I
Иаобретевяе относнтса к пенточноког шпифоевяшо- пера в орикомпевых участ кор incmaroKj газотурбинных двигатепеЗ.
Известен способ шлифования попаток,
при KCiicopOM обрабатываемой попатке сообтают фориообрв пошее д;вюкение обкат хн отаоснтельно подаваемого на резание профильного контактного копира, огибаемого данжужейся абразивной лентой, п|жчем лопатку в относительном движении обкатки вращают во1фуг ее продольной иди блиэкой к ней оси 1. В частности, ось врашевия попатки рапопагают внутри ромба, стороны которого отстоят от к 1файиим точкам обрабатываемого про- 4ш1я на расстоаниа, равные радиусу -зуб чатого колеса, связанного со шпинделем, перемешаюшям лопатку 21.
этом способе обработки появляется погрешность от зазоров в заиеплении шестерен мехазшзма обката, возникающая при взмевении направления момента силы Р поджима ленты к детали в продессе обкатКЯ.
Цель изобретения - повышение точности обработки лопаток.
Это достигается тем, что по хфедлагвемому способу обработки ось врашения лопатки в формообразующем движении обкатки располагают вне площади, заключенной между огибающими семейства нормалей к обрабатываемому профилю. При этокг в процессе обкатки момент силы Ру относительно оси вращения лопатки не изменяет своего знака, что исключает влияние зазоров в кинематических целях механизмов обката на точность обработки.
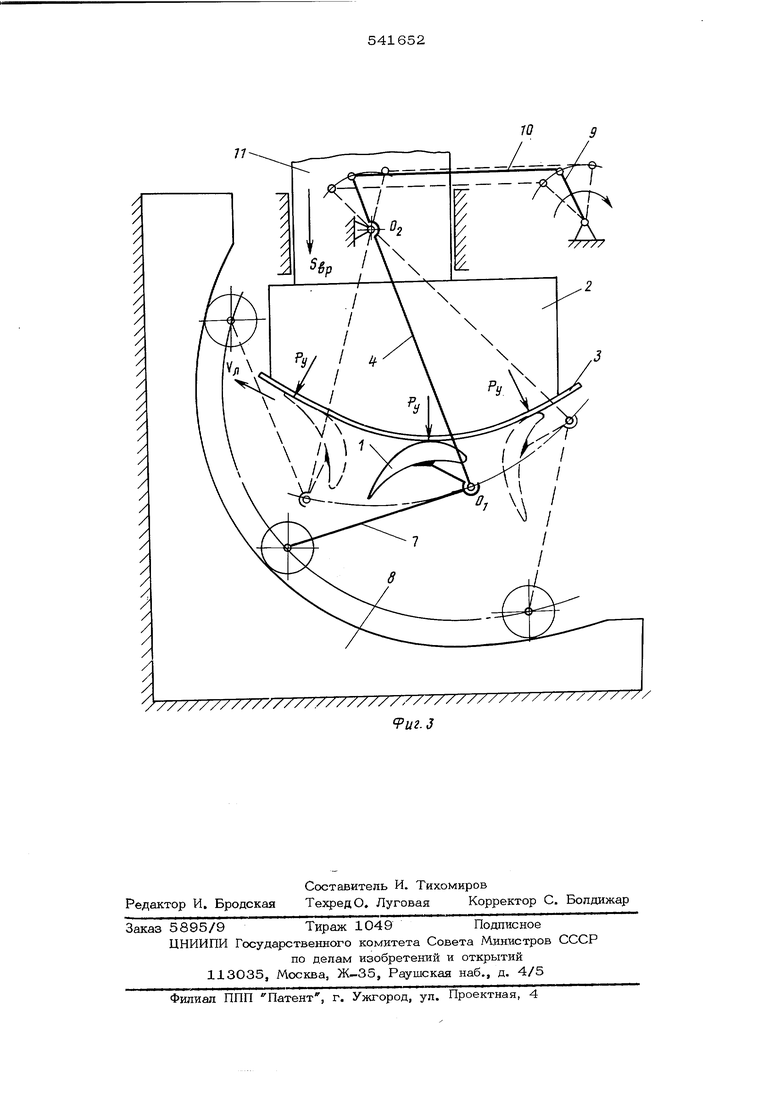
На фиг, 1 поясняется выбор оси вращения лопатки согласно описываемому способу; на фиг. 2 и 3 - реализация способа в механизмах обката ленточношлифовальных станксж с разворсугом шпинделя изделия шестернями (фиг. 1) и кулачковым механизмом (фиг. 3).
Для выбора оси вращения лопатки крайним обрабатываемым точкам А и В (фиг. 1) профиля ее сшшки проводят нормали д§;и ВГ. К промежуточным точкам 1фофиля проводят семейство нормалей и строят огибающие этих нормалей ВДЕ и ГБЖ. По предлагаемому способу .за центр вращения лопатки принимают любую точку О,, лежащую вне области, заключенной между огибающими семейства нормалей к обрабатываемому профилю. Из фиг. 1 видно, что в этом случае сипы на все точки профиля от PY в по Р уг создают мо- мент одного и того же знака относительно точки вращения С , это и подтверждено обкатками, приведенными на фиг. 2 и 3,для различных механизмов поворота щпинделя изделия. В обоих механизмах (фиг. 2 и З) обрабатываемой лопатке 1, жестко закрепле ной на шпинделе с осью вращения С сообщают формообразующее движение об- каткй относительно профилированного контактного копира 2, по которому движется абразивная лента 3. Движение обкатки лопатки создают за счет того, что шпиндель устанавливают в качающ.ейся вокруг оси Oj. люльке 4, а поворот вокруг собственной оси О. щпинделю сообщают от жостк закрепленной на его конце шестерни 5 (фиг. 2), взаимодействующей с неподвижным зубчатым, колесом б, или же щпиндель разворачивают жестко связанны с ним рычагом 7 (фиг. 3) копировальный ролик которого взаимодействует с неподвижным кулачком 8. При этом в обоих механизмах качание люльки 4 вокруг оси О 2. осуществляют, например, от вращающегося кривощипа 9, с ним шарнирно соединен шатун 10, второй конец которого щарнирно связан с люлькой 4. Пиноль 11 с копиром. 2 подают на врезание по стре Как видно иа фиг. 2 и 3, в крайних положениях лопатки, а также в произвольных промежуточных положениях оси Щ1пинделя 0 на траектории его перемещения радиальные силы Ру от щлифования создают момент одного и того же знака относительно оси вращения лопатки О Описываемый способ повыщает точность обработки лопаток на величину, пропорциональную зазорам в .зубьях щестерен и деформациям в механизмах разворота щдинделей, т.е. приблизительно на 0,04-0,Об мм. Формула и.3 обретения Способ обработки лопаток газотурбинных двигателей, при котором, обрабатываемой лопатке сообщают формообразующее движение обкатки относительно подаваемого на врезание профильного контактного копира, огибаемого движущейся абразивной лентой, отличающийся тем, что, с целью повышения точности обработки, ось вращения лопатки в формообразующем движении обкатки располагают вне площади, заключенной между огибающими семейства нормалей к обрабатываемому профилю. Источники информации, принятые во внимание при экспертизе: 1.В. А. Шальнов Шлифование и полирование лопаток газотурбинных двигателей. Оборонгиз, М., 1958 г., стр. 182-190. 2. Исследование процессов обработки металлов резанием, труды МАТИ, вып. 45, Сборонгиз, М., 1960 г. стр. 154, рис. 5.
/V
М
иг.2
9иг.З
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ шлифования пера лопаток | 1973 |
|
SU500038A1 |
| Способ ленточного шлифования и лен-ТОчНОшлифОВАльНый CTAHOK | 1976 |
|
SU831567A1 |
| Ленточно-щлифовальный станок для обработки лопаток газотурбинных двигателей | 1977 |
|
SU865624A2 |
| Ленточно-шлифовальный станок | 1980 |
|
SU975348A2 |
| Ленточно-шлифовальный станок для обработки лопаток | 1977 |
|
SU657976A2 |
| Ленточно-шлифовальный станок | 1977 |
|
SU686850A1 |
| Ленточно-шлифовальный станок для обработки лопаток | 1977 |
|
SU931403A2 |
| Способ шлифования пера лопаток и копировальный станок | 1981 |
|
SU1013225A1 |
| Ленточно-шлифовальный станок для обработки лопаток | 1976 |
|
SU627949A2 |
| Ленточно-шлифовальный станок дляОбРАбОТКи лОпАТОК гАзОТуРбиННыХдВигАТЕлЕй | 1977 |
|
SU810454A1 |