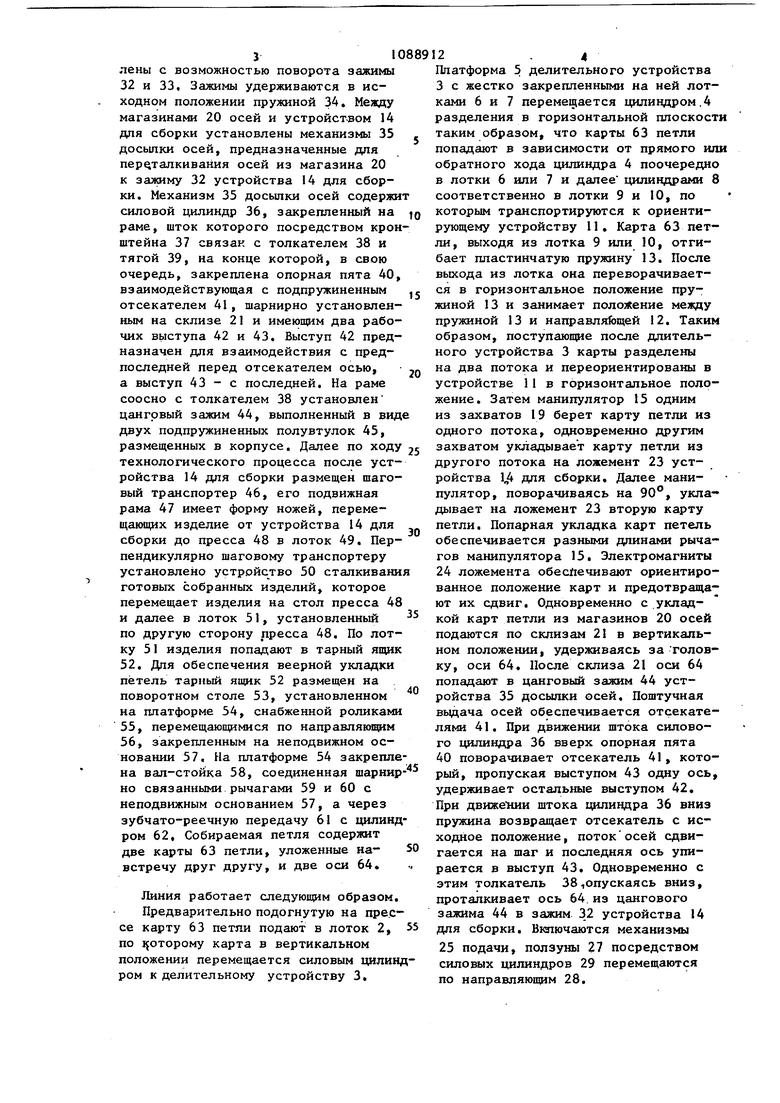
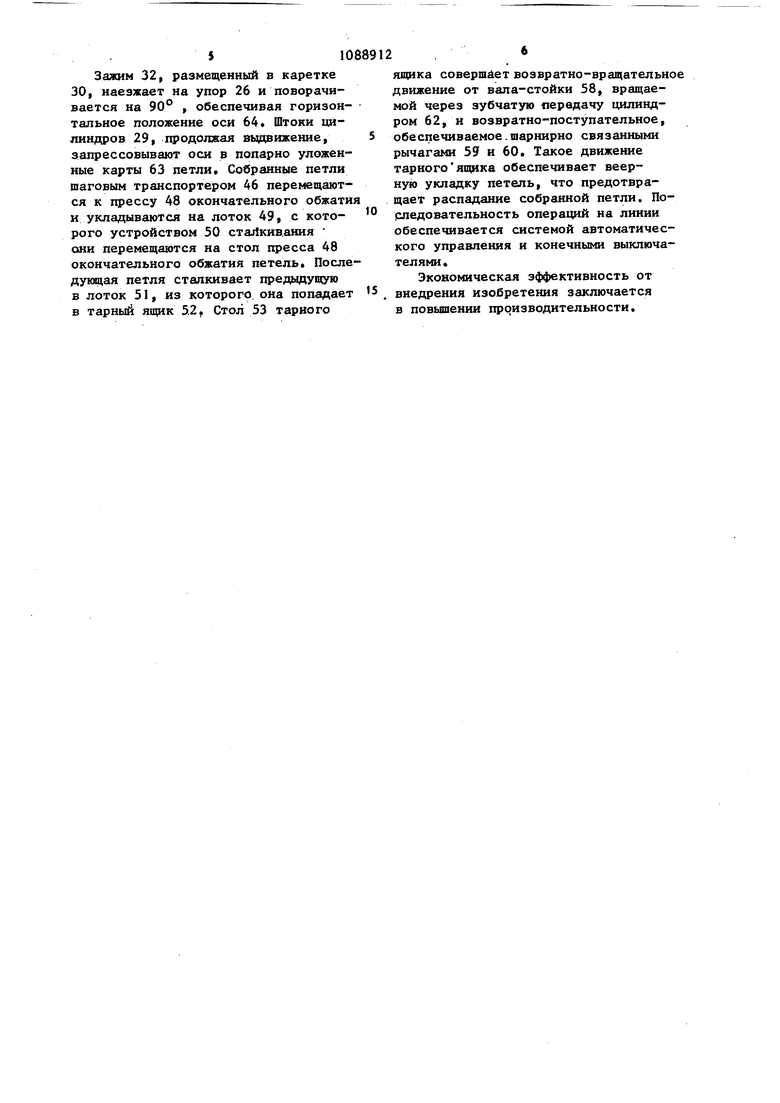
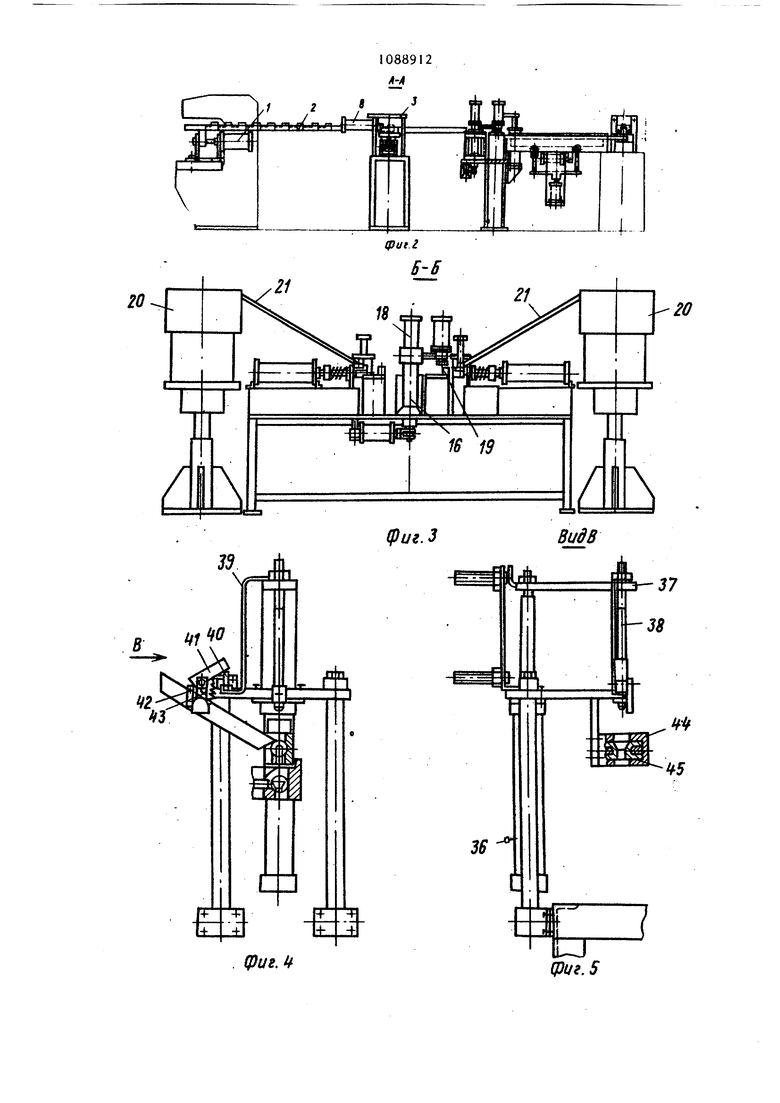
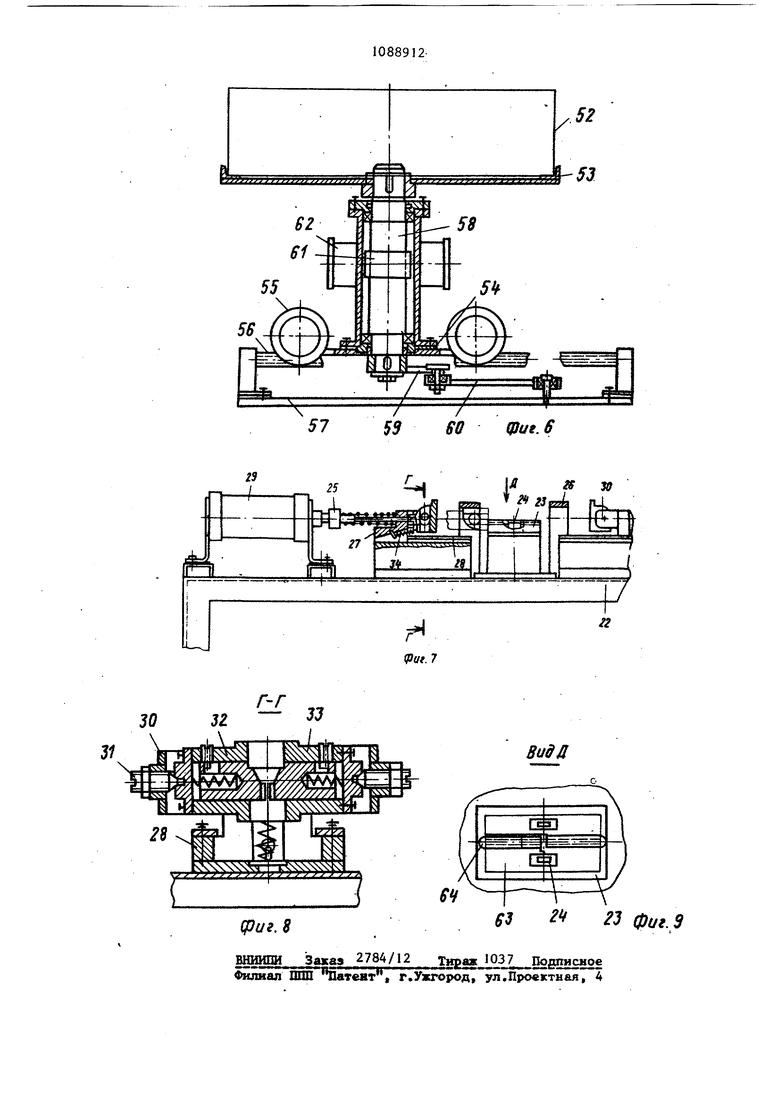
Изобретение относится к машиностроению, а именно к конструкциям сборочных устройств. Известна полуавтоматическая линия для сборки, содержащая технологические агрегаты, расположенные по ходу пресса, устройства для ориентации и транспортировки комплектующих деталей, магазины комплектующих деталей, а также устройства для сборки и тран спортировки готовых изделий. В известном устройстве автоматически обеспечивается трашспортировка комплектующих деталей, их сборка и транспортировка готовых изделий l. Недостатком известйого устройства является малая производительность. Цель изобретения - повьшение производительности. Указанная цель достигается тем,что полуавтоматическая линия для сборки Преимущественно петель, содержащая последовательно размещенные технологические агрегаты, устройства для ориентации и транспортировки комплектуилцих деталей, магазины комплек тующих деталей, а также устройства для сборки и транспортировки готовых изделий, снабжена рамой с двумя мез4анизмами досылки осей, каждый из которых выполнен в виде смонтированного на раме силового цилиндра, крон штейна и соединенны с помощью последнего со штоком силового цилиндра толкателя и тяги с опорной пятой, отсекателя и цангового зажима, а уст ройство для сборки выполнено в виде соосно смонтированных на раме с возможностью встречного перемещения подпружиненных ползунов с дополнительными силовыми цилиндрами, привода, двух кареток с установленными на них с возможностью вращения подпружи ненными зажимами, упоров и ложементов для карт петель с электромагнита ми, при этом кареткис зажимами смон тированы на подпружиненных ползуна с, ложементы для карт петель размещены на раме и между ними и упомянутыми ползунами закреплены упоры, механизмы досылки осей установлены между магазинами комплектующих деталей и устройством для сборки, а их цанговы зажимы .закреплены на раме соосно с толкателями. Устройство для транспортировки готовых изделий выполнено в виде основания, установленной на нем с возможностью возвратно поступательного перемещения платформы и поворотного стола с рычагами и приводом в виде вала-стойки, дополнительного силового цилиндра и соединенной с этим цилиндром и валом-стойкой зубчато-реечной гюредачи, при этом валстойка смонтирована на платформе, соединена рычагами с основанием и на ней закреплен поворотный стол. На фкг, 1 показана полуавтоматическая линия, общий вид; на фиг, 2 разрез А-А на фиг, 1; на фиг, 3 разрез Б-Б на фиг, 1; на фиг, 4 устройство досылки осей;.на фиг,5 вид В на фиг, 4; на фиг, 6 - устройство для транспортировки готовых изделий;.на фиг, 7 - устройство для сборки; на фиг, 8 - разрез Г-Г «а фиг, 7; на фиг, 9 - вид Д на фиг, 7, Полуавтоматическая линия для сборки петель содержит установленный в начале линии силовой цилиндр 1 подачи, лоток 2, делительное устройство 3, разделяющее транспортируемые изделия (карты петли) на два потока, содержащее цилиндр 4 разделения, платформу 5 с двумя жестко закрепленными на ней лотками 6 и 7 и два силовых цилиндра 8, Делительное устройство 3 связано с лотками 9 и 10 с ориентирующим устройством I1, представляющим собой плиту с закрепленными на ней направлякщими 12 и пластинчатыми пружинами 13. Между делительным устройством 3 и устройством 14 для сборки установлен манипулятор 15, содержапщй вал 16, имеющий возможность поворота на 90° от привода. На стойке жестко закреплены рычаги 17, расположенные под углом 90° друг относительно друга. На конце каждого из рычагов . закреплен цилиндр 18, шток которого несет электромагнитный захват.19, По обе стороны устройства 14 для сборки установлены магазины 20 осей, соединенные склизами 21 с устройством для сборки. Устройство 14 для сборки содержит раму 22, на которой закреплены ложемент 23 с электромагнитами 24, два механизма 25 подачи и упоры 26, размещенные между ложементом и механизмами подачи. Механизм 25 подачи включает подпружиненный ползун 27, перемещающийся по направляющим 28 от силового цилиндра 29, На ползуне 27 закреплена каретка 30, в центрах 31 которой установ310лены с возможностью поворота зажимы 32 и 33, Зажимы удерживаются в исходном положении пружиной 34. Между магазинами 20 осей и устройст-вом 14 для сборки установлены механизмы 35 досыпки осей, предназначенные дпя переталкивания осей из магазина 20 к зажиму 32 устройства 14 для сборки. Механизм 35 досьики осей содержи силовой цилиндр 36, закрепленный на раме, шток которого посредством крон штейна 37 связан с толкателем 38 и тягой 39, на конце которой, в свою очередь, закреппена опорная пята 40, взаимодействующая с подпружиненным отсекателем 41, шарнирно установленным на склизе 21 и имеющим два рабочих выступа 42 и 43. Выступ 42 предназначен для взаимодействия с предпоследней перед отсекателем осью, а выступ 43 - с последней. На раме соосно с толкателем 38 установлен цанговый зажим 44, выполненный в вид двух подпружиненных полувтулок 45, размещенных в корпусе. Далее по ходу технологического процесса после устройства 14 для сборки размещен шаговый транспортер 46, его подвижная рама 47 имеет форму ножей, перемещающих изделие от устройства 14 для сборки до пресса 48 в лоток 49. Перпендикулярно шаговому транспортеру установлено устройство 50 сталкивани готовых собранных изделий, которое перемещает изделия на стол пресса 48 и далее в лоток 51, установленный по другую сторону пресса 48. По лотку 51 изделия попадают в тарный ящик 52. Дпя обеспечения веерной укладки петель тарный ящик 52 размещен на поворотном столе 53, установленном на платформе 54, снабженной роликами 55,перемещающимися по направляющим 56,закрепленным на неподвижном основании 57. На платформе 54 закрепле на вал-стойка 58, соединенная шарнир но связанными рычагами 59 и 60 с неподвижным основанием 57, а через зубчато-реечную передачу 61 с цилинд ром 62, Собираемая петля содержит две карты 63 петли, уложенные навстречу друг другу, и две оси 64 Линия работает следующим образом. Предварительно подогнутую на пре.С се карту 63 петпи подают в лоток 2, по 1{оторому карта в вертикальном положении перемещается силовым цилинд ром к делительному устройству 3. 2-4 Платформа 5 делительного устройства 3 с жестко закрепленными на ней лотками 6 и 7 перемещается цилиндром.4 разделения в горизонтальной плоскости таким образом, что карты 63 петли попадают в зависимости от прямого или обратного хода цилиндра 4 поочередно в лотки 6 или 7 и далее цилиндрами 8 соответственно в лотки 9 и 10, по которым транспортируются к ориентирующему устройству И. Карта 63 петли, выходя из лотка 9 или 10, отгибает пластинчатую пружину 13. После вькода из лотка она переворачивается в горизонтальное положение пружиной 13 и занимает поло;Кение между пружиной 13 и направля Ьщей 12. Таким образом, поступающие после длительного устройства 3 карты разделены на два потока и переориентированы в устройстве 11 в горизонтальное положение. Затем манипулятор 15 одним из захватов 19 берет карту петли из одного потока, одновременно другим захватом укладывает карту петли из другого потока на ложемент 23 устройства для сборки. Далее манипулятор, поворачиваясь на 90°, укладывает на ложемент 23 вторую карту петли. Попарная укладка карт петель обеспечивается разными длинами рычагов манипулятора 15, Электромагниты 24ложемента обесйечивают ориентированное положение карт и предотвращают их сдвиг. Одновременно с укладкой карт петли из магазинов 20 осей подаются по склизам 21 в вертикальном положении, удерживаясь за головку, оси 64. После склиза 21 оси 64 попадают в цанговый зажим 44 устройства 35 досылки осей. Поштучная выдача осей обеспечивается отсекателями 41. При движении штока силового цилиндра 36 вверх опорная пята 40 поворачивает отсекатель 41, который, пропуская выступом 43 одну ось, удерживает остальные выступом 42. При движе1ши штока цилиндра 36 вниз пружина возвращает отсекатель с исходное положение, потокосей сдвигается на шаг и последняя ось упирается в выступ 43. Одновременно с этим толкатель 38,опускаясь вниз, проталкивает ось 64.из цангового зажима 44 в зажим 32 устройства 14 для сборки. Включаются механизмы 25подачи, ползуны 27 посредством силовых цилиндров 29 перемещаются по направляющим 28. 510 Зажим 32, размещенный в каретке 30, наезжает на упор 26 и поворачивается на 90 , обеспечивая горизонтальное положение оси 64. Штоки цилиндров 29, продолжая вьщвижение, запрессовывают оси в попарно уложенные карты 63 петли. Собранные петли шаговым транспортером 46 перемещаются к прессу 48 окончательного обжати и укладываются на лоток 49, с которого устройством 50 стаЛкив.ания ани перемещаются на стол пресса 48 окончательного обжатия петель. После дуницая петля сталкивает предыдув1сую в лоток 51, из которого она попадает в тарный ящик 52, Стол 53 тарного ящика совершает возвратно-вращательное движение от вала-стойки 58, вращаемой через зубчатую передачу цилиндром 62, и возвратно-поступательное, обеспечиваемое.шарнирно связанными рычагами 59 и 60. Такое движение тарногоящика обеспечивает веерную укладку петель, что предотвращает распадание собранной петли. Порхедовательность операций на линии обеспечивается системой автоматического управления и конечными выключателями . Экономическая зффективность от внедрения изобретения заключается в повышении производительности.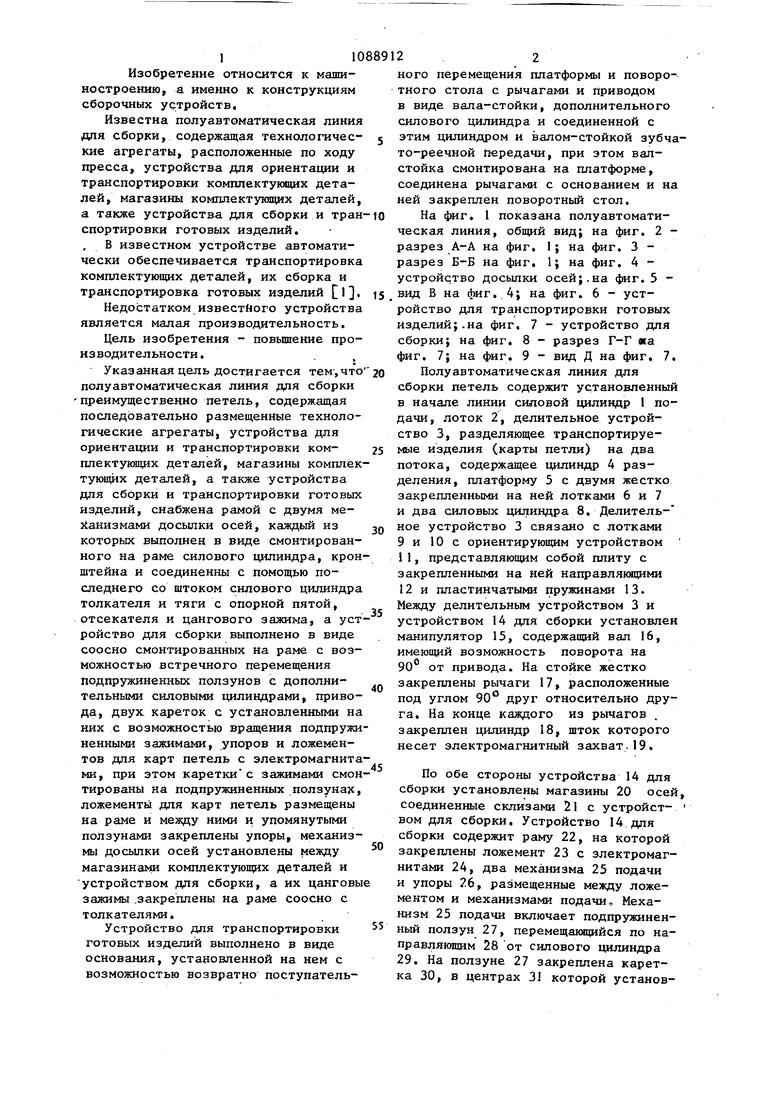
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая сборочная линия | 1985 |
|
SU1296350A1 |
| МАНИПУЛЯТОР | 2002 |
|
RU2228259C2 |
| Устройство для сборки корпусов буровых коронок с резцами | 1983 |
|
SU1148751A1 |
| КОМПЛЕКС СБОРКИ ШАТУННО-ПОРШНЕВОЙ ГРУППЫ | 2013 |
|
RU2548843C2 |
| Устройство для сборки резьбовых соединений | 1983 |
|
SU1143565A1 |
| Линия для сборки узлов | 1989 |
|
SU1722771A1 |
| Устройство для подачи на шпалы подкладок | 1989 |
|
SU1670024A1 |
| Устройство для автоматической сборки узлов | 1982 |
|
SU1134340A1 |
| Автомат для сборки комбинированной петли | 1977 |
|
SU743837A1 |
| Сборочная линия | 1985 |
|
SU1255352A1 |

. 1. ПОЛУАВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ СБОРКИ, ПРЕИМУЩЕСТВЕШО ПЕТЕЛЬ, содержащая последовательно размещенные технологические агрегаты, устройства для ориентации и транспортировки комплектующих деталей, магазины комплектующих деталей, а также устройства для сборки и транспортировки готовых изделий, отличающаяся тем, что, с целью повышения производительности, она снабжена рамой с двумя механизмами досылки осей, каждый из которых выполнен в виде смонтированного На раме силового цилиндра, кронштейна и соединенных с помощью последнего со штоком силового цилиндра толкателя и тяги с опорной пятой, отсекателя и цангового зажима, а устройство для сборки выполнено в виде соосно смонтированных на раме с возможностью встречного перемещения подпружиненных ползунов с дополнительными силовыми цилиндpa aI, привода, двух кареток с установленными на них с возможностью вращения подпружиненными зажимами, упоров и ложементов для карт петель с электромагнитами, при этом каретки с зажимами смонтированы на подпружиненных ползунах, ложементы для карт петель размещены на раме и между ними и упомянутыми ползунами закреплены упоры, механизмы досылки осей установлены между магазинами комплектующих деталей и устройством для сборки, а их цан-(Л говые зажимы закреплены на раме соосно с толкателями. 2. Линия по п. I, отличающая с я тем, что устройство для транспортировки готовых изделий выполнено в виде основания, установленной на нем с возможностью воз00 вратно-поступательного перемещения 00 платформы и поворотного стола с рысо to чагами и приводом в виде вала-стойки, дополнительного силового цилиндра и зубчато-реечной передачи, соединенной с этим цилиндром и валом-стойкой, при этом вал-стойка смонтирована на .платформе, соединена рычагами с основанием и на ней закреплен поворотный стол.
1
20
20
Виде
фиг.З
В
фиг. If
(Риг. 5
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Полуавтоматическая сборочная линиябЕССпуТНиКОВОгО ТипА | 1979 |
|
SU818822A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
