(54) СПОСОБ ШЛИФОВАНИЯ ПЕРА ЛОПАТОК
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ шлифования пера лопаток | 1981 |
|
SU986740A1 |
| Способ шлифования пера лопаток и копировальный станок | 1981 |
|
SU1013225A1 |
| Способ обработки лопаток | 1975 |
|
SU541652A1 |
| Ленточно-шлифовальный станок | 1980 |
|
SU975348A2 |
| Ленточно-шлифовальный станок для обработки лопаток | 1977 |
|
SU931403A2 |
| Способ ленточного шлифования и лен-ТОчНОшлифОВАльНый CTAHOK | 1976 |
|
SU831567A1 |
| Ленточно-шлифовальный станок | 1977 |
|
SU663561A1 |
| Ленточно-шлифовальный станок для обработки лопаток | 1973 |
|
SU610664A1 |
| Способ шлифования криволинейных поверхностей | 1976 |
|
SU732126A1 |
| Ленточно-шлифовальный станок для об-РАбОТКи лОпАТОК | 1978 |
|
SU837795A1 |
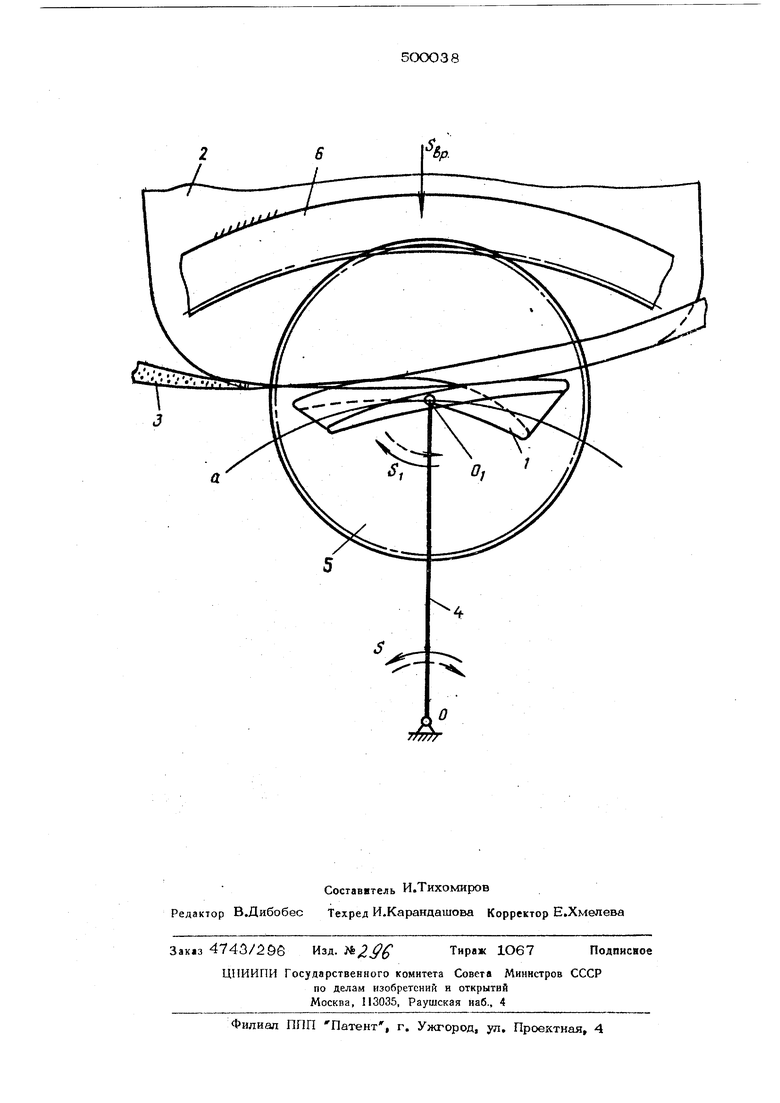
Известен способ шлифования пера лопато например, компрессоров газотурбинных дви.гателей, при котором детали сообщают фор мообраз юшее планетарное ЦБК кение обкатки относительно йодаваемого на врезание профильного контактного копира, огибаемого движущейся абразивной лентой. При этом лопатке в относительном движении сообша- ют вращение вокруг ее оси в ту же сторону что и в переносном движениии, а центр вращения в переносном движении располагают со стороны обрабатываемой поверхности. Известный способ имеет ограниченные технологические возможности (не позволяет обрабатывать сильно закрученные лопатки) и пониженную точность обработки (недоработка кромок при износе ленты), Цель изобретения - расширение технологических возможностей способа и повышение точности обработки пера лопатки. Достигается она тем, что лопатке сообщают вращение в сторону, противоположную направлению ее переносного движения, а центр вращения в переносном движении рас полагают со стороны, противоположной обрабатываемой поверхности. На чертеже изображ о уст1лойство . реализации предлагаемого способа-механизм обкати ленточношлифовального станка. Обрабатываемой лопатке 1 сообщают формообразующее планетарное движение обкатки относительно подаваемого на вреза- . ние по стрелке gf профильього контактно-го копира 2, огибаемого движущейся по абразив юй лентой 3. Планетарное движение лопатки осущетвляют путем сообщения ей -относительного вращения вокруг ее какой-либо точки Oj (по стрелкам Sf } и переносного движения этой точки nd дуги а-а относительно другой какой-либо точки О неподвижной плоскости (по стрелкам «3 )|, В процессе формообразующего лвижения обкатки попатке сообщают вращение вокруг оси 0 в сторону, противоположную направлению ее переносного движения относительно точки О. Если, например, в переносном движении точку 0 вращения лопаткп перемешают против часовой С7релкн относительно точки О переносного вращения, то лопятку, при этом относительно точки 0 врашаи т | по чйсовой стрелке (и наоборот). Центр О вращения в переносном пвижении лопатки располагают со стороны, противоположной обрабатьгеаемой поверхности. При этом траектория а-а переносного перемещения лопатки расположена выпуклой стороной к контактному копиру, в результате чего его профильная поверхность оказывается слабо изогнутой, что устраняет кинематическую погрешность от износа ленты и позволяет обрабатьтать лопатки с большой закруткой. Устройство для реализации прейлагаемог способа обработки выполнено в форме люльки 4, качающейся вокруг оои О (механизм для сообщения люльке качания на черте(е не показан). На другом конце люльки расположен шпиндель с осью вращения в точке Oj. На одном конце шпинделя крепится обрабатываемая лопатка, а на другом - сател литная шестерня 5, находящаяся в зацеплении с неподвижныА/f сектором . центрального зубчатого колеса, геометрический центр которого совмещен с точкой О. При качании люльки, например, по часовой стрелко шестерня 5, взаимодействуя с зубчатым колесом 6, поворачивает шпиндель вокруг его оси вращения 0 1фотй6 часовой стрелки. Таким образом, лопатка вра0|ается вместе со шпинделем в сторону, противоположную направлению ее вращения в в переносном движении относительно оси О качания люльки. Формула изобретения Способ шлифования пера лопаток, например, компрессоров газотурбинных двигателей, при котором лопатке сообщают формообразующее планефарное движение обкатки относительно подаваемого на врезание про-фильного контактного копира, огибаемого движущейся абразивной ленФой, отличающийся тем, что, с целью расширения технологических возможностей и повышения точности обработки, направление вращения обрабатываемой лопатки выбирают в сторону, противоположную направлению ее переносного движения, ось которого располагают со стороны, противоположной обрабаьи тываемой поверхности.
