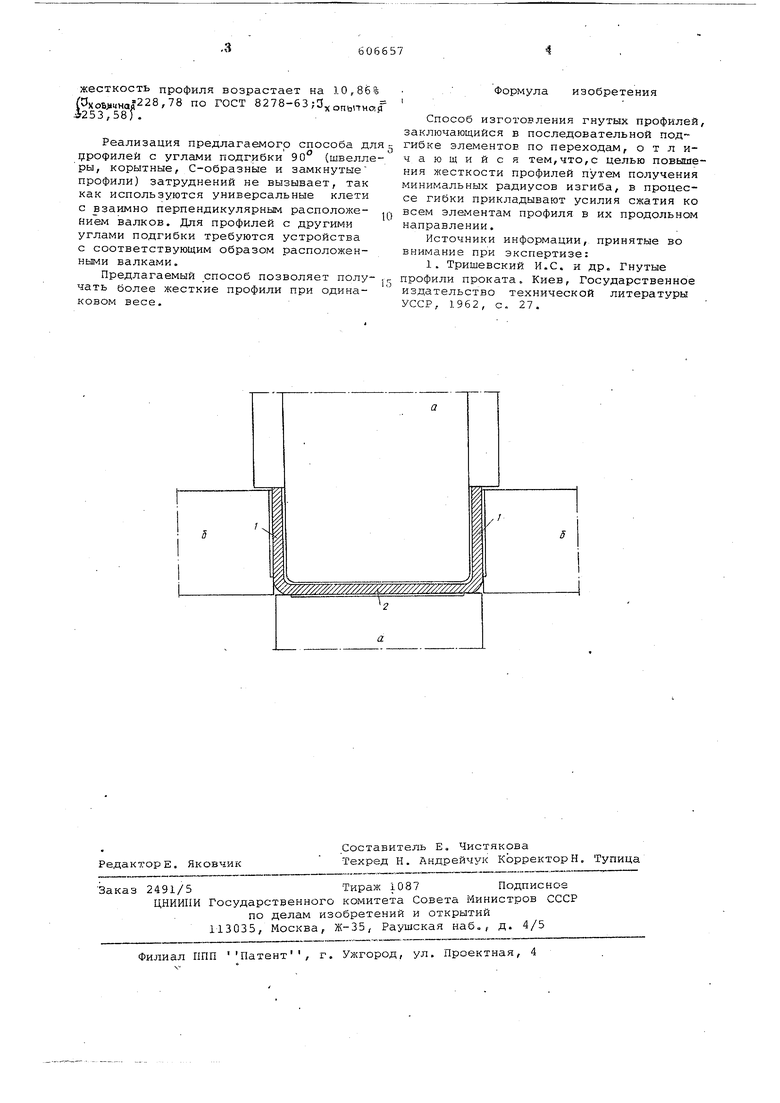
Изобретение относится к обработке металлов давлением,в частности, к про изводству гнутых профилей на профилегибочных станах. Известен способ изготовления гнутых профилей,, заключающийся в последовател ной подгибке элементов по переходам Однако в ряде случаев профиль получает ся с отклонениями по форме и размерам С целью повышения жесткости профилей путем получения минимальных радиусов изгиба по предлагаемому способу в процессе гибки прикладывают усилия сжатия ко всем элементам профиля в их продольном направлении. На чертеже показано воздействие Ъ.алков на элементы профиля. Во избежание продольного изгиба элементов профиля форма валков должна соответствовать форме профиля с неболь шим зазором (0-1 tм) по длине элементов профиля. При отсутствии зазора за счет трения профиля о валки могут иметь место царапины, наваривание или обжатие материала профиля, что недопустимо по требованиям качества. Достаточно зазор иметь только с одной стороны по длине элемента профиля. Сжимающие силы, действующие со стороны валков на калщый элемент профиля, создают в местах гиба напряжения, под действием которых материал в местах гиба пластически деформируются так, что радиус гиба уменьшается, тол- щина материала в месте гиба увеличивается, а длина элементов профиля уменьшается. Регулирование степени уменьшения радиуса гиба достигается изменением длины элементов профиля, т.е. изменением зазора мемоду валкгими. Пример. Производится дополни- . тельная обработка швеллера 120 х 60 х 6 из стали 09Г2 в универсальной клети с горизонтальными валками Ли вертикальными боковыми роликами Sy образующими закрытый калибр.Усилия со стороны валков приложены к вертикальным полкам 1 профиля, а со стороны боковых роликов - к стенке 2 профиля. Радиус гиба допускаемый пластичностью стали, составляет 12-14 мм. После дополнительной обработки радиус уменьшается до .5 мм, при этом жесткость профиля возрастает на 10,86 {ОхоЬ «наа-228,78 по ГОСТ 8278-63 гЗ „„,,,„ -j2 53/58) Реализация предлагаемого способа дл црофилей с углами подгибки 90° (швелле ры, корытные, С-образные и замкнутые профили) затруднений не вызывает, так как используются универсальные клети с взаимно перпендикулярным расположением валков. Для профилей с другими углами подгибки требуются устройства с соответствующим образом расположенными валками. Предлагаемый способ позволяет получать более жесткие профили при одинаковом весе. Формула изобретения Способ изготовления гнутых профилей, заключающийся в последовательной подгибке элементов по переходеьм, отличающийся тем,что,с целью повышения л есткости профилей путем получения минимальных радиусов изгиба, в процессе гибки прикладывают усилия сжатия ко всем элементам профиля в их продольном направлении. Источники информации, принятые во внимание при экспертизе: 1. Тришевский И.С. и др. Гнутые профили проката. Киев, Государственное издательство технической литературы УССР, 1962, с. 27.
| название | год | авторы | номер документа |
|---|---|---|---|
| ГНУТЫЙ СПЕЦПРОФИЛЬ ШВЕЛЛЕРНОГО ТИПА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1997 |
|
RU2124408C1 |
| СПОСОБ ПРОФИЛИРОВАНИЯ СТАЛЬНЫХ ПОЛОС | 1998 |
|
RU2149072C1 |
| Способ изготовления сварных замкнутых профилей | 1989 |
|
SU1764907A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТЫХ ПРОФИЛЕЙ С ГОФРАМИ ЖЕСТКОСТИ В ДОННОЙ ЧАСТИ | 2001 |
|
RU2220802C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШИРОКОПОЛОЧНЫХ ШВЕЛЛЕРНЫХ И КОРЫТНЫХ СИММЕТРИЧНЫХ ТОНКОСТЕННЫХ ПРОФИЛЕЙ В РОЛИКАХ | 2002 |
|
RU2228232C2 |
| СПОСОБ ПРОИЗВОДСТВА НЕРАВНОПОЛОЧНЫХ ЗЕТОВЫХ ПРОФИЛЕЙ | 1992 |
|
RU2108180C1 |
| Способ изготовления гнутого по дуге изделия П-образного профиля | 2024 |
|
RU2829358C1 |
| СПОСОБ ПОШТУЧНОЙ ФОРМОВКИ U-ОБРАЗНОГО ГНУТОГО ПРОФИЛЯ | 1992 |
|
RU2040994C1 |
| СПОСОБ ПРОФИЛИРОВАНИЯ ГНУТЫХ ШВЕЛЛЕРОВ | 2005 |
|
RU2306995C2 |
| СПОСОБ ПРОИЗВОДСТВА ГНУТОГО КОРЫТНОГО ПРОФИЛЯ | 1994 |
|
RU2063282C1 |
