Изобретение относится к ремонтному производству, а именно к специализированному оборудованию для правки изогнутых коленчатых валов.
Существует несколько способов правки коленвалов. Один из них - холодная правка коленвала. Для правки вал устанавливается на призмы крайними коренными шейками, средняя шейка устанавливается под штоком гидравлического пресса таким образом, чтобы прогиб вала находился в верхней части. Вал прогибается на величину, превышающую изгиб вала в 10 раз. /См. Титунин Б.А. Ремонт автомобилей КамАЗ.- М.: ВО Агропромиздат, 1991, с.114/.
Второй способ - правка коленвала с подогревом. Для устранения изгиба деталь выгибают под прессом в другую сторону на размер в несколько раз больший, чем прогиб, и выдерживают в этом состоянии 1,5-2 мин. Сразу после холодной правки нагревают деталь до температуры 400 - 450oC и выдерживают при этой температуре 0,5 - 1,5 часа. Стабилизирующий нагрев почти полностью снимает остаточные напряжения /См. Бабусенко С.М. Ремонт тракторов и автомобилей.- М.: Колос, 1980, с. 52, 53/.
К недостаткам вышеизложенных способов следует отнести то, что коленвал правится весь, а не в месте изгиба. Другой недостаток - большой прогиб коленвала /10 раз/ при правке, что ведет к образованию больших остаточных напряжений и микротрещин в местах перехода от одного сечения к другому.
Недостаток при подогреве после правки - использование термопечи, что ведет к большим затратам.
Известен способ правки изогнутых коленчатых валов, включающий размещение коленчатого вала на опорах, его правку в месте изгиба и нагрев участков изгиба (авт. св. SU 1722765, B 23 P 6/00, 30.03.92).
Известен стенд для правки коленчатых валов, содержащий раму и опоры (Воронцов И.А. и др. Технология ремонта быстроходных дизелей.- М.: Машиностроение, 1961, с. 217 и 218).
Задачей изобретения является расширение технологических возможностей за счет обеспечения возможности правки коленчатых валов разных типоразмеров. Это достигается за счет того, что при правке изогнутых коленчатых валов их размещают на опорах, осуществляют нагрев участков изгиба и их правку. В качестве опор используют одну неподвижную опору, на которой фиксируют один конец коленчатого вала и две неподвижные опоры, установленные на рычаге и расположенные под коренными шейками, ближайшими к месту изгиба, а при правке поднимают конец рычага с подвижными опорами и воздействуют ими на коленчатый вал. На опоры устанавливают проставки. На чертеже - стенд для правки валов.
Стенд содержит раму, свободно размещенный на раме рычаг и опоры, одна из которых неподвижно закреплена на раме, а две другие - выполнены подвижными и установлены на рычаге с возможностью совместного с ним перемещения, опоры имеют проставки.
Стенд для правки коленвалов состоит из рамы 1, к которой приварена неподвижная опора 3, соединенная болтами 4 с крышкой 5. На раме 1 с одной стороны неподвижной опоры 3 устанавливается рычаг 6 с подвижными опорами 7, с другой стороны - подвижная опора 2. В раме установлен гидравлический домкрат 8, действующий на рычаг 6. На четырех опорах 2, 3, 7 лежит коленвал 9.
Принцип действия.
Коленчатый вал изгибает, коробит в районе шатунной шейки, которая в результате аварийного износа имела значительный нагрев. Правка вала осуществляется в месте изгиба. Коленвал 9 укладывается коренными шейками, ближайшими к месту изгиба, на неподвижную 3 и подвижные 2, 7 опоры стенда таким образом, чтобы шатунная шейка находилась в верхнем положении. Один конец коленвала крышкой 5 болтами 4 через опору 3 фиксируется в раме. Другой конец коленвала лежит на подвижных опорах 7 рычага 6. Один конец рычага 6, свободно лежащего на раме, находится под шатунной шейкой, другой - над гидродомкратом 8. Поднимая гидродомкратом 8 конец рычага 6, через опоры 7 правим коленвал 9, неподвижно закрепленный на раме 1. При достижении перепрогиба в 3-4 раза правка заканчивается. Для снятия остаточных напряжений шатунная шейка коленвала нагревается на стенде пропановой горелкой. Процесс правки заканчивается при остывании коленвала. Коленвал освобождается и снимается со стенда. Применение сменных проставок на опоры стенда дает возможность править коленвалы разных марок.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для шлифования шеек коленчатого вала | 1983 |
|
SU1144853A1 |
| Станок для гальванического хонингования шатунных шеек коленчатых валов | 1983 |
|
SU1133051A1 |
| СПОСОБ ПРАВКИ СУДОВЫХ КОЛЕНЧАТЫХ ВАЛОВ | 2024 |
|
RU2838990C1 |
| Способ правки коленчатых валов | 1989 |
|
SU1690888A1 |
| СПОСОБ ПРАВКИ КОЛЕНЧАТЫХ ВАЛОВ | 1989 |
|
RU2007476C1 |
| Способ правки коленчатых валов | 1989 |
|
SU1632558A1 |
| ЛЕНТОЧНО-ПОЛИРОВАЛЬНОЕ ПРИСПОСОБЛЕНИЕ | 1998 |
|
RU2157748C2 |
| Стенд Дагиса для сборки коленчатых валов | 1990 |
|
SU1823805A3 |
| ПОРШНЕВАЯ МАШИНА | 2001 |
|
RU2224899C2 |
| МАЛОГАБАРИТНЫЙ СТАНОК ДЛЯ ВОССТАНОВЛЕНИЯ ПОСТЕЛЕЙ КОРЕННЫХ ПОДШИПНИКОВ БЛОКА ЦИЛИНДРОВ | 1998 |
|
RU2157747C2 |
Изобретение относится к ремонтному производству и может использоваться при правке коленчатых валов. Для этого один конец коленчатого вала фиксируют на одной неподвижной опоре, а две подвижные опоры, установленные на рычаге, размещают под коренными шейками, ближайшими к месту изгиба. При правке поднимают конец рычага с подвижными опорами, воздействуют ими на коленчатый вал и осуществляют нагрев участков изгиба. На опоры установлены проставки, что позволяет править коленчатые валы разных типоразмеров, т.е. расширяет технологические возможности изобретения. 2 с.п. ф-лы, 1 ил.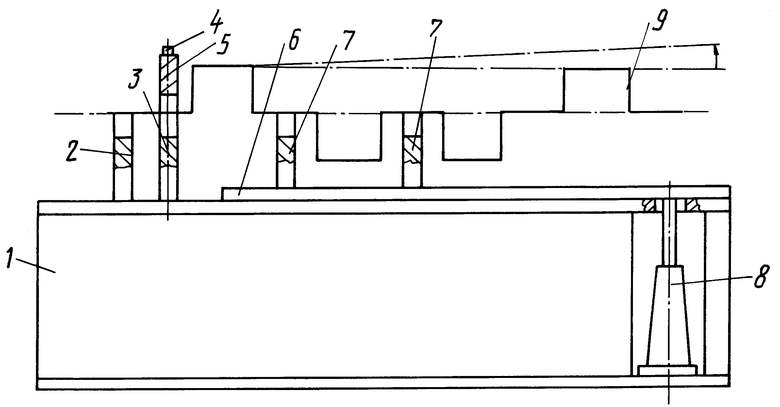
| Способ восстановления коленчатого вала | 1990 |
|
SU1722765A1 |
| ВОРОНЦОВ И.А | |||
| Технология ремонта быстроходных дизелей | |||
| - М.: Машиностроение, 1961, с.217 и 218 | |||
| Способ восстановления коленчатых валов наплавкой | 1987 |
|
SU1456294A1 |
| Способ восстановления коленчатых валов | 1989 |
|
SU1636168A1 |
| Способ восстановления шеек коленчатого вала | 1989 |
|
SU1706828A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ РАСПРЕДЕЛЕНИЯ ОГНЕТУШАЩЕГО ПОРОШКА В ПОПЕРЕЧНОМ СЕЧЕНИИ НЕСТАЦИОНАРНОГО ГАЗОВОГО ПОТОКА | 2019 |
|
RU2705914C1 |

