Изобретение относится к обработке металлов давлением и может быть использовано при разработке технологии и производстве гнутых тонкостенных профилей симметричных сечений швеллерного и корытного типов с большими размерами горизонтальных и боковых полок.
Заявляемое изобретение направлено на решение народно-хозяйственной задачи, заключающейся в повышении качества профилей за счет предотвращения кромковой волнистости в процессе производства и снижении производственных затрат на стадиях технологической подготовки производства и обработки технологии.
Известен способ изготовления гнутых профилей (по авт. св. СССР 309761, кл. В 21 D 5/06 от 26.07.71. Бюл. №23./ Тришевский И.С., Дахновский Э.С., Мирошниченко В.И. и др.) в формующих валках многоклетьевого гибочного стана, в котором с целью устранения волнистости кромок и продольного прогиба формообразование профиля по переходам осуществляют за счет равных горизонтальных смещений кромок заготовки в формующих валках от предыдущей клети к последующей.
Недостатком данного аналога является то, что он не позволяет устранить появление кромковой волнистости заготовки из-за неравномерности распределения деформаций подгибаемых полок по переходам, а именно деформации, приобретаемые на первых переходах, существенно больше деформаций подгибаемых полок на последних переходах. Еще более существенным недостатком является то, что при разработке технологии число переходов, необходимое для формообразования профиля надлежащего качества в части предотвращения кромковой волнистости, заранее неизвестно и его приходится брать на основе интуиции и опыта разработчика, что приводит к излишним затратам в связи с изготовлением дополнительных пар роликов и отладкой процесса.
Известен способ гнутых профилей проката (по авт. св. СССР 727263, кл. В 21 D 5/06 от 15.04.80), в котором с целью повышения качества профиля за счет уменьшения кромковой волнистости и продольного прогиба смещение кромки производят на равные вертикальные расстояния. Недостатки данного способа те же, что и у предыдущего аналога с той разницей, что неравномерность распределения деформаций по переходам характеризуется большими деформациями полок на последних переходах и незначительными деформациями на первых переходах.
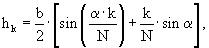
Известен также способ изготовления гнутых профилей проката (авт. св. СССР 1169772, кл. В 21 D 5/06 от 30.07.85. Бюл. №28./ Абдулин Ф.З, Филимонов В.И., Проскуряков Г.В., Глухов Б.Н.), принятый за прототип, в котором с целью повышения качества проката путем уменьшения волнистости кромок и продольного изгиба кромки заготовок смещают на расчетные расстояния в вертикальной плоскости в соответствии с формулой

где hk - высота подъема кромки на переходе k;
k - номер перехода;
b - ширина подгибаемой полки;
N - общее число переходов;
α - суммарный угол подгибки.
Заданная формула позволяет выравнивать деформации подгибаемых полок от перехода к переходу, что частично устраняет недостатки, отмеченные при критике приведенных выше аналогов. Данный способ, как и аналоги, обладает тем недостатком, что число переходов, входящее в расчетную формулу для вычисления вертикальных смещений по переходам, заранее не известно и берется на стадии проектирования технологии разработчиком интуитивно, с учетом аналогий из предыдущего опыта.
У прототипа и предлагаемого способа имеются следующие сходные существенные признаки:
- изготовление профиля производят в роликах последовательной гибкой заготовки в N переходах;
- кромки заготовки смещают в вертикальной плоскости на расчетные расстояния.
В этой связи возникает задача устранения указанных недостатков в разработке и реализации процессов производства гнутых профилей.
Техническая задача, решаемая данным изобретением, - точное определение числа переходов, за которое производят качественный профиль, и снижение затрат на стадии разработки и внедрения технологии производства профилей указанных типов.
Указанный технический результат при осуществлении изобретения достигается тем, что в известном способе производят последовательную гибку заготовки со смещением ее кромки в вертикальной плоскости на расстояния, определяемые по формуле

где hk - высота подъема кромки на текущем переходе k;
b - ширина подгибаемой полки, мм;
N - общее число переходов;
α - суммарный угол подгибки, град.
Особенность заключается в том, что общее число переходов N при скорости профилирования до 20 м/мин определяют с учетом округления до ближайшего целого числа с превышением по формуле

где К - коэффициент, учитывающий тип профиля и принимающий значения 3,0 и 2,0 для швеллерного и корытного профиля соответственно;
L - межклетьевое расстояние, мм;
D0 - базовый диаметр нижнего формующего ролика, мм;
s0 - толщина стенки профиля, мм;
rд - конструктивно допустимый радиус зоны сгиба (мм) для данного материала, равный 1,0 s0 и 1,5 s0 для сталей и цветных сплавов соответственно;
rв - радиус гиба в мм;
ξ - параметр “стеснения” профиля, равный 2b/lг;
lг- длина горизонтальных участков на готовом профиле, мм;
n - число зон сгиба профиля.
Сущность изобретения заключается в следующем. При разработке технологии изготовления тонколистовых широкополочных профилей швеллерного и корытного типа основным ограничением является кромковая волнистость, которая в значительной степени определяет выбор числа переходов при профилировании. Однако к настоящему времени отсутствуют аналитические зависимости или же формализованные процедуры определения числа переходов, что вынуждает разработчика технологии назначать число переходов интуитивно, наугад. Зачастую требуемое число переходов угадать не удается, в результате чего при избыточном числе переходов возникают необоснованные затраты на изготовление и отладку излишней оснастки, а при недостаточном числе переходов из-за больших деформаций полок появляется кромковая волнистость (неустранимый дефект профиля) и возникает необходимость частичной переточки комплекта оснастки с добавлением новых пар роликов с их последующей отладкой. Это приводит к дополнительным затратам на стадии технологической подготовки производства и отладки (кроме указанных затрат добавляются затраты, связанные с корректировкой конструкторской и технологической документации, дополнительной термической обработкой роликового инструмента, межцеховыми транспортировками роликов, и т.п.). Сделаем замечание относительно ограничения скорости 20 м/мин в отличительной части формулы изобретения. Это ограничение приводится в связи с тем, что формула для вычисления числа переходов получена на основе анализа и обработки данных по производству гнутых профилей на станках семейства ГПС производства ФГУП “Ульяновский НИАТ”, достигаемая скорость профилирования на которых составляет 12-18 м/мин. Кроме того, устойчивость процесса профилирования существенно зависит от скорости: к примеру, увеличение скорости до 40-60 м/мин требует введения двух дополнительных переходов для обеспечения стабильности.
Корректное определение числа переходов при указанном ограничении скорости полностью решает поставленную техническую задачу.
Обоснование формулы для определения числа переходов.
При разработке технологии производства гнутых профилей в роликах возникают два важных вопроса: 1) о возможности переноса закономерностей деформирования профилей одних размеров на профили других размеров в пределах данного типа профиля; 2) об определении потребного числа переходов для производства профиля заданного типоразмера.
Первый вопрос связан с проблемой подобия в профилировании. Второй вопрос решается обычно на основании предшествующего опыта разработчиков и зачастую указывается лишь достаточно широкий диапазон значений числа переходов для профилей определенного типа. Это существенно осложняет формализацию процесса проектирования технологической оснастки для формообразования профиля в роликах. Так, в работе [Oesten U. Die kontinuirliche Fabrikation von Blechprofilen// Blech, Rohre, Profile. - 1979. - Vol. 26. - Nr. 3.-S. 112-116, c.15 и 16] указывается, что для изготовления швеллерных профилей требуется 4-7 пар роликов, для корытообразных - 6-10.
Несколько иной подход к определению числа переходов дан в работе [*Киути М. Современное состояние CAD/CAM в области профилирования в валках. // Сосэй то како. - 1986. - Том 27. - №300. - С.184-192 (Перевод с японского Б-100/3 от 27.10.87 г ТИП УССР)], где на основе опыта проектирования и внедрения процесссов профилирования фирмой “Хитачи киндзоку” сформулирован фактор формы профиля Ф в виде (*, стр. 21).
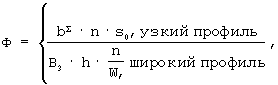
где bΣ - суммарная ширина подгибаемой полки; п - число зон сгиба; s0 - толщина профиля; В3, W - ширина заготовки и готового профиля соответственно; h - высота профиля.
На основе накопленного опыта построена графическая зависимость потребного числа переходов от значения фактора формы (*, стр. 22). Однако предложенный подход обладает рядом недостатков, которые выявились при попытке обобщения опыта проектирования и внедрения более 500 типоразмеров профилей в ФГУП “Ульяновский НИАТ” с помощью приведенного фактора формы и соответствующих ему графических зависимостей для определения числа переходов. Расхождение данных составляло от двух до четырех переходов. Это связано с рядом упущений при формулировке фактора формы. Во-первых, фактор формы должен служить своего рода критерием подобия, как, впрочем, и само потребное число переходов должно характеризовать группу профилей, имеющих примерно одинаковую категорию сложности. Такой показатель - критерий подобия - должен удовлетворять в приложении к профилированию следующим требованиям:
1. Он должен быть безразмерным (в работе [*] фактор формы имеет размерность площади или длины).
2. Он должен учитывать особенности оборудования (межклетьевое расстояние L) и базовые диаметры формующих роликов Do.
3. Он также должен учитывать влияние радиуса гиба, поскольку последний оказывает существенное влияние на поперечную жесткость профиля и число необходимых переходов, а также предельные значения конструктивных радиусов гиба, связанных с коррозионной стойкостью профилей.
4. Известно, что угол гиба профиля влияет в значительной степени на число переходов, однако этот важный показатель не учитывается в предложенной модели японских исследователей.
С учетом вышеприведенных требований и ряда состоятельных соображений авторами изобретения установлена эмпирико-аналитическая модель для определения оптимального числа переходов при изготовлении швеллерных и корытных профилей со скоростью, не превышающей 20 м/мин, на основе статистической обработки результатов проектирования и отработки 87 швеллерных и 42 корытных профилей в ФГУП “Ульяновский НИАТ”, специализирующемся в области создания технологий профилирования на протяжении 20 лет. Режимы подгибки полок были близки к режиму, определенному прототипом и ограничительной частью формулы заявляемого изобретения (отклонения не превышали 10%). Статистическую обработку данных осуществляли с помощью прикладных программ EXCEL-97 и MathCAD-2001 PRO. Потребное число переходов N определяется зависимостью

где К - коэффициент, учитывающий тип профиля и принимающий значения 3,0 и 2,0 для швеллерного и корытного профиля соответственно;
L - межклетьевое расстояние, мм;
b - ширина подгибаемой полки, мм;
α - угол подгибки боковой полки;
D0 - базовый диаметр нижнего формующего ролика, мм;
s0 - толщина стенки профиля, мм;
rд - конструктивно допустимый радиус зоны сгиба (мм) для данного материала, равный 1,0 s0 и 1,5 s0 для сталей и цветных сплавов соответственно;
rв - радиус гиба, мм;
ξ - параметр “стеснения” профиля, равный 2b/1г;
lг - длина горизонтальных участков на готовом профиле, мм;
n - число зон сгиба профиля.
Дополнительным эффектом применения разработанного способа является то, что формула для определения числа переходов может использоваться при проработке профиля на технологичность. При наличии парка профилегибочных станков можно заранее определить число потребных переходов, а следовательно, выбрать и подходящий вид станка при соответствии других параметров (номинальной мощности, межосевого расстояния). Таким образом можно избежать ошибки проектирования, связанной с выбором оборудования, что минимизирует производственные затраты.
Способ реализуется следующим образом. На основе заданных геометрических параметров профиля, подлежащего изготовлению, устанавливают параметры: b, α, s0, rв, n, 1г, ξ, затем для данного материала заготовки определяют rд, а исходя из характеристик предлагаемого оборудования находят величину межклетьевого расстояния L и базового диаметра нижнего формующего ролика по формуле D0=(d + 40) мм (d - диаметр рабочих валов профилегибочного станка). Величины L и d берут по паспорту станка. Далее вычисляют потребное число переходов по зависимости, приведенной в отличительной части формулы изобретения. Затем по расчетным зависимостям (ограничительная часть изобретения) определяют величины вертикальных смещений кромки, которые закладываются в схему формообразования при проектировании роликовых калибров. После изготовления, монтажа и настройки роликов на профилегибочном станке заготовку подают в направляющее устройство, а затем в первую формующую пару роликов, после чего деформированную в соответствии с применяемой схемой заготовку подают за счет встречного вращения роликов очередной клети в калибры последующих переходов, а из окончательного перехода - в правильное устройство, обеспечивающее прямолинейность изготавливаемого профиля (устранение или уменьшение его продольного прогиба).
По предлагаемому способу изготавливали швеллерный профиль размером 90×28×0,8 мм и корытный профиль размером 90×40×20×0,8 мм из оцинкованной стали с радиусами гиба 1,5 мм, суммарными углами подгибки 90 градусов на шестиклетьевом станке ГПС-300М6 с диаметром рабочих валов 50 мм и межклетьевым расстоянием 400 мм при скорости профилирования 12 м/мин. Результаты расчетов и параметры качества профилей сведены в таблицу.
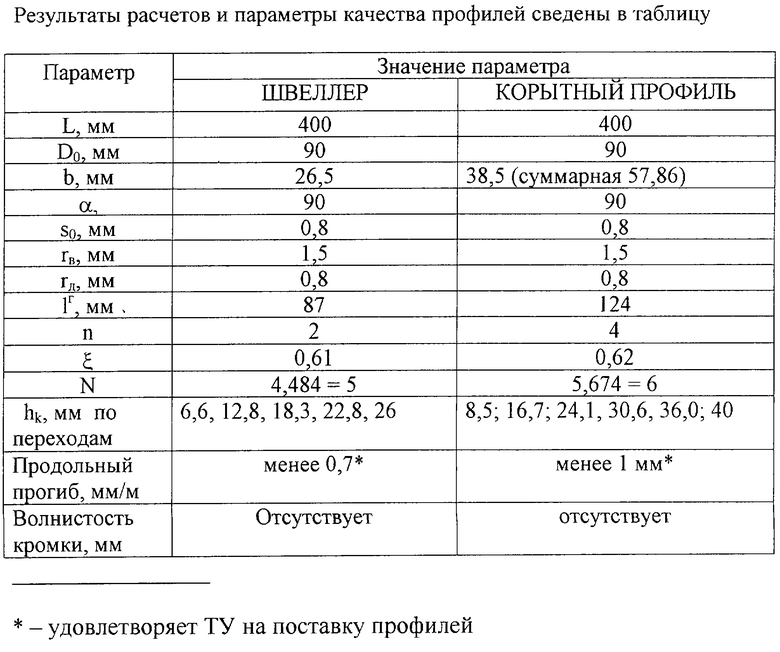
Таким образом, для предлагаемого способа подтверждена возможность его осуществления, следовательно, заявленное изобретение соответствует условию "промышленная применимость".
Способ может быть использован при разработке технологии и производстве гнутых тонкостенных профилей симметричных сечений швеллерного и корытного типов с большими размерами горизонтальных и боковых полок, широко применяемых в строительной индустрии.
Реализация изобретения не оказывает вредных воздействий на окружающую среду.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТЫХ ПРОФИЛЕЙ С ГОФРАМИ ЖЕСТКОСТИ В ДОННОЙ ЧАСТИ | 2001 |
|
RU2220802C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СИММЕТРИЧНЫХ ПРОФИЛЕЙ | 2002 |
|
RU2222402C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОРЫТНОГО ПРОФИЛЯ | 2001 |
|
RU2201829C2 |
| СПОСОБ ПРОФИЛИРОВАНИЯ ТОНКОСТЕННЫХ ПРОФИЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2236319C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТОГО ТОНКОСТЕННОГО ПРОФИЛЯ ШВЕЛЛЕРНОГО ТИПА | 2008 |
|
RU2386508C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШВЕЛЛЕРОВ ПРЕИМУЩЕСТВЕННО ИЗ МАТЕРИАЛОВ С ПОКРЫТИЕМ | 2004 |
|
RU2296025C2 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ ПРОФИЛЕЙ ПРОФИЛИРОВАНИЕМ ПЛОСКИХ ЗАГОТОВОК | 2005 |
|
RU2286860C2 |
| СПОСОБ ПРОФИЛИРОВАНИЯ ТОНКОСТЕННЫХ ПРОФИЛЕЙ ИЗ ПЛОСКИХ ЗАГОТОВОК НА ЭТАПЕ ПРЕДВАРИТЕЛЬНОГО ФОРМООБРАЗОВАНИЯ И УНИВЕРСАЛЬНОЕ УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2300436C2 |
| СПОСОБ ФОРМОВКИ ГНУТЫХ КОРЫТНЫХ ПРОФИЛЕЙ | 2004 |
|
RU2256524C1 |
| Способ изготовления корытных гнутых профилей | 1990 |
|
SU1755995A1 |
Изобретение относится к обработке металлов давлением и может быть использовано при разработке технологии и производстве гнутых тонкостенных профилей симметричных сечений швеллерного и корытного типов с большими размерами горизонтальных и боковых полок. Способ включает последовательную гибку заготовки со смещением ее кромки в вертикальной плоскости на расстояния, определяемые по приведенной формуле. Общее число переходов N при скорости профилирования до 20 м/мин определяют с учетом округления до ближайшего целого числа с превышением по приведенной формуле. В результате обеспечивается повышение качества профилей за счет предотвращения кромковой волнистости в процессе производства и снижение производственных затрат на стадии технологической подготовки производства и отработки технологии. 1 табл.
Способ изготовления широкополочных швеллерных и корытных симметричных тонкостенных профилей в роликах, включающий последовательную гибку заготовки со смещением ее кромки в вертикальной плоскости на расстояния, определяемые по формуле
где hk - высота подъема кромки на текущем переходе k;
b - ширина подгибаемой полки, мм;
N - общее число переходов;
α - суммарный угол подгибки, град.,
отличающийся тем, что общее число переходов N при скорости профилирования до 20 м/мин определяют с учетом округления до ближайшего целого числа с превышением по формуле

где К - коэффициент, учитывающий тип профиля и принимающий значения 3,0 и 2,0 для швеллерного и корытного профиля соответственно;
L - межклетьевое расстояние, мм;
D0- базовый диаметр нижнего формующего ролика, мм;
s0 - толщина стенки профиля, мм;
rд - конструктивно допустимый радиус зоны сгиба для данного материала, равный 1,0s0 и 1,5s0 для сталей и цветных сплавов соответственно, мм;
rв - радиус гиба, мм;
ξ - параметр “стеснения” профиля, равный 2b/1г;
1г - длина горизонтальных участков на готовом профиле, мм;
n - число зон сгиба профиля.
| Способ изготовления гнутых профилей | 1984 |
|
SU1169772A1 |
| Способ изготовления сортовых гнутых профилей | 1985 |
|
SU1291237A1 |
| СПОСОБ ИЗГОТОВ.ЛЕНИЯ ГНУТБ1Х ПРОФИЛЕЙ | 0 |
|
SU309761A1 |
| СПОСОБ ПРОИЗВОДСТВА ГНУТОГО КОРЫТНОГО ПРОФИЛЯ | 1994 |
|
RU2063282C1 |
| GB 1245185, 08.09.1971. | |||

