1
Изобретение относится к способам правки изделий.
Известен способ правки изделий, заключающийся в том, что изделие одним концом устанавливают в опоре и при кладывают усилие вибрации tlj
Недостатком способа является то, что он не обеспечивает возможности правки коленчатых изделий, преимущественно коленчатых валов.
По предлагаемому способу для возможности правки коленчатых изделий в месте их изгиба перед приложением усилия вибрации к колену в месте прогиба прикладываютусилие изгиба в направлеНИИ, противоположном стреле прогиба, а усилием вибрации воздействуют в зоне вала, граничащей с коленом.
На фиг. 1 показано устройство/ еа лизующее предлагаемый способ,общий вид на фиг. 2 - схема и расположение осей , вала перед правкой; на фиг. 3 - схема и расположение осей вала в процессе
правки. .
Устройство состоит из рамы 1, изготовленной из швеллеров, которые крепятся к фундаменту на резиновых прокладках 2. По концам рамы установлены опоры 3 с подшипниками 4, в которых закрепляется коленчатый вал 5.
2
По направляющим рамам по каткам 6 установленным на пружинах 7, перемещается каретка 8, на которой установлен пневматический или гидравлический домкрат 9, головка домкрата имеет постель , обработанную по радиусу коренной вала.
Каретка может быть установлена под любую коренную шейку коленчатого ,вала и зафиксирована в этом положении.
На мотылевой шейке вала навешивает.ся разъемный хомут 10, к нижнейчасти которого подвешен пневмовибратор ц.
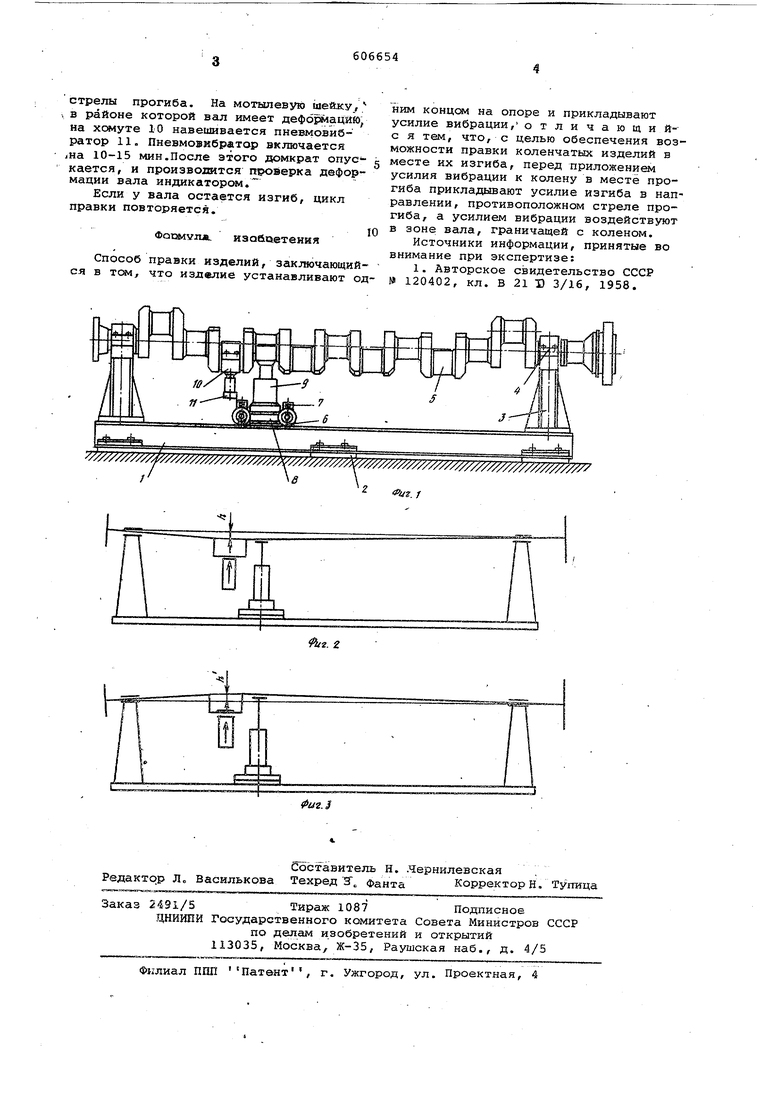
Правка коленчатых валов производится следующим образом. Коленчатый вал 5 закрепляется в подшипниках стрелой прогиба Ь вниз от оси вала, как показано на фиг. 2. Под коренную шейку в районе изгиба устанавливается каретка 8 с гидравлическим или пневматическим домкратом 9. В цилиндр домкрата подается рабочее вещество, при повышении давления пружина 7 сжимается, и каретка 8 опускается и фиксируется на раме 1.
При дальнейшем повышении давления вал начинает прогибаться в противоположную сторону, как показано на фиг.З, изгиб прекращается, когда стрелка перегиба несколько меньше начальной
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРАВКИ ИЗОГНУТЫХ КОЛЕНЧАТЫХ ВАЛОВ И СТЕНД ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2157738C2 |
| Способ правки коленчатых валов | 1989 |
|
SU1632558A1 |
| СПОСОБ ПРАВКИ СУДОВЫХ КОЛЕНЧАТЫХ ВАЛОВ | 2024 |
|
RU2838990C1 |
| Способ правки коленчатых валов и устройство для его осуществления | 1990 |
|
SU1838017A3 |
| Способ правки коленчатых валов | 1985 |
|
SU1289897A1 |
| Способ определения эксцентричности коренных шеек коленчатых валов рядных моторов типа М-100 А-М 103А | 1945 |
|
SU67684A1 |
| Правильная машина | 1989 |
|
SU1750771A1 |
| СПОСОБ НАРУЖНОГО КРУГЛОГО ШЛИФОВАНИЯ КОРЕННЫХ И ШАТУННЫХ ПОДШИПНИКОВ КОЛЕНЧАТОГО ВАЛА И ШЛИФОВАЛЬНЫЙ СТАНОК ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2010 |
|
RU2553165C2 |
| СПОСОБЫ И УСТРОЙСТВО ДЛЯ ШЛИФОВАНИЯ КОРЕННЫХ ШЕЕК КОЛЕНЧАТЫХ ВАЛОВ | 2002 |
|
RU2303510C2 |
| Способ эксплуатационного контроля зазора в шатунных подшипниках коленчатого вала при диагностике двигателя внутреннего сгорания автомобилей, транспортных и транспортно-технологических машин | 2020 |
|
RU2739657C1 |
