(З) УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ЛИСТОВЫХ ПОЛИМЕРНЫХ МАТЕРИАЛОВ
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для получения листовых полимерных материалов | 1977 |
|
SU707814A1 |
| Установка для получения листовых полимерных материалов | 1974 |
|
SU704810A2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТОВЫХ ПРОФИЛИРОВАННЫХ ИЗДЕЛИЙ ИЗ ПОЛИМЕРНЫХ МАТЕРИАЛОВ МЕТОДОМ ЭКСТРУЗИИ | 1999 |
|
RU2138395C1 |
| Устройство для изготовления пленочныхМАТЕРиАлОВ | 1979 |
|
SU804484A1 |
| Установка для производства многослойных изделий из термопластов | 1976 |
|
SU605722A1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ПО ПРОИЗВОДСТВУ МНОГОСЛОЙНОЙ ШТУЧНОЙ КРОВЕЛЬНОЙ ТЕРМОЧЕРЕПИЦЫ | 2017 |
|
RU2668901C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ТОНКИХ ПРОФИЛЬНЫХ ЛЕНТ ИЗ ТЕРМОПЛАСТОВ | 2004 |
|
RU2254998C1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ФИБРЫ (АРМАТУРНЫХ ЭЛЕМЕНТОВ) ИЗ ПОЛИМЕРНОЙ МАССЫ | 2012 |
|
RU2520113C1 |
| Установка для переработки полос отходов полимерной пленки | 1983 |
|
SU1140971A1 |
| Установка для производства листовых материалов из вспененных термопластов | 1977 |
|
SU735420A1 |
1
Изобретение относится к оборудованию для переработки термопластов и может быть использовано в химической промышленности.
Известна установка для получения листовых полимерных материалов, содержащая экструдер, плоскищелевую головку, калибрующее и тянущее устройство РЗНедостаток этой установки состоит в низком качестве получаемых листов вследствие незначительного контакта листовой заготовки с поверхностью верхнего валка каландра, а также остаточных напряжений, возникающих на валках при ее охлаждении, что приводит к неудовлетворительному глянцу поверхности и низким физико-механическим характеристикам изделия.
Наиболее близкой к предлагаемой по технической сущности является установка для получения листовых материалов, содержащая экструдер, плрскощелевую головку, калибрующее уст;ройство, выполненное в виде двух параллельных рядов валков, и тянущее устройство 2,
Недостаток известной установки состоит в невысокой производительности, так как она позволяет калибровать только один лист.
Цель изобретения - повышение производительности установки за счет обеспечения одновременного калибро10вания двух листов.
Указанная цель достигается тем, что в установке, содержащей экструдер, плоскощелевую головку, калибрующее устройство, выполненное в виде
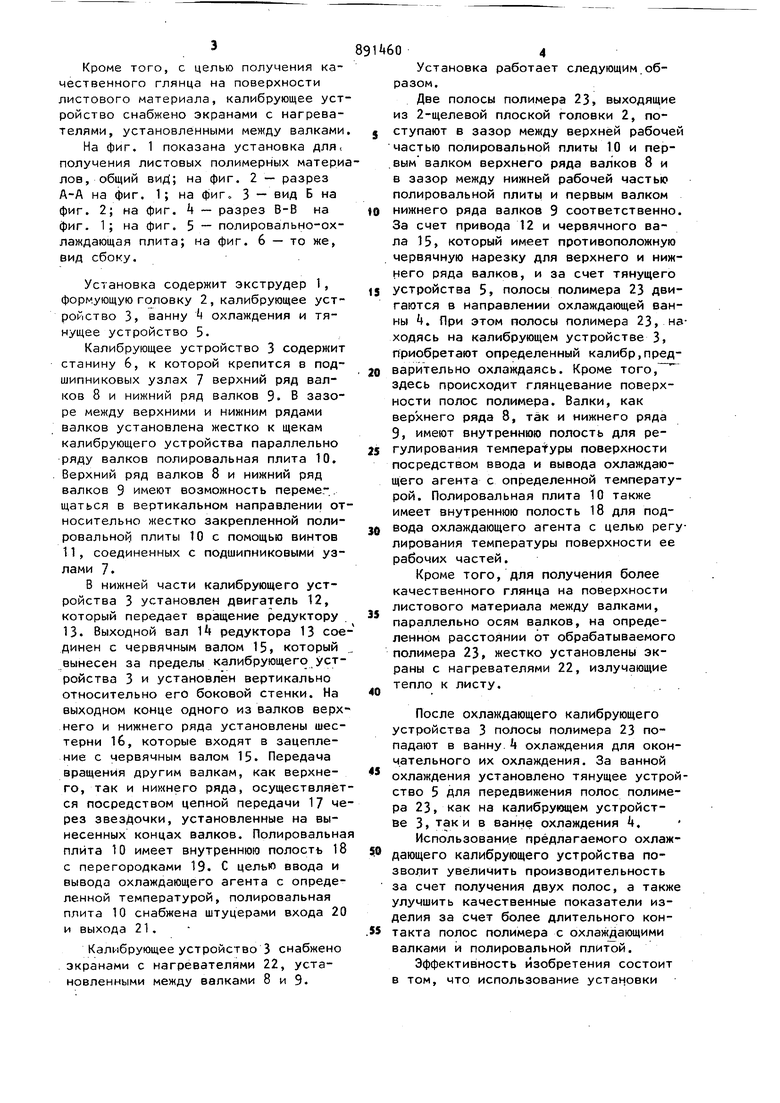
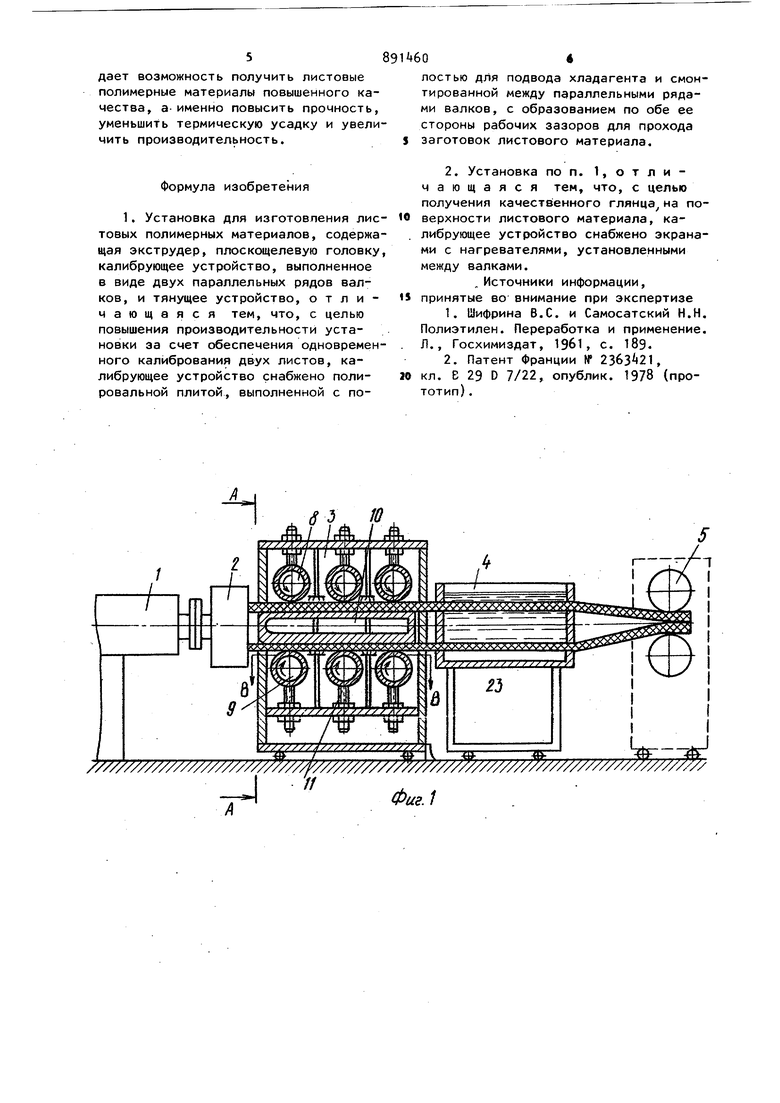
15 двух параллельных рядов валков, тянущее устройство, калибрующее устройство снабжено полировальной плитой, выполненной с полостью для подвода хладагента и смонтированной между па20раллельными рядами валков с образованием по обе ее стороны рабочих зазоров для прохода заготовок листового материала. Кроме того, с целью получения качественного глянца на поверхности листового материала, калибрующее уст ройство снабжено экранами с нагревателями, установленными между валками На фиг. 1 показана установка для, получения листовых полимерных матери лов, общий вий; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - вид Б на фиг. 2; на фиг. - разрез В-В на фиг. 1; на фиг. 5 - полировально-охлаждающая плита; на фиг. 6 - тс же, вид сбоку. Установка содержит экструдер 1, формующую головку 2, калибрующее устройство 3, ванну охлаждения и тянущее устройство 5. Калибрующее устройство 3 содержит станину 6, к которой крепится в подшипниковых узлах 7 верхний ряд валков 8 и нижний ряд валков 9. В зазоре между верхними и нижним рядами валков установлена жестко к щекам калибрующего устройства параллельно ряду валков полировальная плита 10. Верхний ряд валков 8 и нижний ряд валков 9 имеют возмон ность переме-.. щаться в вертикальном направлении от носительно жестко закрепленной полировальной плиты 10 с помощью винтов 11, соединенных с подшипниковыми узлами 7. В нижней части калибрующего устройства 3 установлен двигатель 12, который передает вращение редуктору 13. Выходной вал 1 редуктора 13 сое динен с червячным валом 15, который вынесен за пределы калибрующего устройства 3 и установлен вертикально относительно его боковой стенки. На выходном конце одного из валков верх него и нижнего ряда установлены шестерни 16, которые входят в зацепление с червячным валом 15. Передача вращения другим валкам, как верхнего, так и ник{него ряда, осуществляет ся посредством цепной передачи 17 че рез звездочки, установленные на вынесенных концах валков. Полировальна плита 10 имеет внутреннюю полость 18 с перегородками 19. С целью ввода и вывода охлаждающего агента с определенной температурой, полировальная плита 10 снабжена штуцерами входа 20 и выхода 21. Калибрующее устройство 3 снабжено экранами с нагревателями 22, установленными между валками 8 и 9. 04 Установка работает следующим,образом. Две полосы полимера 23, выходящие из 2-щелевой плоской головки 2, поступают в зазор между верхней рабочей частью полировальной плиты 10 и первым валком верхнего ряда валков 8 и в зазор между нижней рабочей частью полировальной плиты и первым валком нижнего ряда валков 9 соответственно. За счет привода 12 и червячного вала 15, который имеет противоположную червячную нарезку для верхнего и нижнего ряда валков, и за счет тянущего устройства 5, полосы полимера 23 двигаются в направлении охлаждающей ванны . При этом полосы полимера 23, находясь на калибрующем устройстве 3, приобретают определенный калибр,предварительно охлаждаясь. Кроме того, здесь происходит глянцевание поверхности полос полимера. Валки, как верхнего ряда 8, так и нижнего ряда 9, имеют внутреннюю полость для регулирования тeмпepatypы поверхности посредством ввода и вывода охлаждающего агента с определенной температурой. Полировальная плита 10 также имеет внутреннюю полость 18 для подвода охлаждающего агента с целью регулирования температуры поверхности ее рабочих частей. Кроме того, для получения более качественного глянца на поверхности листового материала между валками, параллельно осям валков, на определенном расстоянии от обрабатываемого полимера 23, жестко установлены экраны с нагревателями 22, излучающие тепло к листу. После охлаждающего калибрующего устройства 3 полосы полимера 23 попадают в ванну.k охлаждения для окончательного их охлаждения. За ванной охлаждения установлено тянущее устройство 5 для передвижения полос полимера 23, как на калибрующем устройстве 3, так и в ванне охлаждения 4. Использование предлагаемого охлаждающего калибрующего устройства позволит увеличить производительность за счет получения двух полос, а также улучшить качественные показатели изделия за счет более длительного контакта полос полимера с охлаждающими валками и полировальной плитой. Эффективность изобретения состоит в том, что использование установки
дает возможность получить листовые полимерные материалы повышенного качества, а-именно повысить прочность, уменьшить термическую усадку и увеличить производительность.
Формула изобретения
, Источники информации, принятые во внимание при экспертизе
кл. Б 29 D 7/22, опублик. 1978 (прототип) .
///////////////////////////////1 ////////////////////////////
yJФиг.1
///////////////////(///////////////// г.г 7
.5
Г
л
W
Ю
Фиг k
Фиг. 6
