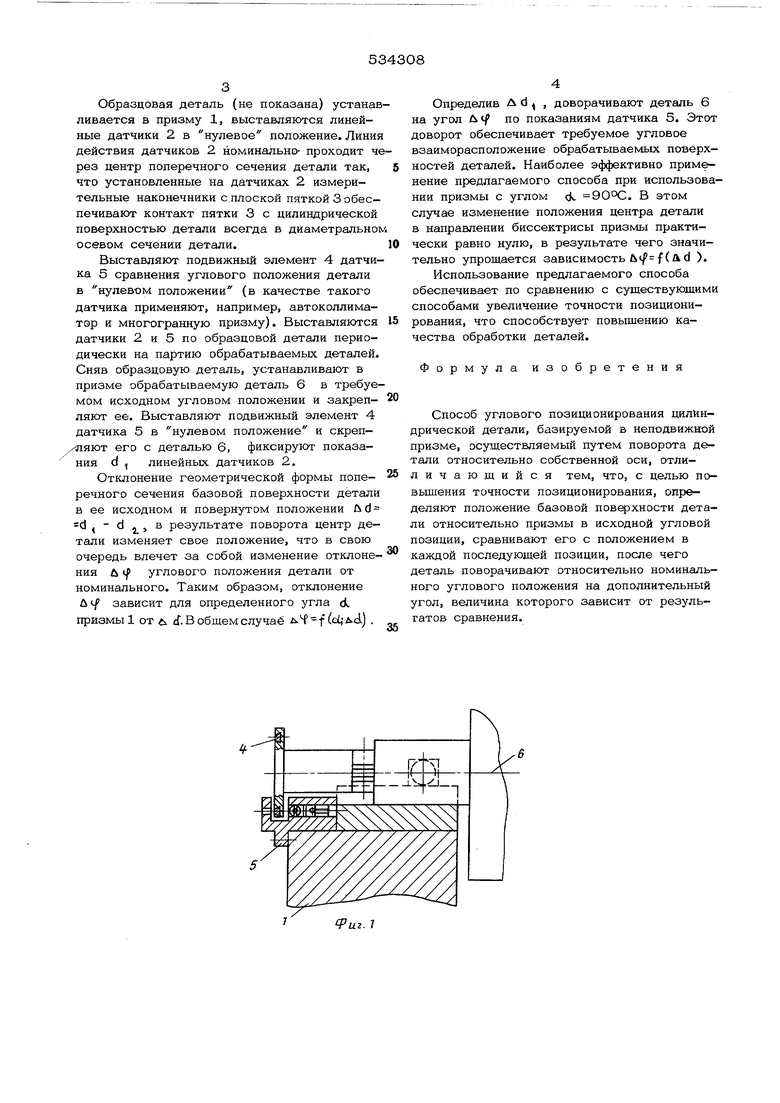
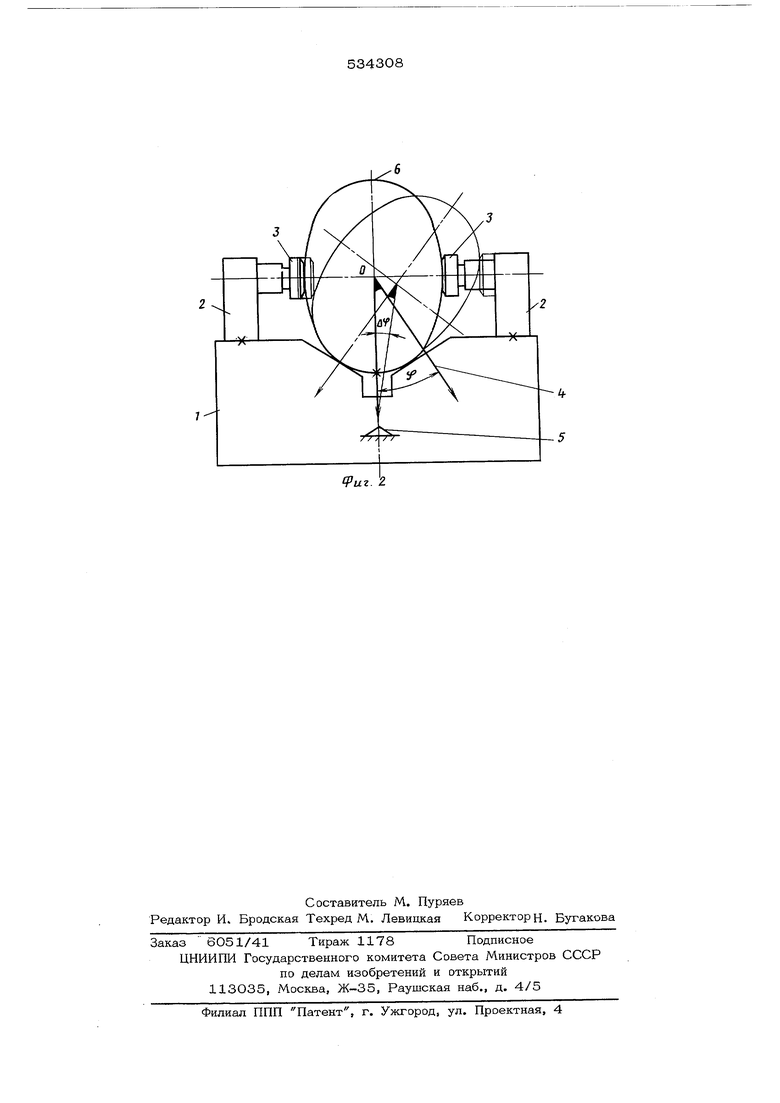
Образцовая деталь (не показана) устанав ливается в призму 1, выставляются линейные датчики 2 в нулевое положение. Линия действия датчиков 2 номинально- проходит че рез центр поперечного сечения детали так, что установленные на датчиках 2 измерительные наконечники с плоской пяткой 3 обеспечивают контакт пятки 3 с цилиндрической поверхностью детали всегда в диаметральном осевом сечении детали. Выставляют подвижный элемент 4 датчика 5 сравнения углового положения детали в нулевом положении (в качестве такого датчика применяют, например, автоколлиматэр и многогранную призму). Выставляются датчики 2 и 5 по образцовой детали периодически на партию обрабатываемых деталей. Сняв образцовую деталь, устанавливают в призме обрабатываемую деталь 6 в требуемом исходном угловом положении и закрепляют ее. Выставляют подвижный элемент 4 датчика 5 в нулевом положение и скреп хляют его с деталью 6, фиксируют показания d линейных датчиков 2. Отклонение геометрической формы поперечного сечения базовой поверхности детали в ее исходном и повернутом положении ud d - d , в результате поворота центр детали изменяет свое положение, что в свою очередь влечет за собой изменение отклонения л f углового положения детали от номинального. Таким образом, отклонение Л if зависит для определенного угла dL призмы 1 от «i cf. В общем случае л- f (d,-д.с1) . Определив А d , , доворачивают деталь 6 на угол Л tf по показаниям датчика 5. Этот доворот обеспечивает требуемое угловое взаиморасположение обрабатываемых поверхностей деталей. Наиболее эффективно применение предлагаемого способа при использовании призмы с углом j. 90ОС. В этом случае изменение положения центра детали в направлении биссектрисы призмы практически равно нулю, в результате чего значительно упрощается зависимость (иd ). Использование предлагаемого способа обеспечивает по сравнению с существующими способами увеличение точности позиционирования, что способствует повыщению качества обработки деталей. Формула изобретения Способ углового позиционирования цилиндрической детали, базируемой в неподвижной призме, осуществляемый путем поворота детали относительно собственной оси, отлиличающийся тем, что, с целью повыщения точности позиционирования, определяют положение базовой повфхности детали относительно призмы в исходной угловой позиции, сравнивают его с положением в каждой последующей позиции, после чего деталь поворачивают относительно номинального углового положения на дополнительный угол, величина которого зависит от результатов сравнения.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ углового позиционирования цилиндрической детали | 1976 |
|
SU607658A1 |
| Устройство для воспроизведения параметров вращения детали | 1989 |
|
SU1693556A1 |
| УСТРОЙСТВО БАЗИРОВАНИЯ МНОГОГРАННЫХ ПРИЗМ | 2019 |
|
RU2711610C1 |
| УСТРОЙСТВО ДЛЯ РЕМОНТА ОПОРНОЙ ШЕЙКИ РОТОРА ТУРБОАГРЕГАТА | 2000 |
|
RU2187187C2 |
| Способ контроля зубчатых колес | 1985 |
|
SU1288490A1 |
| Способ контроля детали с конической поверхностью | 1989 |
|
SU1753239A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ПОГРЕШНОСТИ УГЛОМЕРНОГО ПОВОРОТНОГО СТОЛА | 2021 |
|
RU2779239C1 |
| КАЛИБР ТИПА СФЕРЕЯР, СПОСОБ НАСТРОЙКИ МЕРНОГО СТЕРЖНЯ КАЛИБРА, СПОСОБ ТОНКОЙ ДОВОДКИ РАБОЧЕГО РАЗМЕРА МЕРНОГО СТЕРЖНЯ КАЛИБРА, СПОСОБ ОПРЕДЕЛЕНИЯ ДЕЙСТВИТЕЛЬНОГО РАЗМЕРА МЕРНОГО СТЕРЖНЯ КАЛИБРА | 2009 |
|
RU2419762C1 |
| Устройство для сборки охватываемой и охватывающей деталей типа вал-втулка | 1982 |
|
SU1215255A1 |
| Устройство для фиксации и зажима спутника на рабочих позициях автоматической линии | 1980 |
|
SU897470A1 |
ipuz.
