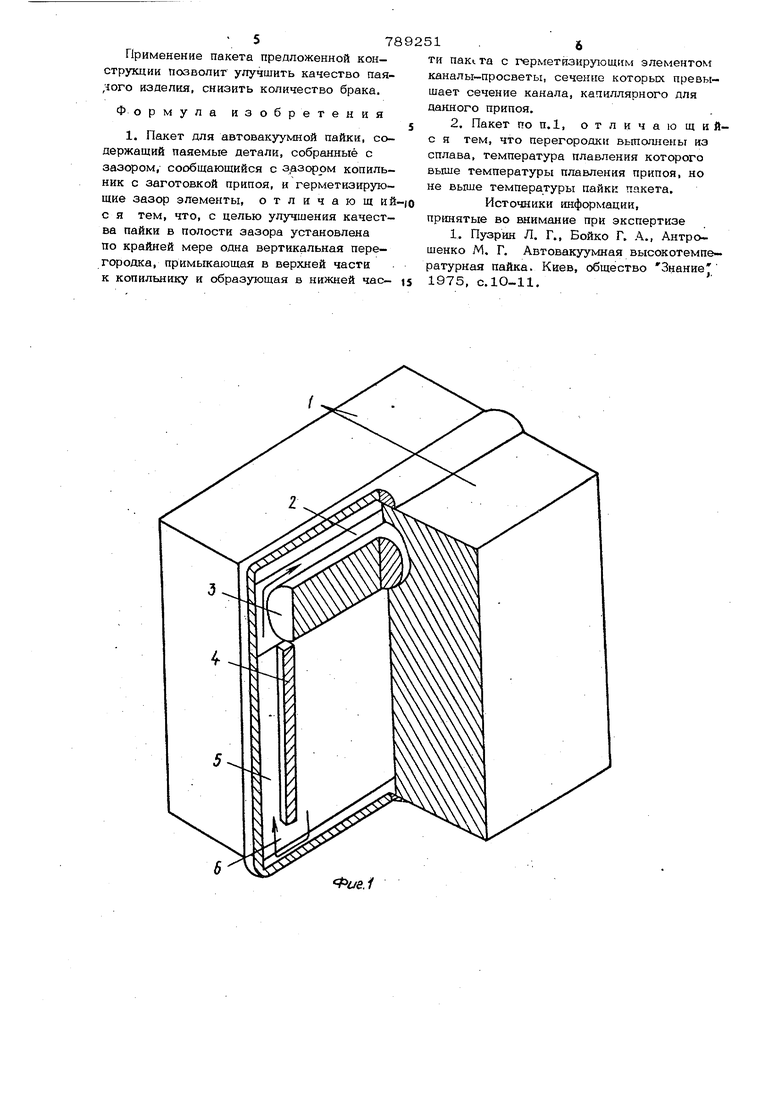
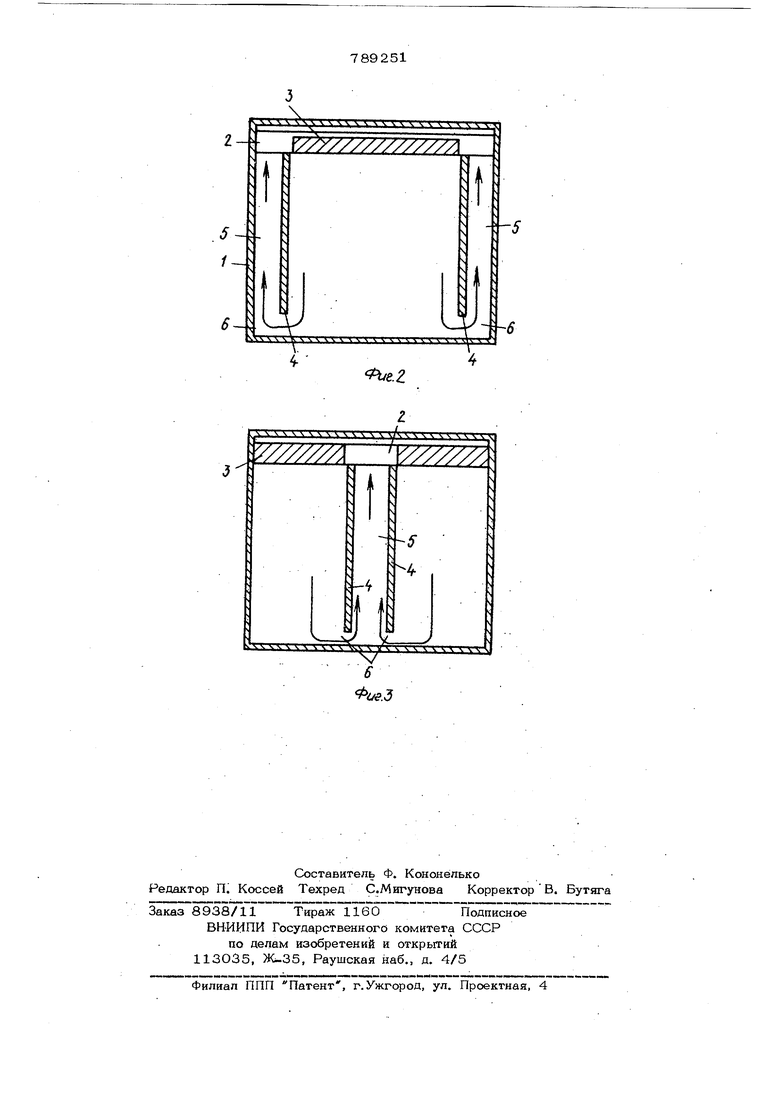
Изобретение относится к области пайки и может быть использовано при автовакуумной пайке крупногабаритньсс изделий. Известна конструкция пакета, используемого при автовакуумной пайке, в которой паяемые детали собраны с зазором между соединяемыми поверхностями. Зазо герметизируется вспомогательными элементами, в частности, сварными швами, Выше пакета размещают специальную гер метизированную емкость - копильник, в которой находится заготовка припоя. Полость копильника сообщается с нижней частью полости зазора посредством специальных каналов и герметизируется также с помощью сварки. Каналы, соединяющие полость копильника с нижней частью зазора, могут быть наружными или внутренними, выполненными непосредственно в телепакета 1Л. Однако пакет такой конструкции почти не применяется в практике из-за техноло гических неудобств, связанных с необходимостью размещения копильника в печи отдельно от пакета, монтажа.наружных или вьгаолнения внутренних каналов в теле пакета. Наиболее близкой к предлагаемой является конструтщия пакета, в котором : полость копильника соединяется непосредственно с верхней частью полости зазора. При этом копильник располагают непосред ственно на верхней части пакета или внутри, в верхней его части. Такая конструкция более удобна, надежна в эксплуатцни и широко распространена в практике m . Однако и эта конструкция не обеспечивает хорошего качества паянного шва, если в полости соединительного зазора в момент затекания жидкого припоя имеются нерастворимые в деталях газы. В некоторых случаях, например при пайке чугунными припоями, в зазоре всегда присутствует небольшое количество угарного и углекислого газов. Это объясняется наличием на поверхности заготовки Припоя свободного графита и протеканием в процессе нагрева реакций С 0„-00„ (Т) со (П) гс началом расплавления заготовки припоя и в процессе затекания его в зазор продолжается образование и вьше- ление СО в условиях вакуума по реакции углерода с кислородом, растворенном в чу .oof в зависимости от величины зазора и количества газов их сегрегации являются причиной образования в паяном шве непропаев или-пор. Цель изобретения - улучшение качества пайки путем удаления из зазора нераст воримых газов. Указанная цель достигается тем, что в полости зазора пакета для высокотемпературной автовакуумной пайки установлены одна или более вертикальньк перегородок которые формируют каналы для перелива газов из полости зазора.в полость копиль кика; в верхней части перегородки примыкают к коп ИЛЬИ ику. Длина их меньше высоты Полости зазора, поэтому в его ннжней части перегородки образуют с нижней кромкой пакета просветы-каналы, сечение которых превышает сечение канала, капиллярного для данного припоя. Вертикальные перегородки изготовляют ся из металла, температура плавления которого выше те.мпературы плавления припоя, но не выше температуры пайки пакета. Такая конструкция позволяет газам, вытесняемым припоем и стекающим вниз под собственным весом, перетекать снизу вверх по каналам, образованным указан- ными перегородками, в копильник, освобождаемьш от припоя. Припой, вытесняя газы, проникает в каналы и снизу вверх . заполняет их. Происходит надежное заполнение припоем всей полости зазора. На фиг. 1 изображен пакет для автовакуумной пайки, общий вид, с разрезом; на фиг.2 и 3-варианты расположения перегородок. Пакет включает паяемые детали 1, соб ранные с зазором. В верхней части деталей над зазором расположен дсопнльник 2 с заготовкой припоя 3. В полости-зазора между паяемыми деталями 1 установлены одна или более вертикальные перегородки 4 образующие каналы 5 для перелива газов. Каналы-просветы 6 служат для сообщения полости зазора с каналами 5. Вертикальные перегородки 4 в верхней части примыкают к копильнику 2, : длина их меньше вьюоты полости зазора, поэтому с нижней кромкой пакета перегородки образуют просветы 6, сечение которых превышает сечение канала, капиллярного для данного припоя. Заготовка припоя 3 в ко- пильнике 2 расположена так, что полость над каналом 5 свободна от данной заготовки. Установка работает следующим образом. Собранный пакет герметизируют, например путем обварки по периметру зазора, и помещают в печь. В процессе выдержки в печи припой расплавляется и начина-ет под собственным весом стекать сверху вниз и заполнять полость зазора. Газы, вытесняемые жидким припоем, через каналы-просветы 6 и каналы 5 поступают в полость копильника 2, которую до расплавления занимала заготовка припоя 3. Жидкий припой, заполнив полость, зазора, через каналы-Просветы 6 поступает снизу вверх в каналы 5, завершая заполнение всей полости зазора. Перегородки могут быть круглого или прямоугольного сечения. Последние необходимо ycTaiiaBлквать так, чтобы углами они упирались в поверхности соединяемых деталей. Тогда припой максимально заполнит зазор .между перегородками и поверхностями деталей, В случаях, когда необходимо получить изделие с абсолютно монолитным паяным соединением, что возможно при полном расплавлении перегородок, последние выполняются из материала, температура плавления которого превышает температуру плавления припоя, но не превышает . температуру пайки данного изделия. Например, при пайке чугунным припоем эвтектического состава по углероду перегород-. ки устанавливаются из чугун--а с содержанием углерода на 0,1-0,2% больше или меньше. При этом в термическом цикле нагрева пакета должны быть предусмотрены две ступени: нагрев пакета до температуры плавления припоя (при этом проис-i ходит расплавление припоя, затекание его в зазор и вытеснение газов в копильник); подъем температуры до температуры плавления перегородок (при этом образуется монолитный паяный шов), Удаляя газь из полости зазора, удается избежать в паяном шве таких дефектов как поры и непропаи.
Применение пакета предложенной конструкции позволит улучшить качество пая,чого изделия, снизить количество брака.
Формула изобретения
1. Пакет для автовакуумной пайки, содержащий паяемые детали, собранные с зазором, сообщающийся с з,азоррм копильник с заготовкой припоя, и герметизирующие зазор элементы, отличающ ий с я тем, что, с целью улучшения качества пайки в полости зазора установлена по крайней мере одна вертикальная перегородка, примыкающая в верхней части к коп ИЛЬИ ику и образующая в нижней части naKt та с герметизирующим элементом каналы-просветы, сеченяе которых превышает сечение канала, капиллярного для данного припоя.
2. Пакет по п. 1, отличающийс я тем, что перегородки выполнены из сплава, температура плавления которого выше температуры плавления припоя, но не выше температуры пайкк пакета.
Источники информации, принятые во внимание при экспертизе
1. Пузрин Л. Г., Бойко Г, А., Антрошенко М, Г. Автовакуумная высокотемпературная пайка. Киев, общество ЗнаниеJ 1975, с.10-11.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ автовакуумной пайки | 1979 |
|
SU816710A1 |
| Устройство длй автовакуумной пайкиКРупНОгАбАРиТНыХ дЕТАлЕй | 1979 |
|
SU846150A1 |
| Устройство для автовакуумной пайки крупногабаритных деталей | 1980 |
|
SU893431A1 |
| Способ пайки деталей с неравномерными широкими зазорами | 1981 |
|
SU988478A1 |
| Устройство для автовакуумной пайки | 1990 |
|
SU1759576A1 |
| Способ изготовления изделий с внутренними каналами | 1984 |
|
SU1225741A1 |
| Способ автовакуумной пайки | 1984 |
|
SU1668063A1 |
| Способ пайки деталей с некапиллярным сборочным зазором | 1977 |
|
SU617195A1 |
| Устройство для индукционной пайки | 1989 |
|
SU1825680A1 |
| СПОСОБ НИЗКОТЕМПЕРАТУРНОЙ ПАЙКИ ТОНКОСТЕННЫХ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ ИЗ ТИТАНА И СТАЛИ | 2010 |
|
RU2443521C1 |
.Z
