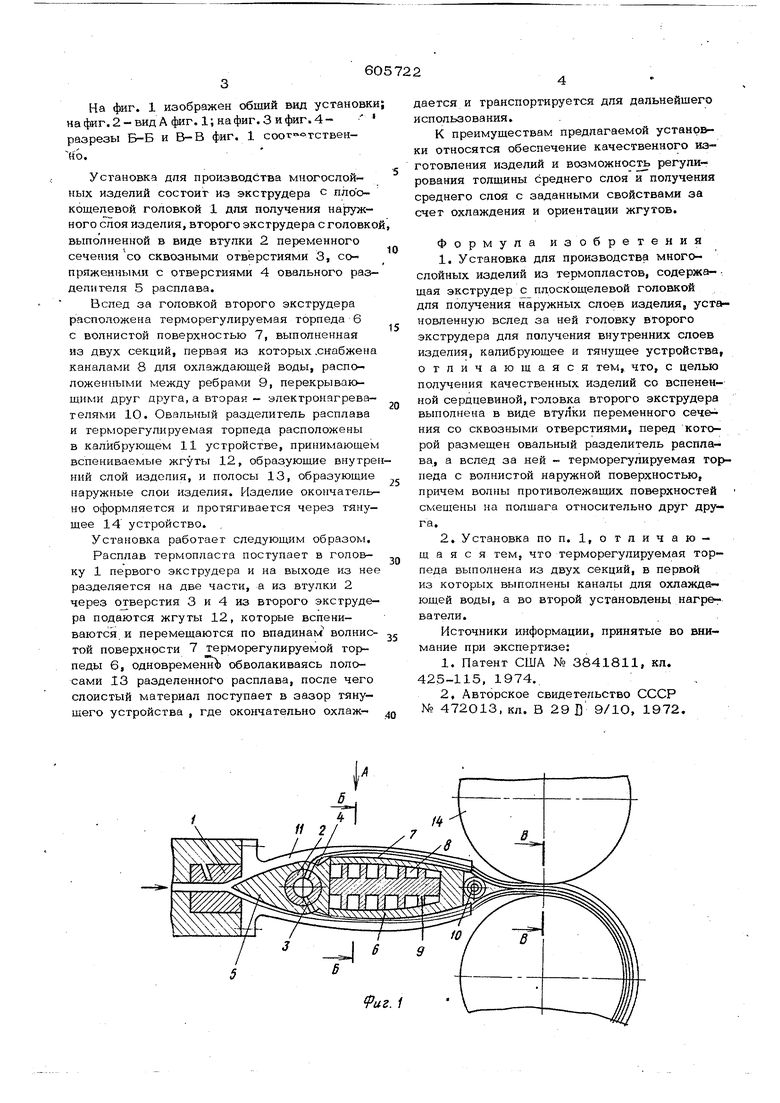
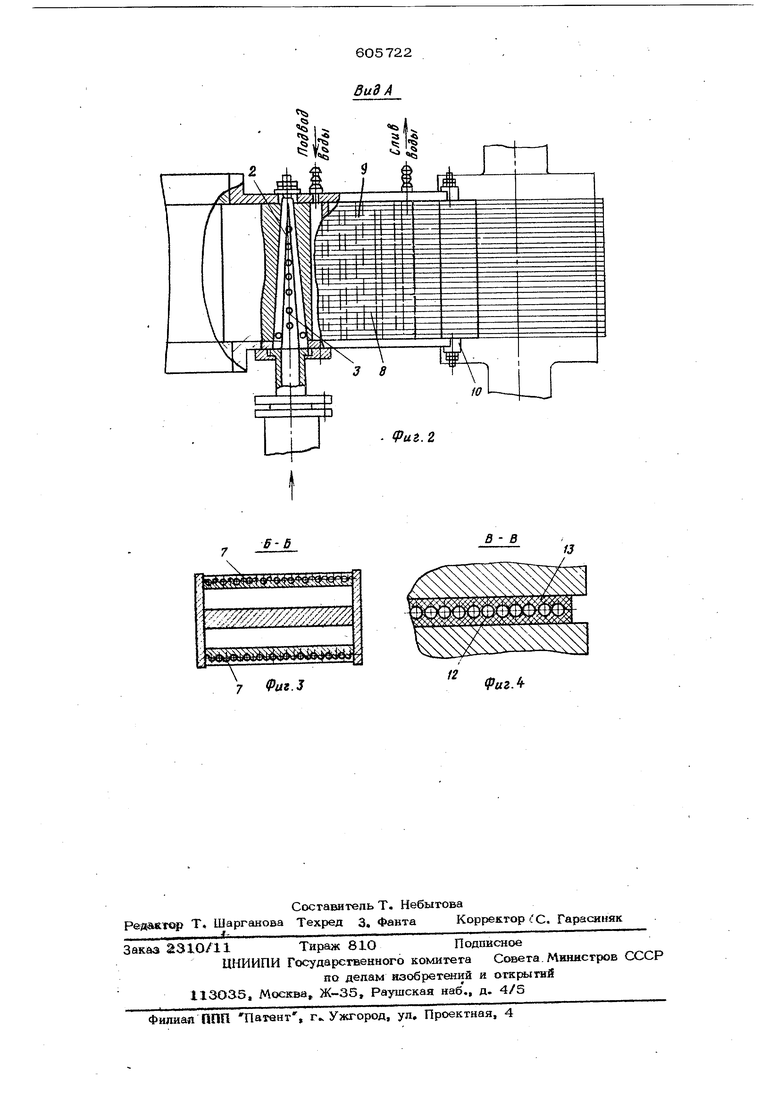
(54) УСТАНОВКА ДЛЯ ПРОИЗВОДСТВА МНОГОСЛОЙНЫХ ИЗДЕЛИЙ ИЗ ТЕРМОПЛАСТОВ На фиг. 1 изображен общий вид установки нафиг. 2-видА фиг. 1;нафиг. 3 ИФИГ.4разрезы Б-Б и В-В фиг. 1 соот «тстБенУстановка дпя производства многослойных изделий состоит из экструдера с плоокощепевой головкой 1 для получения на ружного слоя изделия, второго экструдера с головко выполненной в виде втулки 2 переменного сечения со сквозными отверстиями 3, сопряженными с отверстиями 4 овального разделителя 5 расплава. Вслед за головкой второго экструдера расположена терморегулируемая торпеда 6 с волнистой поверхностью 7, выполненная из двух секций, первая из которых .снабжена каналами 8 для охлаждающей воды, расположенными между ребрами 9, перекрывающими друг друга,а вторая - электронагревателями 10. Овальный разделитель расплава и терморегулируемая торпеда расположены в калибрующем 11 устройстве, принимающем вспениваемые жгуты 12, образующие внутре ний слой изделия, и полосы 13, образующие наружные слои изделия. Изделие окончательно оформляется и протягивается через тянущее 14 устройство. Установка работает следующим образом. Расплав термопласта поступает в головку 1 первого экструдера и на выходе из нее разделяется на две части, а из втулки 2 через о гверстия 3 и 4 из второго экструде- ра подаются жгуты 12, которые вспениваются и перемещаются по впадинам волнистой поверхности 7 терморегулируемой торпеды 6, одновременна обволакиваясь полосами 13 разделенного расплава, после чего слоистый материал поступает в зазор тянущего устройства , где окончательно охлаж- дается и транспортируется для дальнейшего использования. К преимуществам предлагаемой установки относятся обеспечение качественного изготовления изделий и возможность регулирования толщины среднего слоя и получения среднего слоя с заданными свойствами за счет охлаждения и ориентации жгутов. Формула изобретения 1.Установка для производства многсхслойных изделий из термопластов, содержа- щая экструдер с плоскощелевой головкой для получения наружных слоев изделия, установленную вслед за ней головку второго экструдера для получения внутренних слоев изделия, калибрующее и тянущее устройства, отличающаяся тем, что, с целью получения качественных изделий со вспененной сердцевиной,головка второго экструдера выполнена в виде втулки переменного сечения со сквозными отверстиями, перед которой размещен овальный разделитель расплава, а вслед за ней - терморегулируемая то педа с волнистой наружной поверхностью, причем волны противолежащих поверхностей смеихены на полщага относительно друг друга. 2.Установка по п. 1, о т л и ч а ю - щ а я с я тем, что терморегулируемая торпеда выполнена из двух секций, в первой из которых выполнены каналы для охлаждающей воды, а во второй установлены нагр&ватели. Источники информации, принятые во внимание при экспертизе: 1.Патент США № 3841811, ка. 425-115, 1974.: 2,Авторское свидетельство СССР № 472013, кл. В 29 D 9/1О, 1972.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ТЕПЛОИЗОЛИРОВАННОЙ ГИБКОЙ ТРУБЫ | 2010 |
|
RU2494870C1 |
| Многослойная гибкая полимерная труба, способ ее непрерывного изготовления и устройство для осуществления способа | 2019 |
|
RU2717736C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТЕПЛОИЗОЛИРОВАННОЙ ГИБКОЙ ТРУБЫ | 2010 |
|
RU2450926C1 |
| МНОГОСЛОЙНАЯ ПОЛИМЕРНАЯ АРМИРОВАННАЯ ТРУБА, СПОСОБ ЕЕ НЕРПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ И УСТРОЙСТВО ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2019 |
|
RU2720086C1 |
| Устройство для производства армированных материалов из термопластов | 1977 |
|
SU614960A1 |
| Установка для получения листовых полимерных материалов | 1977 |
|
SU707814A1 |
| СПОСОБ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ ПОЛИМЕРНОЙ АРМИРОВАННОЙ ТРУБЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2019 |
|
RU2709276C1 |
| Установка для изготовления листовых полимерных материалов | 1980 |
|
SU891460A1 |
| Способ формирования окружного армирования цельнотянутого полого изделия, способ получения армированной полимерной трубы (варианты) и устройства для осуществления указанных способов | 2016 |
|
RU2626039C1 |
| Устройство для изготовления длинномерных изделий с термопластичным покрытием | 1989 |
|
SU1680546A1 |
иг. 1
е-б
в - в
/2
Фиг Л
