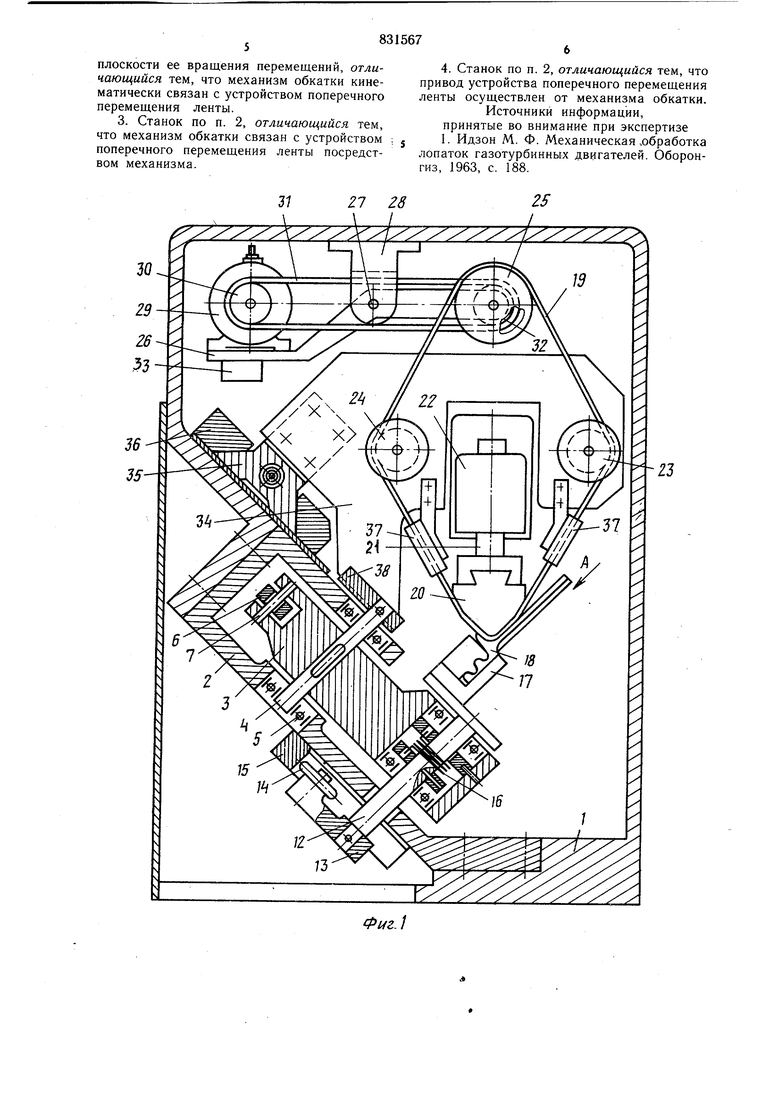
Изобретение относится к обработке абразивной лентой криволинейных поверхностей, преимущественно прикомлевых участков лопаток газотурбинных двигателей. Известен способ ленточного шлифования профильных поверхностей лопаток газотурбинных двигателей, при котором детали сообщают формообразующее движение обкатки по профильному контактному копиру, а обработку ведут абразивной лентой, которую вращают в плоскости, перпендикулярной плоскости обкатки и сообщают ей поперечные перемещения. Известен, станок, реализующий указанный способ 1. Недостаток известного технического рещения заключается в невозможности эффективной обработки узкими лентами особо сложных поверхностей двойной кривизны со значительной длиной обработки пера. Это объясняется тем, что между поперечным перемещением узкой ленты и движением обката нет синхронизации, обкатываемые поверхности лопатки могут касаться контактного копира в то время, когда на этом участке копира нет ленты, что снижает производительность обработки. Цель изобретения - повыщение производительности обработки узкой лентой. Поставленная цель достигается тем, что процесс обработки ведут при поперечном перемещении ленты согласованно (синхронизированно) с движением обкатки. Кроме того, в ленточно-шлифовальном станке механизм обкатки кинематически связан с устройством поперечного перемещения ленты, причем связь эта осуществляется посредством кулачкового механизма. Привод устройства поперечного перемещения ленты осуществляется от механизма обкатки. Синхронизация положения узкой ленты на контактном копире с положением этого копира повышает производительность обработки, а применение кулачкового механизма не только для кинематической связи, но и для привода устройства поперечного перемещения ленты упрощает конструкцию станка. На фиг. 1 представлен станок в плоскости вращения абразивной ленты; на фиг. 2 - вид А на фиг. 1. На станине 1 станка закреплен корпус 2 механизма обката, выполненного, например
в виде люльки 3, имеющей возможность вместе с валом 4 качаться в подшипниковых опорах 5 корпуса 2.
Качание люльки вместе с валом 4 вокруг его оси осуществляется Щатуном 6, один конец которого с помощью оси 7 соединен с люлькой, а второй - с кривошипом 8 редуктора 9, приводимого во вращение от электродвигателя,10 через муфту 11.
В люльке на подщипниковых опорах установлен щпиндель 12, на конце которого закреплен рычаг 13, несущий свободно вращающийся ролик 14, взаимодействующий с копиром 15 разворота шпинделя.
Поджим ролика 14 к копиру 15 осуществляется пружиной 16, один конец которой закреплен на шпинделе, а второй на люльке. На планшайбе тт1цнд.еля крепится приспособление 17, в котором устанавливают заготовку обрабатываемой лопатки 18.
Бесконечная абразивная лента 19 огибает контактный копир 20, закрепленный в пиноли 21 механизма 22 подачи, корпус которого закреплен на станине, направляющие ролики 23 и 24 и приводной шкив 25, являющийся одновременно и натяжным, для чего он. установлен на коромысле 26 с возможностью поворота вокруг оси 27 кронщтейна 28. На коромысле установлен и приводной электродвигатель 29, шкив 30 которого гибкой связью 31 соединен со шкивом 32, расположенным на валу приводного шкива 25. Величина натяжения ленты регулируется грузом 33.,
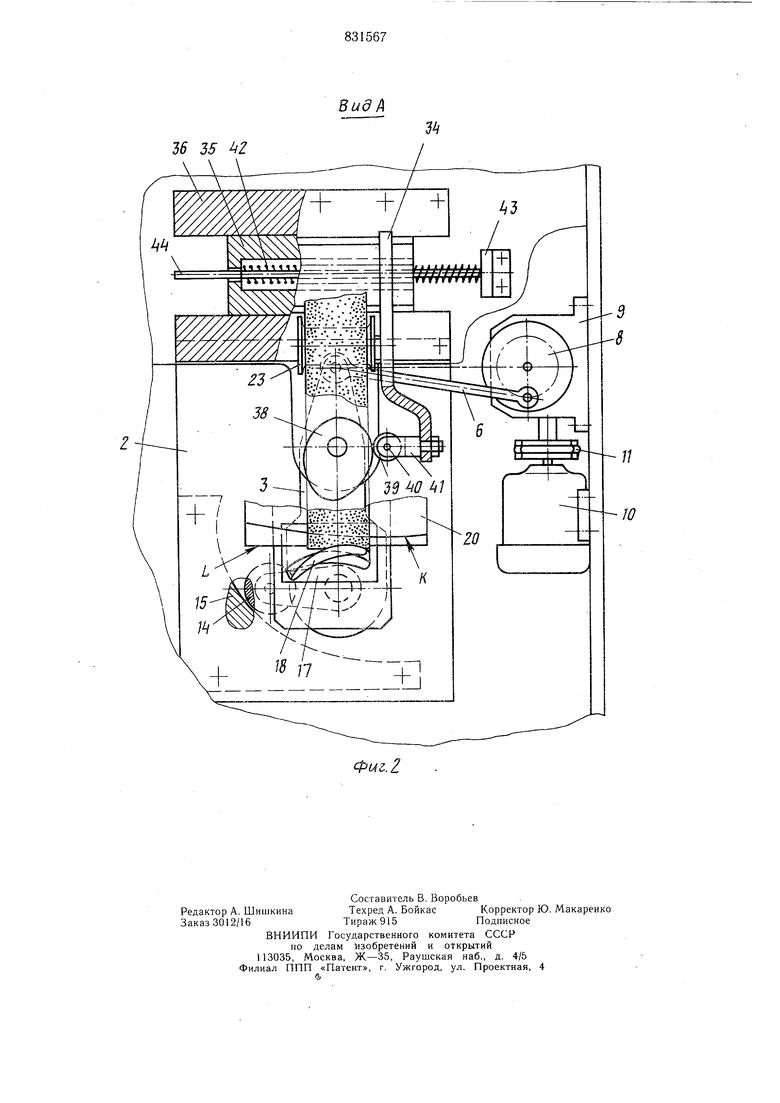
Сообшающие ленте поперечные перемещения ролики 23 и 24 установлены на плите 34, закрепленной на ползуне 35, имеющем возможность перемещаться в направляющих 36. Для улучщения сообщения, ленте поперечных перемещений на плите 34 закреплены также желобки 37 с бортами.
Отличительной особенностью станка является кинематическая связь механизма обката с устройством поперечного перемещения ленты, а также используемый для этого кулачковый механизм. Для поперечных перемещений ленты используют механизм обката.
На валу 4 люльки механизма обката закреплен кулачок 38, взаимодействующий со свободно вращающимся роликом 39, закрепленным с помощью оси 40 и вилки 41 на плите 34, жестко закрепленной на ползуне 35. Поджим ролика 39 к кулачку 38 осуществляется пружиной 42, один конец которой -взаимодействует с ползуном 35, а второй - с кронщтейном 43, закрепленным на станине станка. Пружина центрируется на штанге 44, закрепленной на кронштейне 43.
Для прижима ролика 39 к кулачку 38 можно использовать также груз с тросом перекинутый через опорный ролик.
При работе станка от электродвигателя 29 вращается абразивная лента 19, а от электродвигателя 10 вместе с валом 4 вокруг его геометрической оси качается люлька 3 механизма обката.
При качании люльки ролик 14 обкатывается по копиру 15 и через рычаг 13, шпиндель 12 и приспособление 17 обкатывает обрабатываемую лопатку 18 по контактному копиру 20.
При этом в точке контакта лопатки с копиром 20 находится узкая лента 19. Ее перемещение осуществляется воздействием кулачка 38, поворачивающегося вместе с люлькой на плиту 34 через ролик 39. Профиль
кулачка 38 выполняют таким образом, чтобы в каждом промежуточном положении механизма обката лента находилась между лопаткой 18 и контактным копиром 20.
Таким образом, производится не только синхронизация поперечного перемещения ленты с процессом обкатки лопатки и копира, но и привод поперечного перемещения ленты от механизма обката через механизм синхронизации.
Профиль копира 15 выполняют таким,
5 чтобы нижняя образующая L (фиг. 2) контактного копира 20 в нижнем сечении, параллельном плоскости обката, была прямолинейной, что позволяет ленте хорошо огибать контактный копир 20. Однако при обработке значительной части пера закрученных лопаток образующая К (фиг. 2) в верхнем сечении оказывается криволинейной. Широкие абразивные ленты не облегают такой копир, что вызывает низкую точность обработки при использовании в данном случае таких лент.
Узкая же лента может хорощо облегать контактные копиры со значительной кривизной рабочей поверхности, что позволяет расширить технологические возможности станка.
Формула изобретения
1.Способ ленточного шлифования профильных поверхностей, при котором обрабатываемой детали сообщают формообразующее движение обкатки по профильному контактному копиру, а ленту вращают в плоскости, перпендикулярной плоскости обкатки и сообщают ей поперечные перемещения, отличающийся тем, что, с целью повышения производительности обработки узкой лентой, поперечные перемещения последней синхронизируют с движением обкатки.
2.Ленточно-шлифовальный станок для ленточного шлифования, содержащий механизм обката, сообщающий обрабатываемой детали формообразующее движение, и устройство для сообщения ленте поперечных к
плоскости ее вращения перемещений, отличающийся тем, что механизм обкатки кинематически связан с устройством поперечного перемещения ленты.
3. Станок по п. 2, отличающийся тем, что механизм обкатки связан с устройством поперечного перемещения ленты посредством механизма.
4. Станок по п. 2, отличающийся тем, что привод устройства поперечного перемещения ленты осуществлен от механизма обкатки.
Источники информации, принятые во внимание при экспертизе 1. Идзон М. Ф. Механическая обработка лопаток газотурбинных двигателей. Оборонгиз, 1963, с. 188.
Фиг А
Вид А
36 3S 1
ФЦ1.1

| название | год | авторы | номер документа |
|---|---|---|---|
| Ленточно-шлифовальный станок для обработки лопаток | 1977 |
|
SU657976A2 |
| Ленточно-шлифовальный станок для обработки пера лопаток | 1977 |
|
SU745656A1 |
| Ленточно-щлифовальный станок для обработки лопаток газотурбинных двигателей | 1977 |
|
SU865624A2 |
| Ленточно-шлифовальный станок | 1977 |
|
SU663561A1 |
| Ленточно-шлифовальный станок для обработки лопаток | 1977 |
|
SU931403A2 |
| Ленточно-шлифовальный станок | 1977 |
|
SU686850A1 |
| Ленточно-шлифовальный станок дляОбРАбОТКи лОпАТОК гАзОТуРбиННыХдВигАТЕлЕй | 1977 |
|
SU810454A1 |
| Способ шлифования криволинейных поверхностей | 1976 |
|
SU732126A1 |
| Ленточно-шлифовальный станок для обработки лопаток | 1976 |
|
SU627949A2 |
| Способ шлифования пера лопаток и копировальный станок | 1981 |
|
SU1013225A1 |