планшайбе со съемным вкладышем 1. Зашитный газ подается от стандартного баллона к сварочной горелке и далее через нее в зону сварки. Недостатками устройства являются ненадежная подача защитного газа в горелку из-за утечек газа, низкая рентабельность процесса сварки из-за повышенного расхода защитных газов, что связано с возможными утечками. Наиболее близким к предлагаемому изобретению по технической сущности и достигаемому эффекту является устройство для сварки неповоротных стыков труб, содержащее сварочную горелку, установленную на С-образной планшайбе со съемным вкладышем, выполненным в виде емкости для защитного газа, и заправочный шланг высокого давления с запорным вентилем 2. Перед заправкой емкости осуществляется операция по продувке шланга защитным газом с целью вытеснения из него воздуха, после чего внутренний объем шланга высокого давления с находящимся в нем аргоном герметизируется с помощью запорного вентиля. Это обеспечивает экономию дорогостоящих защитных газов, так как отпадает необходимость в повторных продувках заправочного шланга перед каждой очередной дозаправкой емкости-накопителя сварочной головки. Недостатком устройства является то, что при каждой очередной дозаправке емкости сварочной головки аргоном качество защиты сварочной ванны ухудшается, поверхность шва несколько окисляется, в щве образуются поры. Избавиться от указанного недостатка удается путем вытеснения воздуха дополнительной продувкой аргоном полости заправочной магистрали, однако при этом не обеспечивается постоянства минимального расхода аргона, необходимого для продувки. Это связано с конструктивными особенностями вентиля (обязательное запирание магистрали при одном из крайних положений маховика, наличие люфтов в резьбовых соединениях, физический износ деталей в подвижных сочленениях и т.п.) и приводит к неоправданным потерям дорогостоящих инертных газов. Кроме того, процесс продувки может осуществляться только через резьбовое соединение при неполной затяжке резьбы, что недопустимо с
точки зрения техники безопасности при работе с сосудами и арматурой высокого,давления.
Целью изобретения является сокращение потерь защитного газа, сохранение высокого качества защитнвго газа в процессе дозаправки и обеспечение безопасных условий труда.
Для этого в предлагаемом устройстве вентиль снабжен запорной иглой, выполненной в виде капилляра.
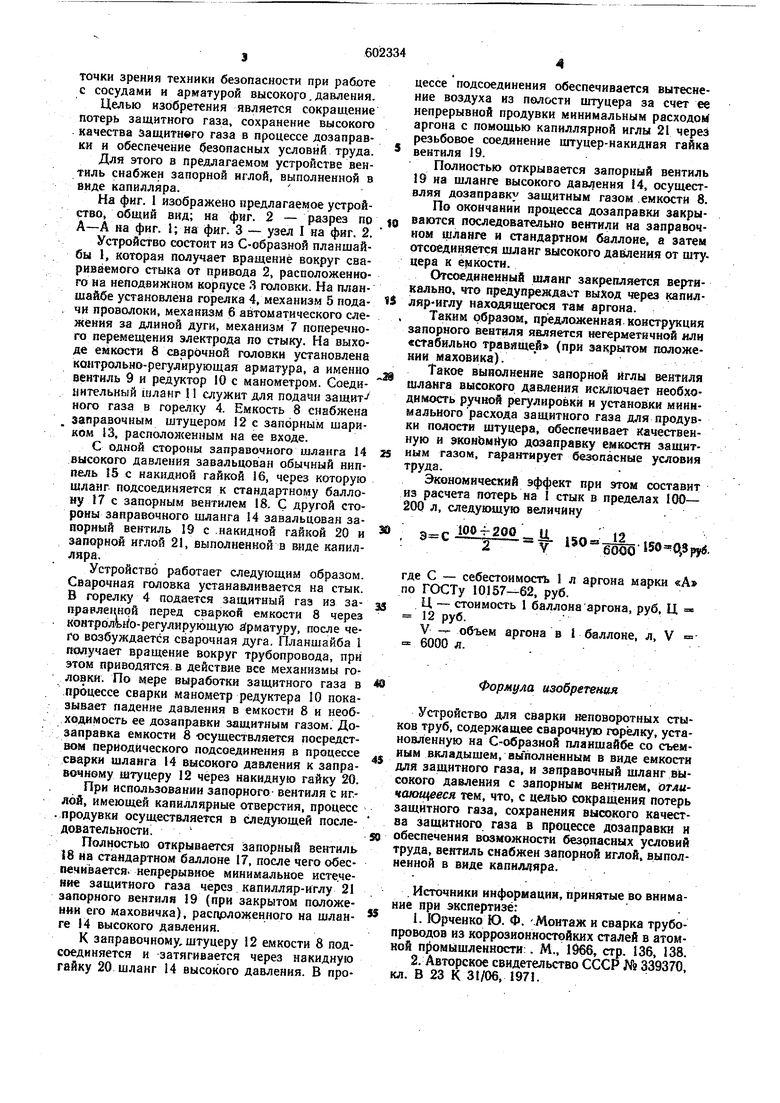
На фиг. 1 изображено предлагаемое устройство, общий вид; на фиг. 2 - разрез по А-А на фиг. I; на фнг. 3 - узел I на фиг. 2.
Устройство состоит из С-образной планшайбы 1, которая подучает вращение вокруг свариваемого стыка от привода 2, расположенного на неподвижном корпусе 3 головки. На планшайбе установлена горелка 4, механизм 5 подачи проволоки, механизм б автоматического слежения за длиной дуги, механизм 7 поперечного перемещения электрода по стыку. На выходе емкости 8 сварочной головки установлена кантрольно-регулирующая арматура, а именно вентиль 9 и редуктор 10 с манометром. Соединительный шланг 11 служит для подачи защитного газа в горелку 4. Емкость 8 снабжена заправочным штуцером 12 с запорным шариком 13, расположенным на ее входе.
С одной стороны заправочного шланга 14 высокого давления завальцован обычный ниппель 15 с накндной гайкой 16, через которую шланг подсоединяется к стандартному баллону 17 с запорным вентилем 18. G другой стороны заправочного шланга 14 завальцован запорный вентиль 19 с .накидной гайкой 20 и запорной иглой 21, выполненной в виде капилляра.
Устройство работает следующим образом. Сварочная головка устанавливается на стык. В горелку 4 подается защитный газ из заправленной перед сваркой емкости 8 через койтролЫо-регулируюшзто «Арматуру, после чего возбуждается сварочная дуга. Планшайба 1 шмучает вращение вокруг трубопровода, при этом приводятся в действие все механизмы головкй. По мере выработки защитного газа в процессе сварки манометр редуктера 10 показывает падение давления в емкости 8 и необходимость ее дозаправки защитным газом. Дозаправка емкости 8 осуществляется посредством периодического подсоединения в процессе сварки шланга 14 высокого давления к заправочному штуцеру 12 через накидную гайку 20.
При использовании запорного- вентиля с иглой, имеющей капиллярные отверстия, процесс .продувки осуществляется в следующей последовательности i
Полностью открывается запорный вентиль 18 на стандартном баллоне 17, после чего обеспечивается непрерывное минимальное истечени€ защитного газа через капилляр-иглу 21 запорного вентиля 19 (при закрытом положении его маховичка), распрложенного на щланге 14 высокого давления.
К заправочному, штуцеру 12 емкости 8 подсоединяется и затягивается через накидную гайку 20 шланг 14 высокого давления. В процессе подсоединения обеспечивается вытеснение воздуха из полости штуцера за счет ее непрерывной продувки минимальным расходом аргона с помощью капиллярной иглы 21 через резьбовое соединение штуцер-накидная гайка вентиля 19.
Полностью открывается запорный вентиль 19 на шланге высокого давления 14, осуществляя дозаправку защитным газом .емкости 8. По окончании процесса дозаправки закрываются последовательно вентили на заправочном шланге и стандартном баллоне, а затем отсоединяется шланг высокого давления от штуцера к емкости.
Отсоедннемный шланг закрепляется вертикально, что предупреждает выход через капилляр-иглу находящегося там аргона.
Таким образом, предложенная конструкция запорного вентиля является негерметйчной или «стабильно травящей (при закрытом положении маховика).
Такое вынолнеиие заиорной иглы вентиля шланга высокого давления исключает необходимость ручной регулировки и установ ки минимальногорасхода защитного газа для продувки полости штуцера, обеспечивает качественную и 9кои&мИую дозаправку емкости защитным газом, гарантирует безопасные условия труда.
Экономический эффект при этом составит из расчета потерь иа 1 стык в пределах 100- 200 л, следующую величину.
30 ч-с -125±200 ц
12
Т бШ о- Зруй.
, V О - ff
где С - себестоимость 1 л аргона марки «А по ГОСТу 10157-62, руб.
ц - стоимость 1 баллона аргона, руб, Ц 12 руб.
V - объем аргона в 1 баллоне, л, V 6000 л.
Формула изобретешия
Устройство для сварки шповоротных стыков труб, содержащее сварочную горелку, установленную на С-образиой плаишайбе со съемным вкладышем, вылолнеииым в виде емкости ДЛЯ защитного газа, и заправочный шланг высокого давления с запорным вентилем, отличающееся тем, что, с целью сокращения потерь защитного газа, сохранения высокого качества защитного газа в процессе дозаправки и ) обеспечения возможности безопасных условий труда, вентиль снабжен запорной иглой, выполненной в виде капил/ яра.
Источники информации, принятые во виимаиие при экспертизе:
1.Юрченко Ю. Ф. .Моитаж и сварка трубопроводов из коррозионностойких сталей в атомной п омышленности;. М., 1д66, стр. 136, 138.
2.Авторское свидетельство СССР № 339370, кл. В 23 К 31/06, 1971.