1
Изобретение относится к области обработки при помощи абразивных лент пера лопаток, преимущественно газотурбинных двигателей.
Известен способ сопряженного шлифования профиля пера лопаток газотурбинных двигателей абразивной лентой, движущейся между обрабатываемой лопаткой и контактным копиром, вал которого, имея кинематическую связь со шпинделем изделия, совершает синхронно с ним возвратно-вращательное движение.
Однако известный способ не позволяет обрабатывать прикомлевые участки лопаток, включающие полку замка, косой участок профиля пера и радиус их сопряжения.
По предлагаемому способу обрабатываемую лопатку устанавливают в зажимном приспособлении так, что плоскость ее полки перпендикулярна осям вращения шпинделя и копира, на боковой торец которого загибают абразивную ленту.
Это позволяет обрабатывать прикомлевой участок совместно с полкой и ее радиусом сопряжения с профилем пера.
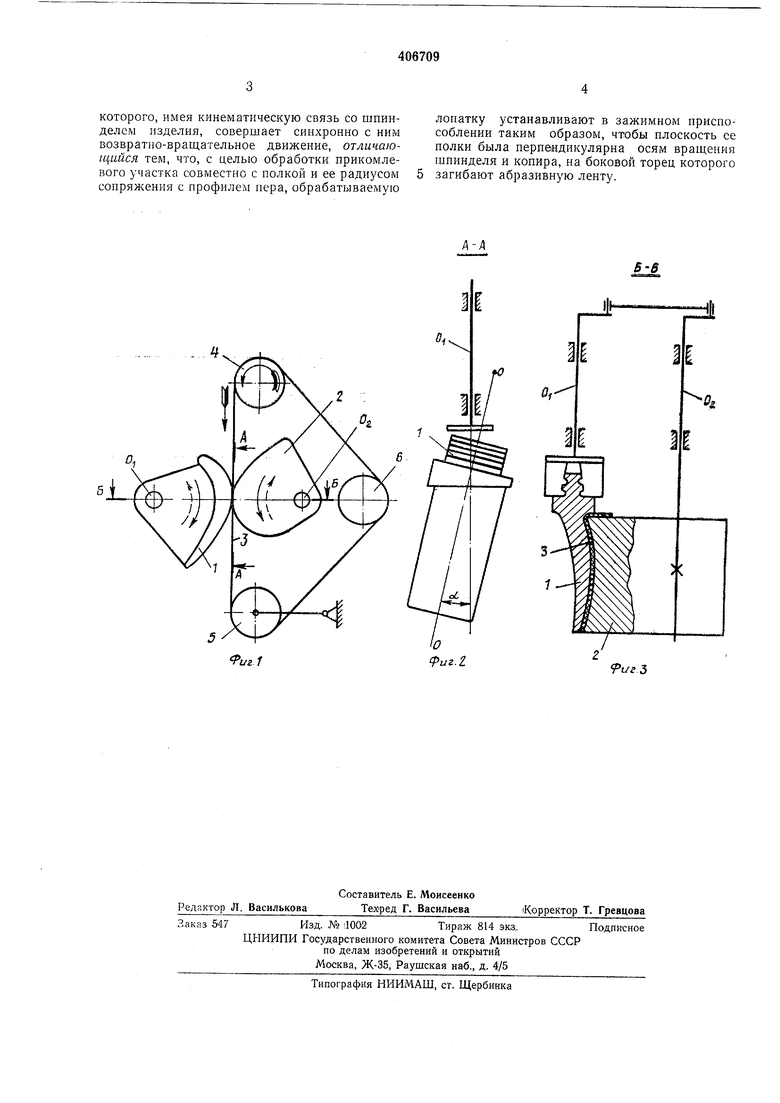
Па фиг. 1 схематично изображено приспособление, реализующее предлагаемый способ; на фиг. 2 - сечение по А-А на фиг. 1; на фиг. 3 - сечение по Б-Б на фиг. 1.
Между обрабатываемой лопаткой / и сопряженным копиром 2 движется абразивная
лента 3, установленная на приводном шкиве 4, натяжном щкиве 5 и опорном шкиве 6.
Лопатка 1 и копир 2 синхронно совершают возвратно-вращательное движение вокруг осей Oj и Oz. Шкивы 4 и 5 на станине станка размещают таким образом, что рабочая (левая) ветвь абразивной ленты 3 прямолинейна и касательна к шкивам 4 ц 5 и копиру 2. (На фиг. 2 показано размещение лопатки / относительно оси Oi шпинделя, когда плоскость ее полки перпендикулярна оси Oi вращения ш.пинделя).
Так как в этом случае контакт копира 2 с лопаткой / проходит не по продольной оси лопатки О-О, а под углом а к ней, когда образующая пера в сечении криволинейна, то абразивная лента 3 деформируется только в одном направлении - в сечении, перпендикулярном ее движению (фиг. 3).
При необходимости абразивную ленту 3 загибают на боковой торец копира 2, тогда предлагаемым способом можно обрабатывать не только все перо вместе с косым участком, но и полку с радиусом ее сопряжения с профилем (фиг. 3).
Предмет изобретения
Способ сопряженного шлифования профиля пера лопаток газотурбинных двигателей абразивной лентой, движущейся между обрабаты0 ваемой лопаткой и контактным копиром, вал
которого, имея кинематическую связь со шпинделем изделия, совершает синхронно с ним возвратно-враш.ательное движение, отличающийся тем, что, с целью обработки прикомлевого зчастка совместно с полкой и ее радиусом сопряжения с профилем пера, обрабатываемую
лопатку устанавливают в зажимном приспособлении таким образом, чтобы плоскость се полки была перпендикулярна осям вращения шпинделя и копира, на боковой торец которого загибают абразивную ленту.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ ленточного шлифования прикомлевых участков лопаток | 1972 |
|
SU603567A1 |
| ЛЕНТОЧНО-ШЛИФОВАЛЬНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ КРИВОЛИНЕЙНЫХ ПОВЕРХНОСТЕЙ | 1971 |
|
SU299336A1 |
| Ленточно-шлифовальный станок для обработки лопаток | 1973 |
|
SU580091A1 |
| Способ совместного шлифования пересекающихся поверхностей | 1976 |
|
SU654397A1 |
| Устройство для ленточного шлифо-ВАНия пЕРЕСЕКАющиХСя пОВЕРХНОСТЕй | 1979 |
|
SU844239A1 |
| Ленточно-шлифовальный станок | 1981 |
|
SU984826A2 |
| Ленточно-шлифовальный станок | 1976 |
|
SU613887A1 |
| Ленточно-шлифовальный станок для обработки лопаток | 1973 |
|
SU610664A1 |
| Ленточно-шлифовальный станок для обработки криволинейных поверхностей | 1975 |
|
SU553096A1 |
| Ленточношлифовальный станок для обработки кромок пера лопаток | 1981 |
|
SU986739A1 |
1
ft/гЗ
