(54) УСТРОЙСТВО ДЛЯ ЗАРЯДКИ СМАЗКОЙ ВАЛИКОВ И УСТАНОВКИ Б НИХ ПРЕСС-МАСЛЕНОК
прУесс-масленок и заходящим в канал, подпружиненным толкателем.
Приводы подпружиненных толкателей магазина ключа-патрона и механизма фиксации, а также неполноповоротного реечного ротора-отсекателя выполнены в виде пневмоцилиндров.
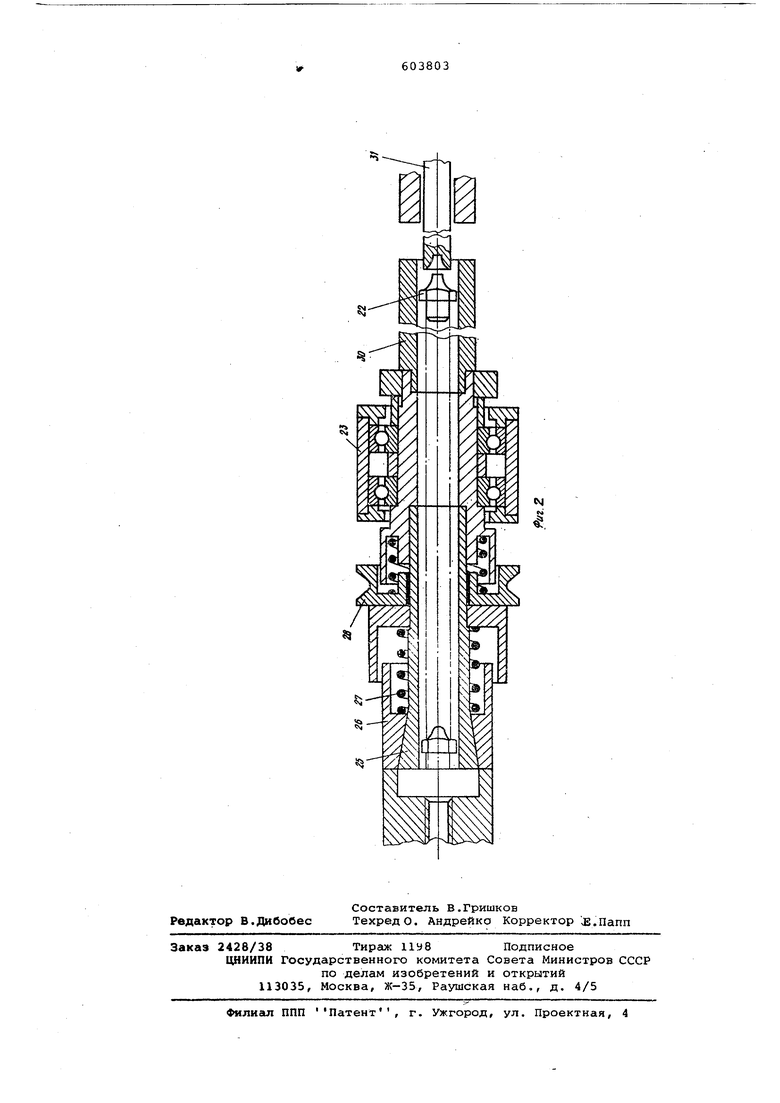
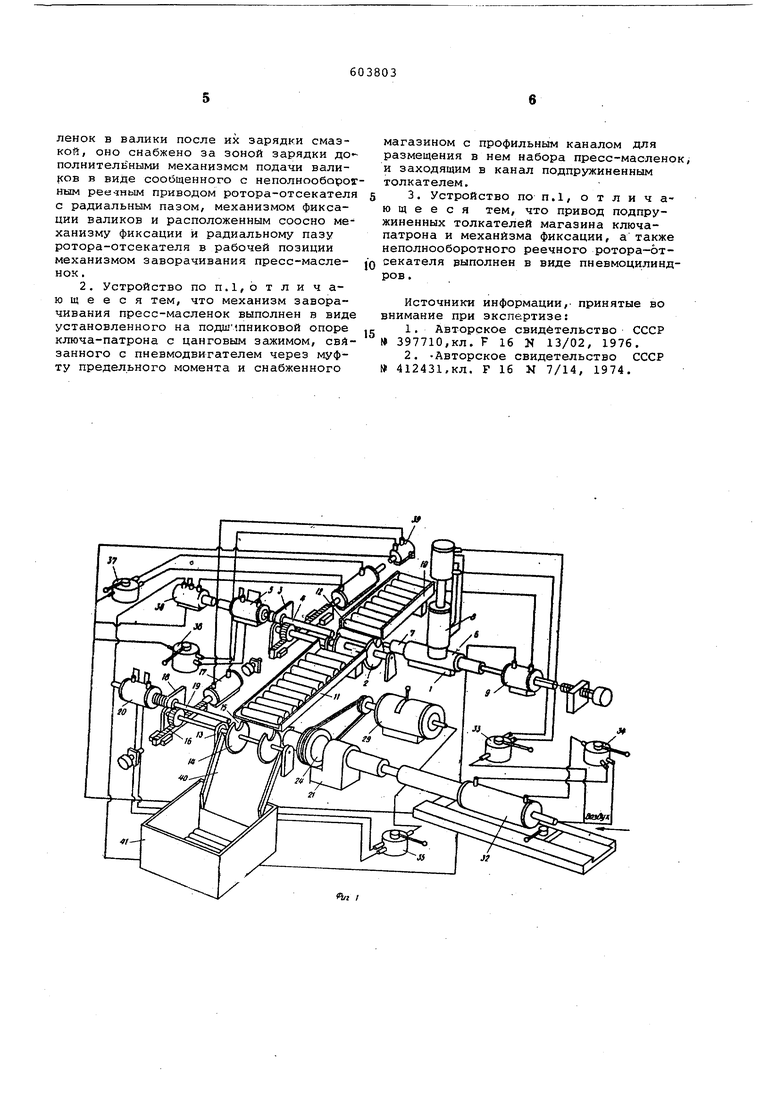
На фттг. 1 изображено описываемое устройство, общий вид; на фиг.2 - механизм заворачивания пресс-масленок.
Устройство содержит смонтированные на станине 1 в зоне зарядки механизмы подачи 2 и фиксации 3 . Последний состоит из подпружиненного толкателя 4 и управляемого пневмоцилиндра 5. Соосно толкателю 4 размещен механизм 6 зарядки с заправочной головкой 7,питателем 8 для смазки и управляемым пневмоцилиндром 9.
Перед механизмом 2 подачи валиков и после него закреплены наклонные лотки 10 и 11 для размещения в них валиков 12. За зоной зарядки, после лотка 11, расположен дополнительный механизм 13 подачи валиков в виде ротора-отсекателя 14 с радиальным пазом 15 и реечным приводом 16, который связан с управляемым пневмоцилиндром 17. «
По обе СТ9РОНЫ ротора-отсекателя 14 СООСНО пазу 15 установлены дополнительный механизм 18 фиксации валиков,состоящий из подпружиненного толкателя 19 и управляемого пневмоцилиндра 20, механизм, 21 заворачивания пресс-масленок 22. Механизм 21 выполнен в виде установленного На подшипниковой опоре 23 ключа-патрона 24. Ключ-патрон 24 снабжен цанговым зажимом 25 в виде разрезной втулки с профильным шестигранной формы отверстием с наружной конусной поверхностью, на которой размещена втулка 26 отдачи с пружиной 27. Ключпатрон 24 через муфту 28 предельного момента связан с управляемым пневмодвигателем 29. Ключ-патрон 24 снабженмагазином 30 с профильным шестигранным каналом для размещения в нем набора пресс-масленок и заходящим в канал подпружиненным толкателем 31, связанным с управляемым пневмоцилиндром 32.
Пневмоцилиндрами устройства управляют с помощью золотников 33 - 37 и концевых переключателей 38 и 39. Пневмоцилиндры, золотники и концевые переключатели соединены трубопроводами и связаны воздушной магистралью.
За ротором-отсекателем 14 установлен лоток 40 и бункер 41 для готовой продукции.
Устройство работает следующим образом.
Находящиеся в наклонном лотке 10 валики 12 поочередно попадают в зону зарядки, где поджимаются подпружиненным толкателем 4 от пневмоцилиндра 5 механизма 3 к заправочной головке 7 механизма зарядки, который пневмоцилиндром 9 подает в момент фиксации смазку к валику.
Затем механизмом 2 подачи велики передаются за зону зарядки, в наклонный лоток 11,и попадают в радиальный паз 15 ротора-отсекателя 14, находящёгося в раоочей позиций,когда паз 15 располагается соосно толкателю 19 механизма 18 фиксации и механизму 21 заворачивания пресс-масленок.
Валик, находящийся в радиальном пазу 15, поджимается пневмоцилиндром 20 через толкатель 19 к механизму 21.При этом втулка 26 отдачи ключа-патрона 24
отходит и цанговый зажим 25 отпускает находящуюся в канале очередную прессмасленку, которая под действием подпружиненного толкателя 31 через набор пресс-масленок в магазине ..30 от пневмоцилиндра 32 досылается к резьбовому отверстию валика. Далее включается пневмодвигатель 29 и пресс-масленка заворачивается в резьбовое отверстие валика.
Пневмодвигатель 29 отключается после срабатывания муфты 28 предельного момента.Подпружиненный толкатель возвращается пневмоцилиндром в исходное положение,а втулка 26 под действием пружины 27 смещает валик с пресс-масленкой по радиальному пазу 15. Затем реечный привод 16 от пневмоцилиндра 17 поворачивает ротор-ютсе атель 14 и валик с пресс-масленкой попадает в лоток 40 и бункер 41.
Привод-16 возвращает ротор-отсекатель 14 в исходное положение и очередной валик из лотка 11 (из зоны зарядг ки) снова попадает в радиальный паз 15 ротбр-ютсекателя 14. Включаются в работу механизм 18 фиксации и механизм 21 заворачивания пресс-масленок. Благодаря постоянной силовой связи толкателя 31 с набором ;пресс-масленок., происходит непрерывная подача их по
каналу к цанговому зажиму 25.
Предлагаемое устройство обеспечивает зарядку валиков смазкой 4, установку в них пресс-масленок, что значительно повышает производительность
и улучшает условия к культуру труда.
Формула изобретения 1. Устройство для зарядки смазкой
.55
валиков и установки в них пресс-масленок, преимущественно, для катков гусеничного хода горных машин, содержащее смонтированные на станине в зоне зарядки механизм подачи валиков,механизм
фиксации валиков в виде подпружиненного толкателя, установленный соосно ему механизм зарядки с заправочной головкой, питателем для смазки и приводы, отличающеесятем, что, с
05 целью механизации установки пре(с-м.-1сленок в валики после зарядки смазкой, оно снабжено за зоной зарядки дополнителБными механизмом подачи валиков в виде сообщенного с неполнооборотным реечным приводом ротора-отсекателя с радиальным пазом, механизмом фиксации валиков и расположенным соосно механизму фиксации и радиальному пазу ротора-отсекателя в рабочей позиции механизмом заворачивания пресс-маслеTJ О
2 Устройство по п.1, о т л и ч аю щ е е с я тем, что механизм заворачивания пресс-масленок выполнен в виде ановленного на подшм.пниковой опоре ключа-патрона с цанговым зажимом, свйзанного с пневмодвигателем через муфту предельного момента и снабженного
магазином с профильным каналом для размещения в нем набора пресс-маслено и заходящим в канал подпружиненным толкателем.
с 3. Устройство по п.I, о т л и ч аю щ е е с я тем, что привод подпружиненных толкателей магазина ключапатрона и механизма фиксации, а также неполнооборотного реечного ротора-от,-Q секателя выполнен в виде пневмоцилиндров.
источники информации,- принятые во внимание при экспертизе:
1Авторское свидетельство ccLf Ч 397710,кл.Р 16 N 13/02, 1976.
2-Авторское свидетельство CLt-i № 412431,кл. F 16 N 7/14, 1974.
| название | год | авторы | номер документа |
|---|---|---|---|
| Головка смазочного шприца для прессмасленок | 1976 |
|
SU607090A2 |
| Устройство для смазки цепи | 1987 |
|
SU1493844A1 |
| ШПРИЦ ДЛЯ ПОДАЧИ КОНСИСТЕНТНОЙ СМАЗКИ | 2001 |
|
RU2218517C2 |
| МАНИПУЛЯТОР | 2002 |
|
RU2228259C2 |
| ЛИНИЯ РЕМОНТА ПОГЛОЩАЮЩИХ АППАРАТОВ АВТОСЦЕПОК | 1996 |
|
RU2104185C1 |
| НАДДОЛОТНЫЙ ЛУБРИКАТОР | 1990 |
|
RU2013515C1 |
| Смазочно-заправочная станция | 1988 |
|
SU1649209A1 |
| Полуавтоматическая линия для сборки,преимущественно,петель | 1983 |
|
SU1088912A1 |
| ШТАМП-АВТОМАТ | 2000 |
|
RU2193941C2 |
| Автоматическая роторная линия для сборки радиочастотных соединителей | 1978 |
|
SU785924A1 |