Предлагаемое изобретение относится к области сварки, в частности к сварке неповоротных стыков трубопроводов, широко применяемой во многих отраслях промышленности при монтаже различных изделий.
Известны устройства для сварки неповоротных стыков трубопроводов, содержащие сварочную горелку, установленную на С-образной планшайбе со съемным вкладышем.
Защитный газ подается от стандартного баллона к сварочной горелке н далее через нее в зону сварки.
Недостатками устройства являются ненадежная подача инертного или активного газа в горелку из-за утечек газа; низкая рентабельность процесса сварки трубопроводов изза повышенного расхода защитных, в частности дорогостоящих инертных газов (аргона, гелия, или их смеси), что связано с возможными утечками, а также по причине неоправданно высокого расхода газов при продувке магистралей перед сваркой.
В стесненных условиях монтажа изделий новой техники место расположения баллона находится на расстоянии до 50 м от места сварки. Потери газов при продувке магистрали такой протяженности достигают 20-30 л на один стык (время продувки 2-3 мин).
нения в предлагаемом устройстве для сварки неповоротных стыков труб съемный вкладыш выполнен в виде емкости для защитного газа, связанной при помощи шланга со сварочной горелкой.
Применение такого устройства при сварке труб обеспечивает высокое качество защиты швов инертным (активным) газом, так как эффективность газовой защиты в этом случае не зависит от точности изготовления конструкции и степени износа сложного коллекторного устройства для подачи газа, а также значительную экономию дорогостоящих инертных газов, так как при этом резко сокращаются потери газов при продувке магистралей перед сваркой (время продувки короткого шланга длиной до 150 мм составляет 1-2 сек) и исключаются утечки газа в газопроводе.
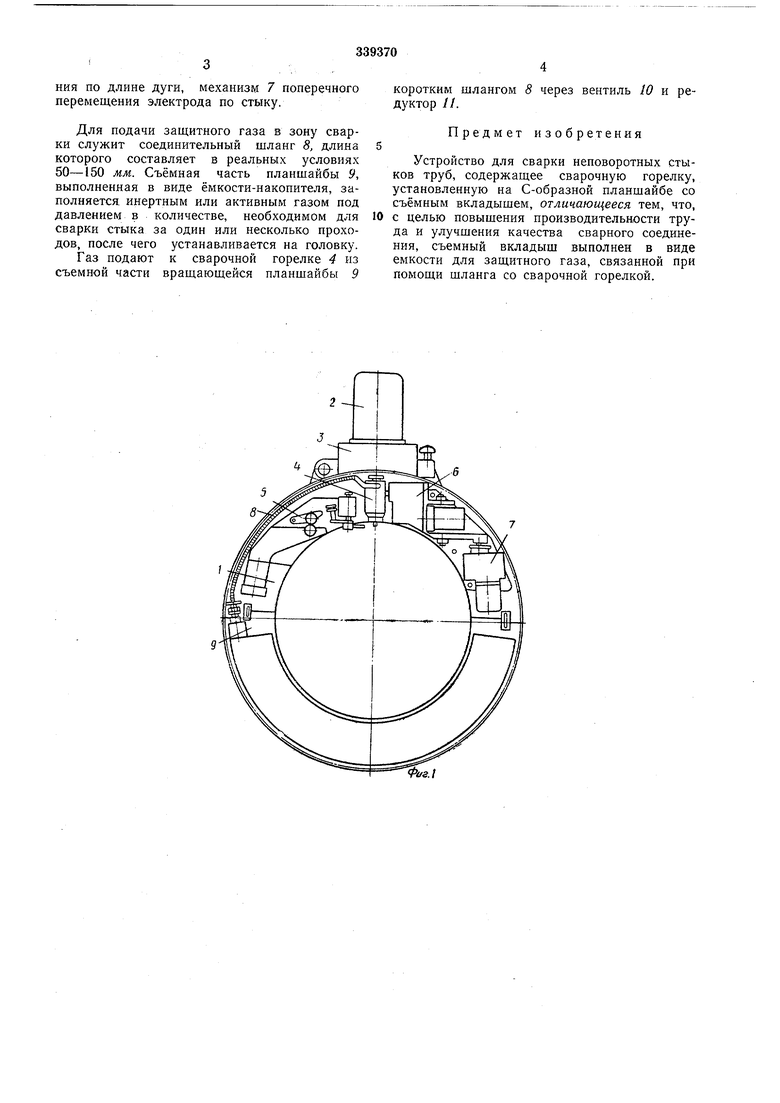
На фиг. 1 и 2 изображена предлагаемая конструкция головки.
Устройство для сварки состоит из планшайбы /, которая вращается вокруг свариваемого стыка от привода 2, расположенного на неподвижном корпусе 3 головки. На планшайбе / установлена горелка 4, а также механизмы для ведения процесса сварки, например механизм 5 подачи присадочной проволоки, механизм автоматического слежения по длине дуги, механизм 7 поперечного перемещения электрода по стыку.
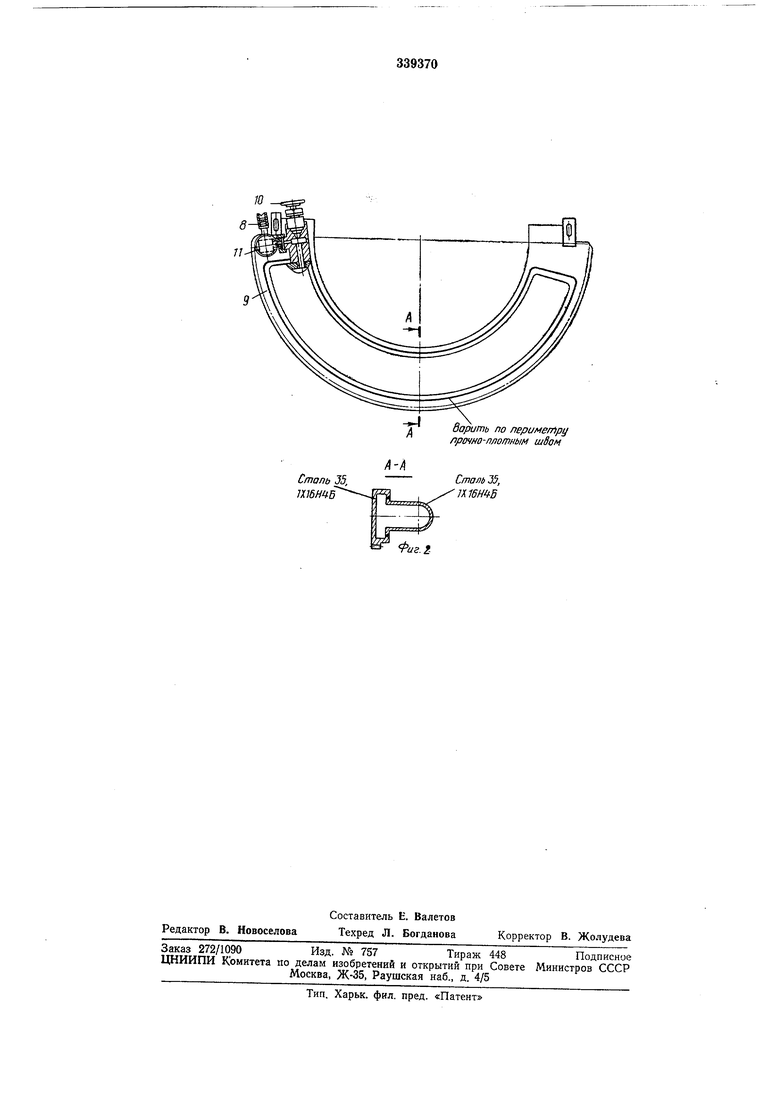
Для подачи защитного газа в зону сварки служит соединительный шланг 8, длина которого составляет в реальных условиях 50-150 мм. Съёмная часть планшайбы 9, выполненная в виде ёмкости-накопителя, заполняется инертным или активным газом под давлением в количестве, необходимом для сварки стыка за один или несколько проходов, после чего устанавливается на головку.
Газ подают к сварочной горелке 4 из съемной части вращающейся планшайбы 9
8 через вентиль 10 и рекоротким шлангом дуктор //.
Предмет изобретения
Устройство для сварки неповоротных стыков труб, содержащее сварочную горелку, установленную на С-образной планшайбе со съёмным вкладышем, отличающееся тем, что, с целью повышения производительности труда и улучшения качества сварного соединения, съемный вкладыш выполнен в виде емкости для защитного газа, связанной при помощи щланга со сварочной горелкой.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сварки неповоротных стыковых труб | 1976 |
|
SU602334A1 |
| БИБЛИО ГЕНА | 1971 |
|
SU299316A1 |
| Устройство для сварки неповоротных стыков труб | 1976 |
|
SU648365A1 |
| Головка для автоматической сварки неповоротных стыков труб | 1980 |
|
SU903036A1 |
| ГОЛОВКА ДЛЯ ОРБИТАЛЬНОЙ СВАРКИ | 2016 |
|
RU2641208C2 |
| Устройство для сварки неповоротных стыков труб | 1985 |
|
SU1305987A1 |
| Автомат для сварки неповоротныхСТыКОВ ТРуб | 1979 |
|
SU848222A1 |
| УСТРОЙСТВО для АВТОМАТИЧЕСКОЙ СВАРКИ НЕПОВОРОТНЫХ СТЫКОВ ТРУБ | 1967 |
|
SU202408A1 |
| ГОЛОВКА ДЛЯ ОРБИТАЛЬНОЙ СВАРКИ ТРУБОПРОВОДОВ | 2015 |
|
RU2624577C2 |
| Сварочная головка для автоматической орбитальной аргонодуговой сварки трубопроводов | 2018 |
|
RU2690388C1 |
fifS.t
Варить по nepuMerfipy прочно-плотным шВом
К-А
Сталь J5, Ш6НИ-Б
Фиг.:
