Изобретение относится к обработке металлов давлением, в частности к производству тонкостенных профилей в роликах профилегибочного стана и может быть использовано при производстве гнутых тонкостенных профилей, преимущественно симметричных профилей швеллерного и корытного типа с большими размерами горизонтальных и боковых полок, имеющих гофры жесткости в донной части (на стенке профиля), для нужд транспортного и сельскохозяйственного машиностроения, а также авиационной, автомобильной промышленности и строительства.
Заявляемое изобретение направлено на решение народнохозяйственной задачи, заключающейся в повышении качества за счет предотвращения кромковой волнистости и увеличения жесткости профиля, а также в расширении технологических возможностей процесса формообразования за счет расширения номенклатуры профилей и получения радиусов сопряжения гофр со стенкой меньше допустимого.
Известен способ (по а.с. СССР 1169772, В 21 D 5/06 от 30.07.85. Бюл. 28. Способ изготовления гнутых профилей проката), согласно которому, с целью повышения качества проката путем уменьшения волнистости кромок и продольного прогиба, кромки заготовки смещают в вертикальной плоскости на расчетные расстояния.
Однако данный способ не пригоден для производства профилей с большой шириной полки из-за кромковой волнистости, которая возникает в процессе традиционного профилирования при ширине полки более 40...50 толщин материала заготовки (Кокадо Д., Онода Е. "О возникновении кромковой волнистости при холодном профилировании дуговых желобчатых сечений с боковыми фланцами. // Перевод ВЦП научно-технической литературы и документации А67428, М., 1978 г., 31 с; с.2, рис.19).
Известен способ (по патенту РФ 1431158, кл. В 21 D 5/06, 13/10 от 15.12.94. Бюл. 23. Способ производства гнутых профилей проката типа швеллеров с гофрами жесткости. /Антипанов В.Г., Гридневский В.И., Кочубеев В.Н. и др. ) производства гнутых профилей проката типа швеллеров с гофрами жесткости, в котором с целью повышения качества профилей за счет исключения трещинообразования у основания гофр и предупреждения волнистости подгибаемых полок формование гофров осуществляют в предчистовом проходе.
Этот способ принят нами за прототип. У прототипа и заявляемого изобретения имеются следующие сходные существенные признаки:
1. Подгибку полок осуществляют по переходам.
2. Окончательное оформление гофр осуществляют в предчистовом переходе.
Недостатком известного способа, является то, что в известном способе подгибку полок к предчистовому переходу производят на угол, близкий к заданному (80 градусов при заданном угле 90 градусов), однако именно подгибка полки является причиной продольной деформации, приводящей к кромковой волнистости. Полученная на первых 3 - 5 переходах продольная деформация полок не может быть компенсирована без соответствующего деформирования донной части заготовки и, следовательно, при ширине полки более 40 толщин исходной заготовки известный способ не позволяет получать качественный профиль. При изготовлении корытных профилей наличие горизонтальных полок еще более увеличивает ширину подгибаемой полки, что приводит к увеличению ее продольной деформации. Это является существенным технологическим ограничением в процессах формообразования профилей указанного типа.
Известный способ не позволяет получать профили с радиусами сопряжения гофр с плоскостью стенки существенно менее допустимого радиуса гибки для данного материала заготовки с целью повышения жесткости профиля, поскольку формообразование гофр за один переход происходит за счет вытяжки материала, т. е. растянутая зона участка сопряжения получает дополнительную деформацию растяжения, а следовательно, создаются менее благоприятные условия деформирования по сравнению со свободной гибкой, для которой определены допустимые радиусы гиба. Кроме того, известный способ не позволяет получение гофр жесткости большой высоты, которые могут быть изготовлены за несколько переходов (формообразование в один переход приводит к разрушению заготовки или поперечному рифлению).
Техническая задача, решаемая данным изобретением, заключается в предотвращении кромковой волнистости подгибаемых полок, расширении технологических возможностей процесса формообразования и повышении жесткости профиля.
Эта задача решается совокупностью уже существующих и новых существенных признаков.
Сущность изобретения заключается в равномерной подгибке полок с удержанием их нормальной скользящей силой от депланации в межклетьевом пространстве и равномерной формовке гофр жесткости по высоте с радиусами сопряжения со стенкой не менее допустимого радиуса для данного материала до предчистового перехода, в котором производят осадку гофра с одновременным обжатием донной части будущего профиля на величину 0,05 толщины заготовки с калибровкой профиля в чистовом переходе.
Технический результат предлагаемого решения заключается в предотвращении кромковой волнистости в процессе формообразования тонкостенных широкополочных профилей за счет удержания подгибаемых полок от депланации в межклетьевом пространстве и разгрузки полок в предчистовом переходе путем обжатия донной части заготовки, в расширении технологических возможностей процесса за счет обеспечения возможности формообразования швеллеров большой высоты и широкополочных корытных профилей, в повышении жесткости профиля за счет уменьшения радиусов сопряжения гофр с донной частью профиля.
Указанный технический результат при осуществлении изобретения достигается тем, что в известном способе подгибку полок профиля и формовку гофр на горизонтальной стенке осуществляют по переходам с окончательным оформлением гофр в предчистовом переходе. Особенность предлагаемого способа состоит в том, что формовку гофр производят до предчистового перехода равномерно с приложением нормального скользящего усилия к полкам в межклетьевом пространстве на расстоянии 1/3 ширины полки от их торцов, а предварительно сформованные к предчистовому переходу гофры с радиусами сопряжения не менее допустимых, осаживают в предчистовом переходе до конечной высоты с одновременным обжатием донной части заготовки на величину, равную 0,05 толщины заготовки, и проводят калибровку профиля в чистовом переходе.
Предотвращение кромковой волнистости достигается за счет равномерности подгибки полок и формовки гофр жесткости по переходам (что создает благоприятные условия для сохранения плоскостности полки в отличие от формовки гофр жесткости только в одном переходе, так как резкая утяжка материала является своего рода катализатором потери устойчивости полки), а также за счет предотвращения депланации подгибаемых полок в межклетьевом пространстве. Приложение нормального усилия к полкам, имеющим продольную деформацию растяжения, позволяет произвести их частичную разгрузку на предварительных переходах за счет продольного изгиба всего профиля в межклетьевом пространстве, повышая жесткость сечения путем приложения нормальной скользящей силы к полкам, а на предчистовом переходе различие деформаций стенки и полок уменьшают за счет поперечного обжатия стенки и осадки гофр жесткости.
Расширение технологических возможностей процесса достигается за счет обеспечения условий бездефектного формообразования профилей с шириной полок более 40...50 толщин материала путем приложения скользящей силы к подгибаемым полкам, а также за счет обеспечения условий формообразования гофр жесткости значительной высоты и форм, отличных от дуговой (например, прямоугольных, треугольных гофр), с радиусами сопряжения меньшими, чем допустимые для заготовки данного материала и толщины путем равномерного формообразования профиля гофр по переходам с последующей осадкой их в предчистовом переходе для уменьшения радиуса сопряжения с обжатием донной части заготовки для предотвращения перемещения материала в поперечном направлении и придания продольной деформации стенке с целью уменьшения разности продольных деформаций полок и стенки. Предлагаемый способ позволяет изготавливать по этой схеме и профили корытного типа.
Повышение жесткости профиля достигается за счет уменьшения радиусов сопряжения гофр и стенки путем осадки последних в стесненных условиях, которые создают за счет поперечного обжатия стенки на 0,05 толщины заготовки в предчистовом переходе.
Дополнительным техническим эффектом может быть также уменьшение числа переходов (на 1-3 перехода при ширине полок от 40 до 80 толщин заготовки), что предполагает уменьшение технологических затрат.
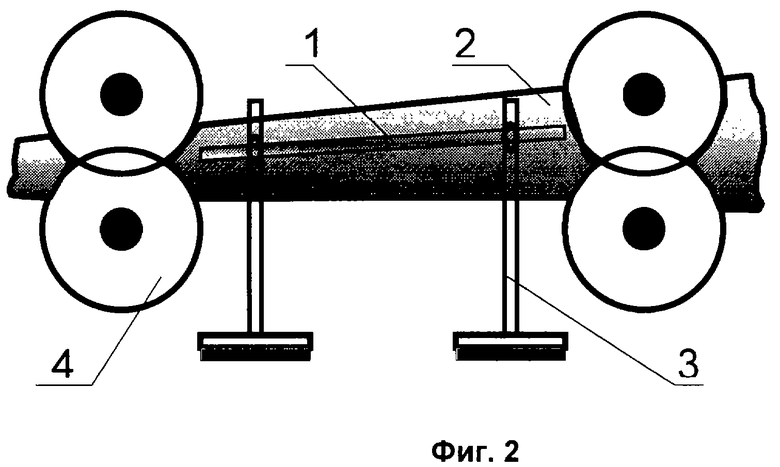
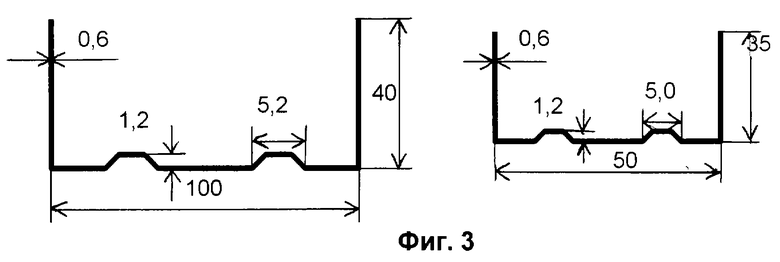
На фиг.1 представлена схема формообразования профиля с гофрами жесткости в донной части; на фиг.2 - схема проводки для обеспечения приложения скользящей силы в межклетьевом пространстве; на фиг.3 - сечения профилей, изготовленные в ФГУП "Ульяновский НИАТ" по заявляемому способу.
Способ осуществляют в следующей последовательности (фиг.1). Заготовку со срезанными углами для улучшения захода в ролики подают в первую, а затем последующие клети (поз.1 фиг.1), где осуществляют подгибку полок на равные углы по переходам, при этом гофры жесткости формуют с равной высотой до предчистового перехода включительно. При этом в межклетьевых пространствах на полку воздействуют скользящими нормальными силами со стороны прямолинейных, преимущественно круглой формы сечения проводок, установленных на уровне соответствующих линий роликовых калибров (на расстоянии 1/3 ширины заготовки от кромки полки). Отработка технологии производства широкополочных швеллеров в ФГУП "Ульяновский НИАТ" показывает, что при расположении линейной проводки на расстоянии менее 1/4 ширины полки от ее торца для некоторых профилей проводит к изгибу полки в продольном направлении (уменьшение жесткости сечения, выход из-под проводки), а при установке на расстоянии порядка половины ширины полки и более от торца полки не происходит удержания периферийных участков полки от депланации. Данные закономерности установлены при формообразовании 16 широкополочных профилей швеллерного типа из общей номенклатуры освоенных швеллерных профилей в количестве более 80 единиц.
В предчистовм переходе осуществляют догибку профиля на заданный угол боковыми сторонами формующего ролика, а за счет задания калибра ролика и регулировки зазора производят обжатие прямолинейных и угловых участков профиля на величину 0,05 толщины заготовки, что с учетом плоской деформации εп+εн = 0, где εп - продольная деформация; εн - деформация по толщине) и поправки на упругие составляющие и жесткость инструмента обеспечивает величину продольной деформации порядка 1...1,5% (при величине накопленной деформации в периферийных участках полок не более 1,5...2,5%), а осадка гофр на величину Δh в условиях стесненного изгиба дает возможность получить радиусы сопряжения менее допустимых при обычной гибке. Предельными значениями для радиусов сопряжения гофр со стенкой во избежание разрушения материала при стесненном изгибе служат значения 0,1...0,2 толщины заготовки; высота гофр во избежание необходимости увеличения числа переходов не должна превышать 15...20 толщин материала.
Дополнительным эффектом при этом является отсутствие пружинения, поскольку угловая зона подвергается дополнительной пластической деформации обжатия.
Чистовой переход в заявляемом способе является калибрующим, однако основная его функция - задание направления движения профиля с целью обеспечения прямолинейности и создание благоприятных условий прераспределения напряжений и деформаций по сечению профиля в предчистовом переходе. Между предчистовым и чистовым проходами нормальную силу в межклетьевом пространстве не прикладывают, поскольку депланация полок отсутствует.
Предлагаемый способ позволяет получать качественные профили с шириной подгибаемых полок до 70...80 толщин заготовки в пределах шести технологических переходов.
Дополнительным устройством для реализации заявляемого технического решения служат межклетьевые проводки (фиг.2), выполняемые, например, в виде цилиндрических стержней 1, обеспечивающих приложение скользящей силы к заготовке 2 и устанавливаемых на кронштейнах 3 с возможностью регулировки их пространственного положения между роликами 4.
Примеры конкретного исполнения. Изготовляли профили швеллерного типа размером 100х40х0,6 мм и 50х35х0,6 мм (фиг.3) за шесть и четыре перехода соответственно. Продольный прогиб не превышал 0,6 мм/м, кромковая волнистость отсутствовала.
Таким образом, изложенные сведения свидетельствуют о промышленной применимости заявляемого технического решения, которое может быть использовано при производстве гнутых тонкостенных профилей, преимущественно симметричных профилей швеллерного и корытного типа с большими размерами горизонтальных и боковых полок, имеющих гофры жесткости в донной части (на стенке профиля), для нужд транспортного и сельскохозяйственного машиностроения, а также авиационной промышленности, автомобильной промышленности и строительства.
Заявляемое изобретение не оказывает отрицательных воздействий на состояние окружающей среды.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ КОРЫТНОГО ПРОФИЛЯ | 2001 |
|
RU2201829C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СИММЕТРИЧНЫХ ПРОФИЛЕЙ | 2002 |
|
RU2222402C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШИРОКОПОЛОЧНЫХ ШВЕЛЛЕРНЫХ И КОРЫТНЫХ СИММЕТРИЧНЫХ ТОНКОСТЕННЫХ ПРОФИЛЕЙ В РОЛИКАХ | 2002 |
|
RU2228232C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТОГО ТОНКОСТЕННОГО ПРОФИЛЯ ШВЕЛЛЕРНОГО ТИПА | 2008 |
|
RU2386508C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТЫХ ЗЕТОВЫХ ПРОФИЛЕЙ | 1992 |
|
RU2065791C1 |
| Способ изготовления корытных гнутых профилей | 1990 |
|
SU1755995A1 |
| Способ изготовления коробчатых профилей с продольным гофром на горизонтальной стенке | 1990 |
|
SU1731349A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НЕСИММЕТРИЧНОГО ГНУТОГО ПРОФИЛЯ КОРЫТНОГО ТИПА | 1992 |
|
RU2040998C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛУЗАМКНУТЫХ ГНУТЫХ ПРОФИЛЕЙ | 1992 |
|
RU2025163C1 |
| СПОСОБ ПРОФИЛИРОВАНИЯ ТОНКОСТЕННЫХ ПРОФИЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2236319C2 |
Изобретение относится к обработке металлов давлением, в частности к производству тонкостенных профилей в роликах профилегибочного стана. Способ включает подгибку полок профиля и формовку гофр в донной части по переходам с окончательным оформлением гофр в предчистовом переходе. Подгибку полок и формовку гофр производят до предчистового перехода равномерно с приложением нормального скользящего усилия к полкам в межклетьевом пространстве на расстоянии 1/3 ширины полки от их торцов. Предварительно сформованные к предчистовому переходу гофры с радиусами сопряжения не менее допустимых осаживают в предчистовом переходе до конечной высоты. Одновременно с осаживанием производят обжатие донной части заготовки на величину, равную 0,05 толщины заготовки, и проводят калибровку профиля в чистовом переходе. В результате обеспечивается предотвращение кромковой волнистости подгибаемых полок. 3 ил.
Способ изготовления гнутых профилей с гофрами жесткости в донной части, включающий подгибку полок профиля и формовку гофр в донной части по переходам с окончательным оформлением гофр в предчистовом переходе, отличающийся тем, что подгибку полок и формовку гофр производят до предчистового перехода равномерно с приложением нормального скользящего усилия к полкам в межклетьевом пространстве на расстоянии 1/3 ширины полки от их торцов, а предварительно сформованные к предчистовому переходу гофры с радиусами сопряжения не менее допустимых осаживают в предчистовом переходе до конечной высоты с одновременным обжатием донной части заготовки на величину, равную 0,05 толщины заготовки, и проводят калибровку профиля в чистовом переходе.
| СПОСОБ ПРОИЗВОДСТВА ГНУТЫХ ПРОФИЛЕЙ ПРОКАТА ТИПА ШВЕЛЛЕРОВ С ГОФРАМИ ЖЕСТКОСТИ | 1986 |
|
RU1431158C |
| Способ изготовления гнутых профилей проката | 1980 |
|
SU978972A1 |
| Способ изготовления корытных гнутых профилей | 1990 |
|
SU1755995A1 |
| СПОСОБ ПРОИЗВОДСТВА ГНУТЫХ ПРОФИЛЕЙ | 1992 |
|
RU2036737C1 |
| Токосъемное устройство для термометрирования вращающихся объектов | 1985 |
|
SU1320856A1 |

