(54) УСТРОЙСТВО ДЛЯ ФУТЕРОВКИ МЕТАЛЛУРгаЧЕСКИХ
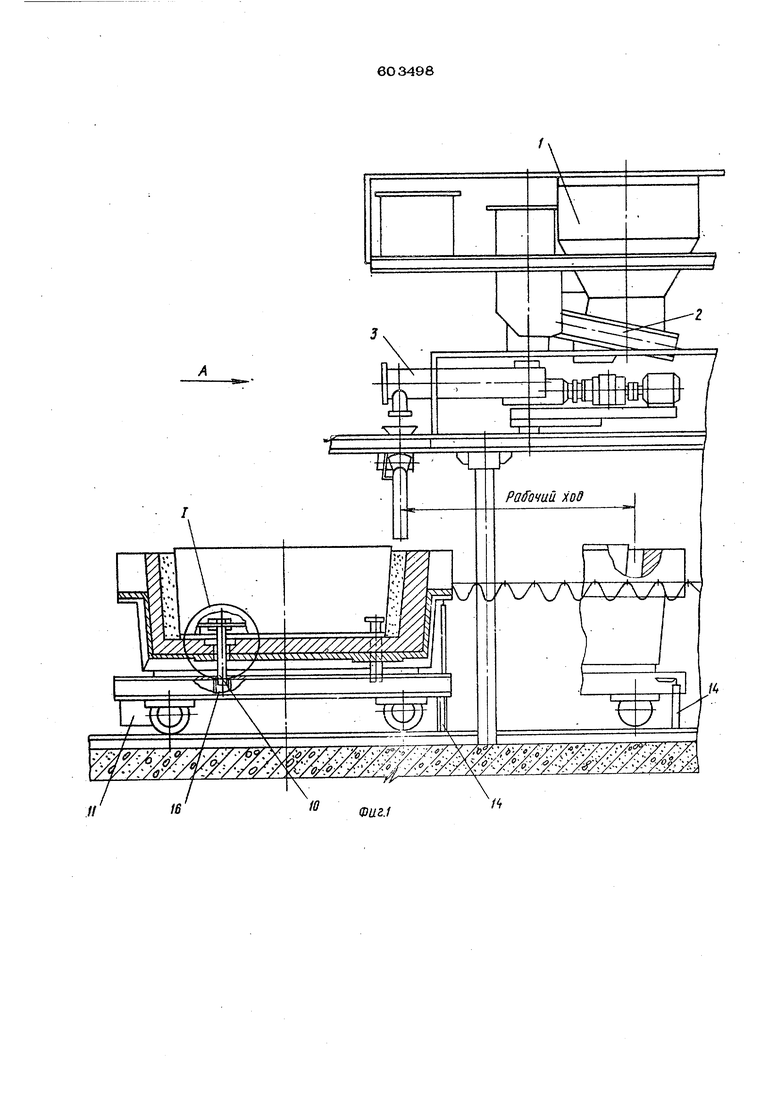
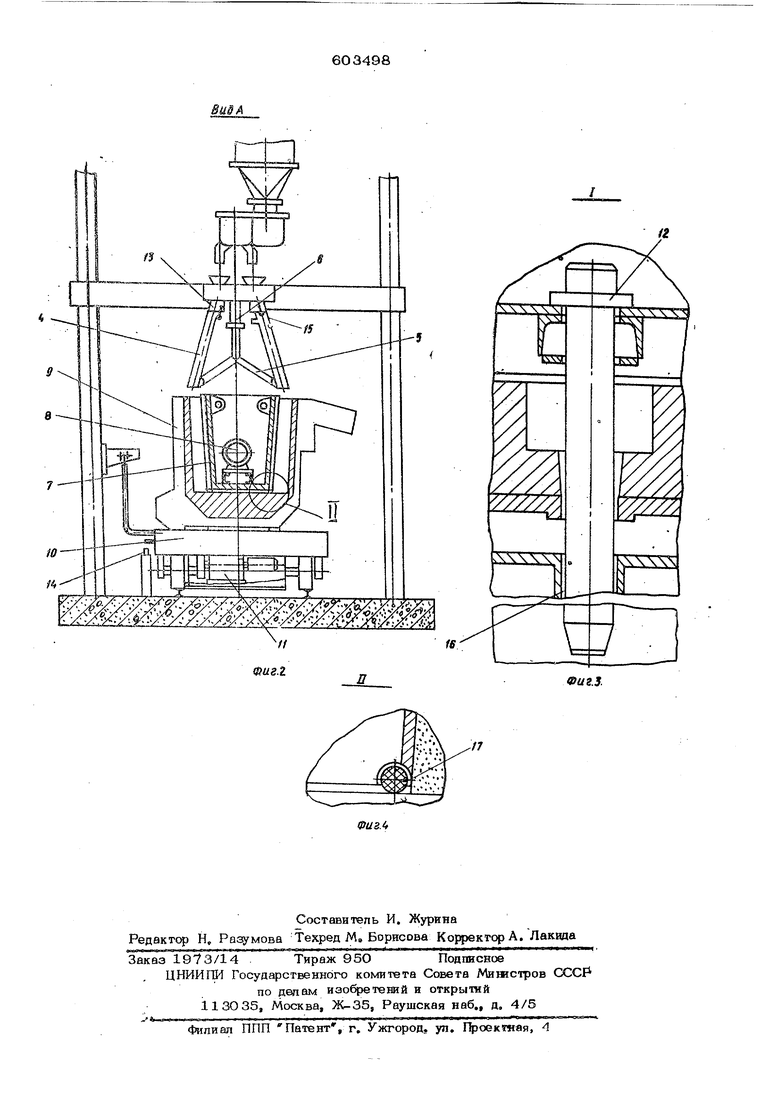
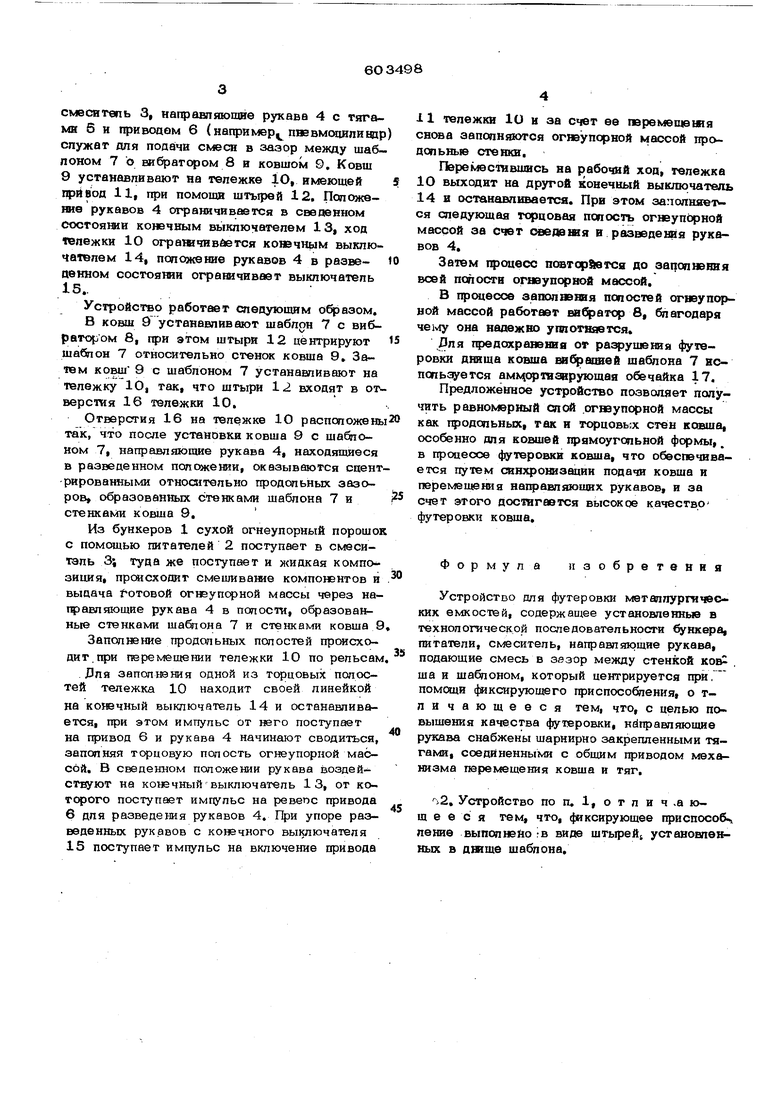
Емкостей смесвтвпь 3, направляющие рукаве 4 с тягами 5 и приводом 6 (например пневмсвшпишр спужат для подачи смесн в зазор между шаблоном 7 о вибратсфом 8 и ковшом 0, Ковш 9 устанавливают на тележке 1О, имеющей привод 11, при помошв штырей 12. Попоже1ше рукавов 4 ограничивается в сведенном состоянии конечным вь1ключатепем 13, ход тепежки 10 ограшчивдется кошчщлм выключателем 14, положение рукавов 4 в разведенном состоянии ограничивает выключатель 15.. Устройство работает следующим . В ковш 9 устанавливают шаблон 7 с вибратором 8, при этом штыри 12 центрируют шаблон 7 относительно стенок ковша 9. Затем ковш 9 с шаблоном 7 устанавливают на тележку 10, так, что штыри 12 входят в отверстия 16 тележки Ю. Отверс гия 16 на тепежке 10 распопожены так, что после установки ковша 9 с шаблоном 7, направляюшие рукава 4, находящиеся в разведенном попожеши, оказываются сцент рированными отноа1Твльно щэодшьных зазоров образованных стенками шаблона 7 и стенками коюла 9. Из бункеров 1 сухой огнеупорный порошок с помощью питателей 2 поступает в смеситэль 3; туда же поступает и жидкая компози1шя, происходит смешивание компонентов и выдача отовой огнэупсрной массы через натфавляющие рукава 4 в попостк, образованные стенками ша&юна 7 и стенками ковша 9 Заполнение продольных полостей происходит, при перемещении тележки 10 по рельсам . Лля заполнения одной из торцовых полостей тележка 10 находит своей линейкой на конечный выключатель 14 и останавливается, при этом импупьс от него поступает на привод 6 и рукава 4 начинают сводиться, заполняя торцовую полость огнеупорной массой. В сведенном положении рукава воздей- сТЕуют на конечный выключатель 13, от которого поступает импульс на ревепс привода в для разведения рукавов 4. При упоре разведенных рукавов с кодачного выключателя 15 поступает импульс на включение привода I тележки 1U и за счет ее пэремешешя нова заполняются огнаупорной массой проольные стешш. Переместившись на рабочий ход, тележка О выходит на другой конечный выюоочатель 4 в останавливается. При этом залолняетья следующая торцовая попость огнеупорной массой за счет сведвшя н разведения рукавов 4. Затем npcHiecc повторяется до запопжгоя всей полости огнеупорной массой. В прсжессе заполавшя полостей огнеупорной массой работает 8, благодаря она надежно уплотняется. jpля предохраввввя от разрушения футеровки днища ковша шаблона 7 ЕСпопь ется aмцqэтн(Ipyющaя обечайка 17. Предложенное устройство позволяет получить равномерный cncrft .огнеупорной массы как тфодопьньск, так и терцовых стен ковша, особенно для ковшей прямоугольной формы,. в процессе футеровки ковша, что обеспечивается путем синхронизации подачи ковша и перемещения направляющих рукавов, и за счет этого Достигается высокое качество футеровки ковща. Формула изобретения Устройство для футеровки металлургических емкостей, содержащее установленные в технологической последовательности нкера, питатели, смеситель, направляющие рукава, подающие смесь в зазор между стенкой ков ша и шаблоном, который центрируется при, помощи фиксирующего приспособления, о тличающееся тем, что, с целью повышения качества футеровки, направляющие рукава снабжены щарнирно закрепленными тягами, соединенными с общим приводом механизма перемещения ковша и тяг. . Устройство ПОП.1, отлич.а ющ е е с я тем, что, фиксирующее приспособ ление выполнено -в виде штьфеЙ5 установленных в дшще шаблона.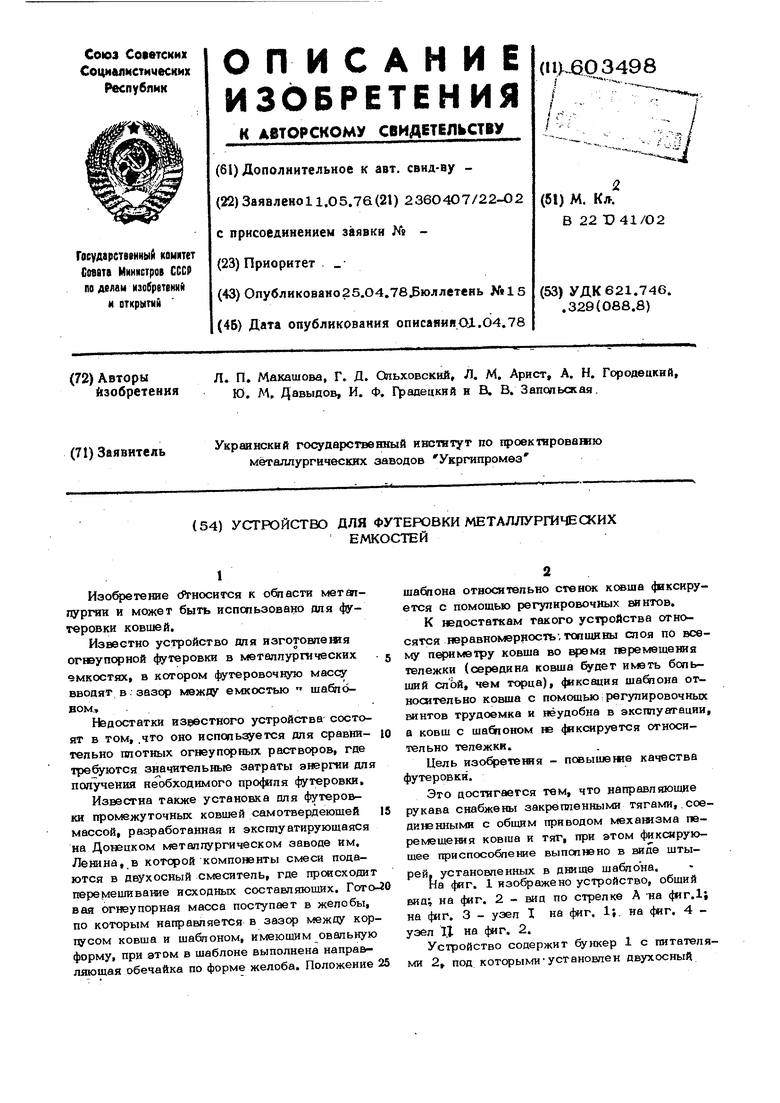
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для изготовления монолитной футеровки металлургических емкостей | 1981 |
|
SU969453A1 |
| Установка для изготовления наливной футеровки металлургических ковшей | 1990 |
|
SU1799682A1 |
| Установка для футеровки сталеразливочных ковшей | 1979 |
|
SU899270A1 |
| Линия для футеровки желобов | 1979 |
|
SU774797A1 |
| Установка для футеровки металлургических ковшей | 1975 |
|
SU529906A1 |
| Устройство для футеровки ковшей | 1977 |
|
SU766742A1 |
| Шаблон для изготовления монолитной футеровки | 1977 |
|
SU737128A1 |
| Машина "орбита" для футеровки металлургических ковшей | 1974 |
|
SU519283A1 |
| Поточная линия для футеровки металлургических ковшей | 1986 |
|
SU1379089A1 |
| Установка для футерования металлургических ковшей | 1981 |
|
SU997981A1 |