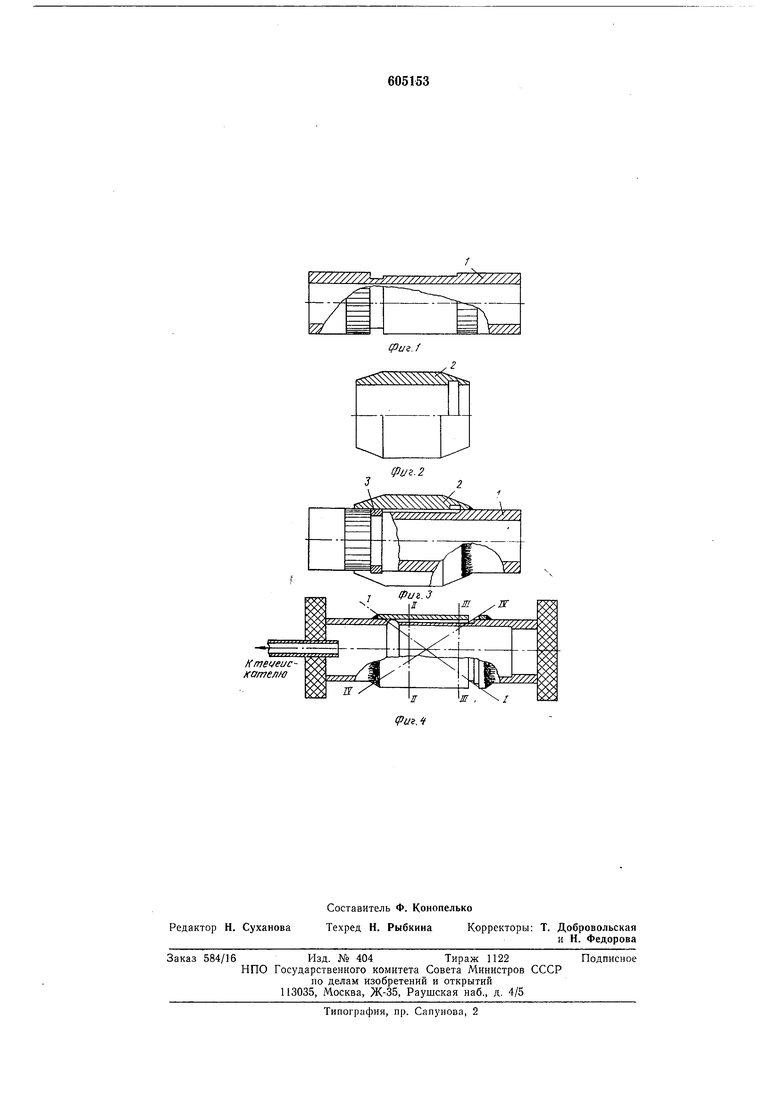
По краям рабочей части трубы 1 может быть нанесена накатка для фиксации трубы 2 при ее напрессовывании в процессе сборки, а также для облегчения откачки остаточных газов из полости переменного капиллярного зазора и улучшения газового обмена между полостью и окружающей средой в случае герме- тизации в нейтральпо-восстановительной среде.
После закладки в полость (канавку) трубы 1 припоя 3 (лента, порошок, деталь, проволока) труба 2 напрессовываются на трубу 1. Далее детали тщательно обезгаживают в вакууме (или продувают нейтрально-восстановительным газом) и заваривают по краям электронным лучом в вакууме (фиг. 3) либо дугой в аргоне в зависимости от условий исследования.
Далее образец подвергается нагреву для расплавления припоя и заполнения переменного капиллярного зазора. Нагрев может быть произведен в любых условиях - в невесомости, при знакопеременных нагрузках, в окислительной среде.
После пайки образец может быть подвергнут проверке на герметичность и рентгенографическому анализу, для чего его протачивают по наружному диаметру трубы 2 до вскрытия канавки и по внутреннему диаметру трубы 1 до вскрытия канавки для припоя (фиг. 4), чем облегчаются условия для рентгенографирования.
На герметичность образец проверяется обычным путем на течеискателе с использованием резиновых заглущек.
Для металлографического анализа спаянный образец может быть разрезап (предпочтительно электроэрозионным способом) по
любой из плоскостей I-I, П-II, III-III,
IV-IV (фиг. 4).
Образец может быть особенно эффективно использован при проведении исследований по затеканию припоя в капиллярный зазор в условиях невесомости либо механических воздействий (вибрация, удары и т. п.).
Формула изобретения
1.Составной образец для исследования затекания припоя в переменный капиллярный зазор и качества паяных швов, содержащий две вставленные одна в другую трубы и емкость с припоем, отличающийся тем, что, с целью обеспечения возможности проведения исследований в условиях невесомости и знакопеременных нагрузок, на наружной поверхности внутренней трубы выполнена проточка, эксцентричная относительно посадочных диаметров труб, с эксцентриситетом, равным половине максимального исследуемого капиллярного зазора, при этом наружная труба герметично соединена с внутренней трубой
по посадочным соосным поверхностям, а емкость для припоя выполнена в трубе у основания эксцентричной проточки.
2.Образец по п. 1, от л ич а ю щи и ся тем, что на внутренней трубе в зоне контакта с
наружной трубой выполнена накатка, выступающая за торцы наружной трубы. Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР №214189, кл. G 01N 23/18, 1965.
2.Петрунин И. Е., Лоцманов С. Н., Николаев Г. А. Пайка металлов. М., «Металлургия, 1973, с. 88-89.
/У///////У7-ГУ///////////////////////
Kmetjeucкателю
JS 
| название | год | авторы | номер документа |
|---|---|---|---|
| ПЕРЕХОД ВЫСОКОВОЛЬТНЫЙ | 2018 |
|
RU2685243C1 |
| Пакет для автовакуумной пайки | 1979 |
|
SU789251A1 |
| Способ бесфлюсовой пайки медных сплавов | 1987 |
|
SU1516266A1 |
| Способ определения капиллярного заполнения расплавом вертикального зазора | 1988 |
|
SU1599715A1 |
| Способ автовакуумной пайки | 1979 |
|
SU816710A1 |
| Способ пайки металла с керамикой | 1989 |
|
SU1694358A1 |
| Способ капиллярной пайки | 1980 |
|
SU941038A1 |
| ПЕРЕХОД ВЫСОКОВОЛЬТНЫЙ | 2021 |
|
RU2756026C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПАЯНЫХ ТЕЛЕСКОПИЧЕСКИХ КОНСТРУКЦИЙ | 1996 |
|
RU2109606C1 |
| Способ монтажной пайки телескопических соединений | 1976 |
|
SU650756A1 |