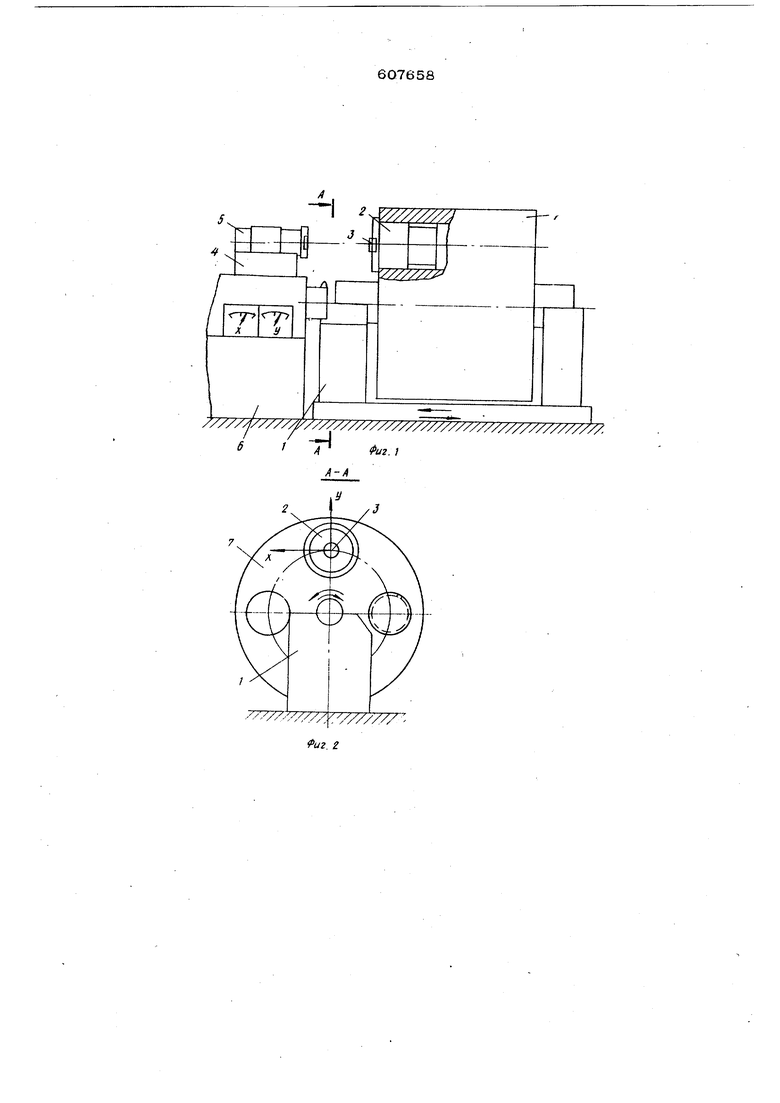
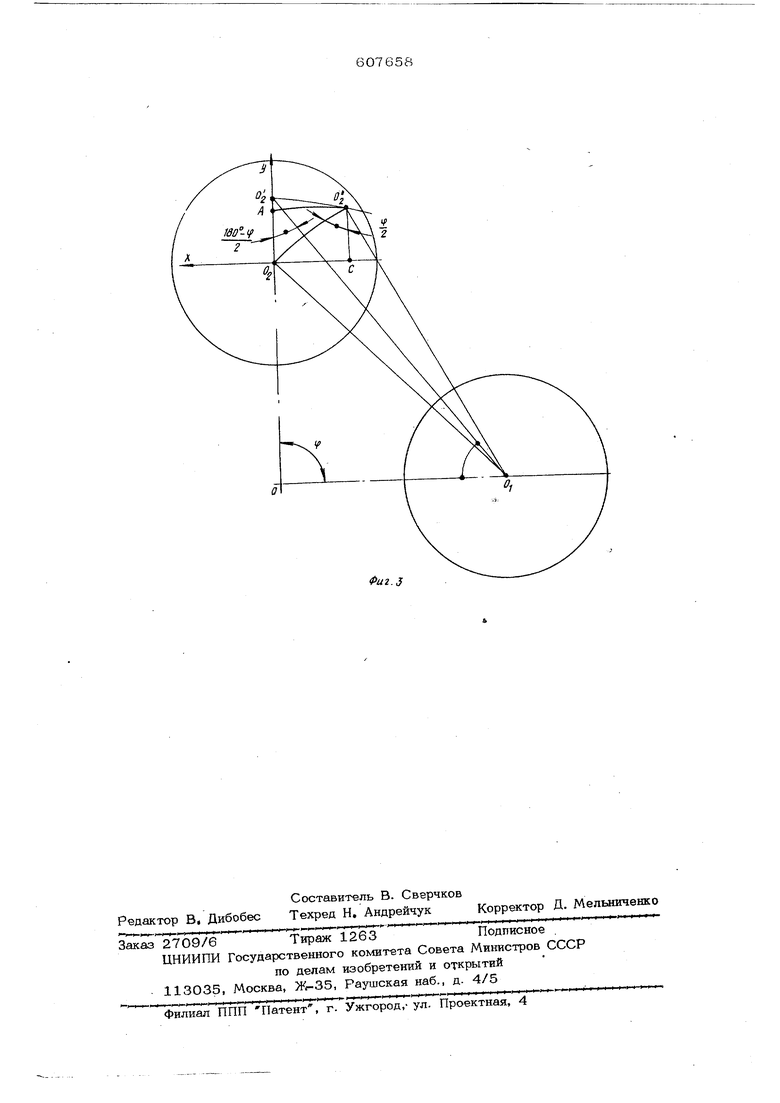
(54) СПОСОБ УГЛОВОГО ПОЗИЦИОНИРОВАНИЯ ЦИЛИНДРИЧЕСКОЙ ДЕТАЛИ верхностэй, что приводит к погрешности взйпк-гного их расположения. Положение обрабатываамой псверхности устанавливается на OCHOBS показаний двух или более разнохарактерных, имеющих свои собственные погрешности систем отсчета, что вносит дополнитальную погрешность пр позиционировании. изобретекин - повышение точности углового позиционирования при чистовой об- работкэ детали, расположенных параллельно ее оси. о Для ciToro согласно предлагаемому способу обрабатывают начисто одно из отверстий, устанавливпк/г в него марку с двухкоординатнык5 фотоприемником, поворачиваю деталь до совме1г;ения фотометрических осе фотоприэмника г излучателя к при отклонении оси обработанного отв-рстия от номинального по одной координате доворачивают деталь на дополнительный угол, величина которого зависит от величины этого отклонения, после чего обрабатыв 1ют следующее ojB ерсти S. На фиг. 1 изображено устройство для ре лизации описываемого способа; на фиг. 2 разрез А-А на фиг. 1; на фиг. 3 - схема введения коррекций при позиционировании. В призму 1 устанавливают образцовую деталь (на че{. не показана), которая выставляется в рабочее .положение (ось одного отверстия детали соисгяиается с осью расточного шпинделя). Вс второе, рядом расположенное отверстие вставляется раз;1;имная втулка 2, совмещающая автоматически при разжима . ось с осью отверс тия. На торца paзжи, ной втулки устсиювлен координатный фотсприемник 3 так, что эго фотометрическая ось совпадает с осьювтул ки. На станине станка 4 устанавливают излучатель 5 узкого пучка света, при этом его фотометрический, центр совмещают с фотометрическим центром координатного фотоприемника. При освещении координатногО фотоприемника 3 лучом света, по каждой координате должен,, быть нулевой сигнал, который фиксируется на показывающих приборах электронного блока 6. В таком положении закрепляют излучатель 5 и устройство готово к работе. Излучатель 5 выставляют по образцовой детали, на партию обрабатываемых деталей. Сняв образцовую деталь, в призме 1 устанавливают обрабатываемую деталь 7, выставляют ее в рабочую позицию для обра ботки первого отверстия vi закрепляют. Отверстие растачивают. В обработанное отвер Т119 встггвляют разжимную втулку и перемещают дс;таль во вторую позицию, грубо выставив второе необработашюе отверстие относительно иигаиделя, В этом положении оси фотоприемника 3 грубо ориентируют в вертикальном и горизонтальном положениях, а разжимную втулку закрепляют в отверстии.Обрабатываемую деталь перемещают в положет{е, в котором по одной из координатных осей выходной сигнал постигает н левого значения. Направление и величину доворота выбирают из условия достижеыш равенства относительно расположения осей отверстий на обрабатывс емой и эталонной деталях. Например, при пере.мещении детали 7 произошло совмещение в горизонтальном направлении фгтометричсской оси излучателя 5 но координате X (фиг. З). По координата У показываюи;им прибором электронного блока 6 зафиксировано смещение на величи)у бу . Деталь 7 доворачивакТ в обратном нап.равлйнии но оси X на величину 8 X. , равную Коаф(;.ициент К устанавливается в зависимости от угла ф взаимного положения и двух отверстий. Точка О2 является новым положением центра Ол после- доаорота детали на величи1гу ОлС но координате X (фиг. З). Значение 8v 0„ On практически не изме„« л А няет своей внлттчины, так как 0 А величина второго порядка aлocти по сравнению сбу. Поэтому можно принять Йу . Из треугольника OjOo С , в котором о 2 с ; б у , :угол о 2 о 2 с Ср/2, 0,C 5ytgf . Коэффициент получим К равен tg | . Фо1;мула изобретения Способ углового позиционирования цилиндрической детали, базируемой в неподвижной призме, осуществляемый путем поворота детали относительно собственной оси , отличающийся тем, что, с целью повышения точности позиционирования при чистовой обработке отверстий детали , расположенных параллельно ее оси, обрабатывают начисто одно из отверстий, устана1Вливают в него дву ;коордииатны 1 фотоприем- ник, поворачпвак;т деталь до совмещения фотометрических осей фотоприекнкка и излучателя и при отклонении осей от номинального по одной координате, доворачивают деталь на дополнительный угол, величина которого определяется величиной отклонения, после чего обрабатывают следующее отверстие. Источники информации, принятые во внимание при экспертизе: 1. Авторское свидетельство СССР № 5343О8, кл. В 23 В 25/О6, 1976.
//////1///// /////////////////////////////////////////.
6I . }
A-A У
Фиг.з
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ углового позиционирования цилиндрической детали | 1975 |
|
SU534308A1 |
| Устройство для контроля отклонений от соосности двух отверстий относительно общей оси | 1989 |
|
SU1742613A1 |
| ОПТИЧЕСКОЕ УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ ДИАМЕТРОВ ДЕТАЛЕЙ | 2006 |
|
RU2348007C2 |
| СПОСОБ ИЗМЕРЕНИЯ ОТКЛОНЕНИЙ РАССТОЯНИЯ МЕЖДУ ПЕРЕКРЕЩИВАЮЩИМИСЯ ОСЯМИ НАРУЖНОЙ И ВНУТРЕННЕЙ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ | 1997 |
|
RU2125707C1 |
| СПОСОБ СВЕТОЛУЧЕВОЙ ОБРАБОТКИ ДЕТАЛИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2086377C1 |
| Способ измерения формы деталей, изогнутых из листового металлопроката, и устройство для его осуществления | 2018 |
|
RU2685793C1 |
| СПОСОБ АСТРОИНЕРЦИАЛЬНОЙ НАВИГАЦИИ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2010 |
|
RU2442108C1 |
| Измерительная головка | 1990 |
|
SU1780930A1 |
| СПОСОБ РАЗНОСТНОГО ИЗМЕРЕНИЯ ОТКЛОНЕНИЯ ОТ КРУГЛОСТИ | 2002 |
|
RU2239785C2 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ ВОЛОКОННЫМ ЛАЗЕРОМ ОБЪЕМНЫХ ДЕТАЛЕЙ | 2008 |
|
RU2386523C1 |