(54) СПСХЗОБ ИЗГОТОВЛЕНИЯ ВТУЛОК С ФЛАНЦАМИ И СТУПИЦАМИ
ну 8. Матрица 4, пуансон-оправка 5 и пружина 8 смонткрозакы на верхней плите штампа 9, остальные детали - на нижней плите 10.
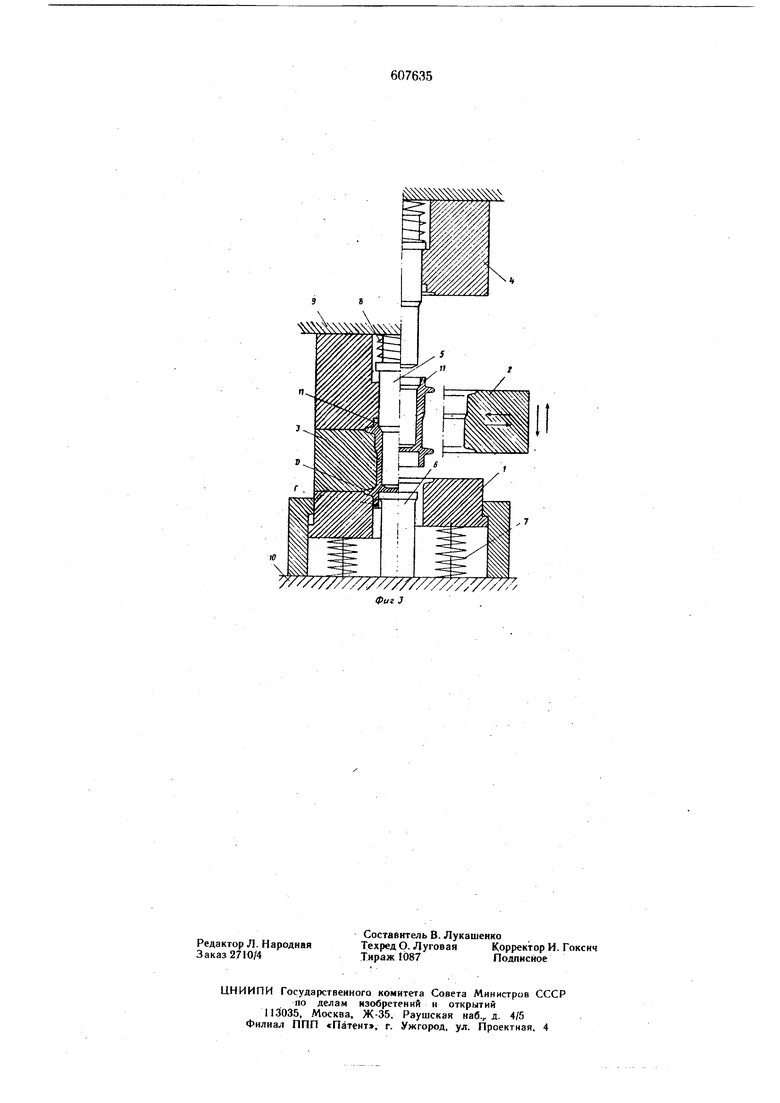
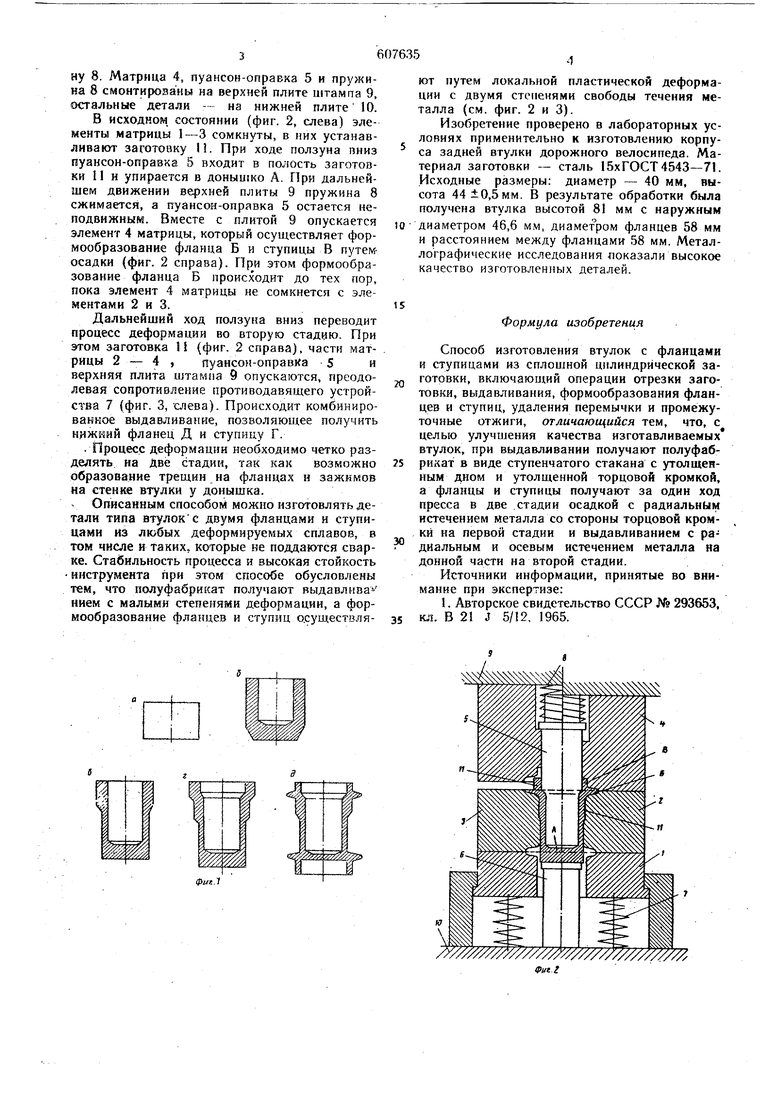
В исходном состоянии (фиг. 2, слева) элементы матрицы 1-3 сомкнуты, в них устанавливают заготовку П. При ходе ползуна вниз пуансон-оправка 5 входит в полость заготовки II н упирается в донышко А. При дальнейшем движении верхней плиты 9 пружина 8 сжимается, а пуансон-оправка 5 остается неподвижным. Вместе с плитой 9 опускается элемент 4 матрицы, который осуществляет формообразование фланца Б и ступицы В путем осадки (фиг. 2 справа). При этом формообразование фланца Б происходит до тех пор, пока элемент 4 матрицы не сомкнется с элементами 2 и 3.
Дальнейший ход ползуна вниз переводит процесс деформации во вторую стадию. При этом заготовка I (фиг. 2 справа), части матрицы 2 -- 4 , пуансон-оправка 5 и верхняя плита штампа 9 опускаются, преодолевая сопротивление аротиводавящего устройства 7 (фиг. 3, слева). Происходит комбинированное выдавливание, позволяющее получить нижний фланец Д и ступицу Г.
.Процесс деформации необходимо четко разделять на Две стадии, так как возможно образование трещин на фланцах и зажимов на стенке втулки у донышка. V Описанным способом можно изготовлять детали типа втулокс двумя фланцами н ступицами из любых деформируемых сплавов, в том числе и таких, которые не поддаются сварке. Стабильность процесса и высокая стойкость инструмента при этом способе обусловлены тем, что полуфабрикат получают выдавлива нием с малыми степенями деформации, а формообразование фланцев и ступиц осуществляют путем локальной пластической деформации с двумя степенями свободы течения металла (см. фиг. 2 и 3).
Изобретение проверено в лабораторных условиях применительно к изготовлению корпуса задней втулки дорожного велосипеда. Материал заготовки - сталь 15хГОСТ4543-71. Исходные размеры: диаметр - 40 мм, высота 44 ±0,5 мм. В результате обработки была получена втулка высотой 81 мм с наружным диаметром 46,6 мм, диаметром фланцев 58 мм и расстоянием между фланцами 58 мм. Металлографические исследования доказали высокое качество изготовленных деталей.
Формула изобретения
Способ изготовления втулок с фланцамн и ступицами из сплошной цилиндрической заготовки, включающий операции отрезки заготовки, выдавливания, формообразования фланцев и ступиц, удаления перемычки и промежуточные отжиги, отличающийся тем, что, с целью улучшения качества изготавливаемых втулок, при выдавливании получают полуфабрикат в виде ступенчатого стакана с утолщенным дном и утолщенной торцовой кромкой, а фланцы и ступицы получают за один ход пресса в две стадии осадкой с радиальным истечением металла со стороны торцовой кромки иа первой стадии и выдавливанием с радиальным и осевым истечением металла на донной части на второй стадии.
Источники информации, принятые во внимание при экспертизе:
1. Авторское свидетельство СССР № 293653, кл. в 2 J 5/12, 1965.
Фиг л
7
/У///////// ////
Фт1
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК ТИПА КРЫШЕК ИЛИ ДНИЩ | 2013 |
|
RU2567416C2 |
| Штамп для изготовления деталей типа втулок | 1976 |
|
SU656729A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ФЛАНЦЕВЫХ ПОКОВОК | 2002 |
|
RU2217262C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ТИПА ВТУЛОК, ИМЕЮЩИХ СКВОЗНУЮ ПОЛОСТЬ И НАРУЖНУЮ ПОВЕРХНОСТЬ С ПЕРЕМЕННЫМ ВДОЛЬ ОСИ СЕЧЕНИЕМ | 2005 |
|
RU2308347C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБКАТЫВАНИЕМ ОСЕСИММЕТРИЧНЫХ ИЗДЕЛИЙ | 1995 |
|
RU2085321C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ ТИПА ВТУЛОК | 2009 |
|
RU2422237C1 |
| ШТАМП ДЛЯ ВЫДАВЛИВАНИЯ ДЕТАЛЕЙ С ГЛУХОЙ ПОЛОСТЬЮ (ВАРИАНТЫ) | 1998 |
|
RU2125497C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ФЛАНЦЕВЫХ ПОКОВОК | 2000 |
|
RU2169632C1 |
| СПОСОБ ПОЛУЧЕНИЯ ГИЛЬЗ ПАТРОНОВ СТРЕЛКОВОГО ОРУЖИЯ | 1996 |
|
RU2113309C1 |
| Способ изготовления изделий типа стержня с фланцем | 1979 |
|
SU1171174A1 |