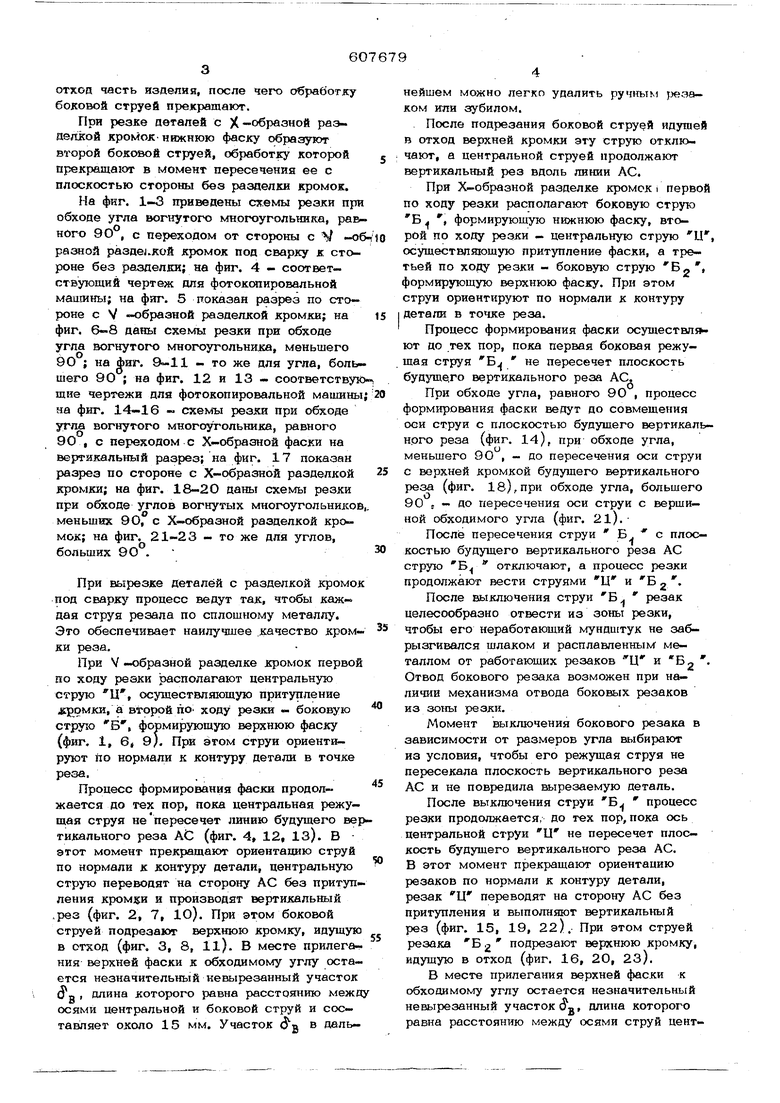
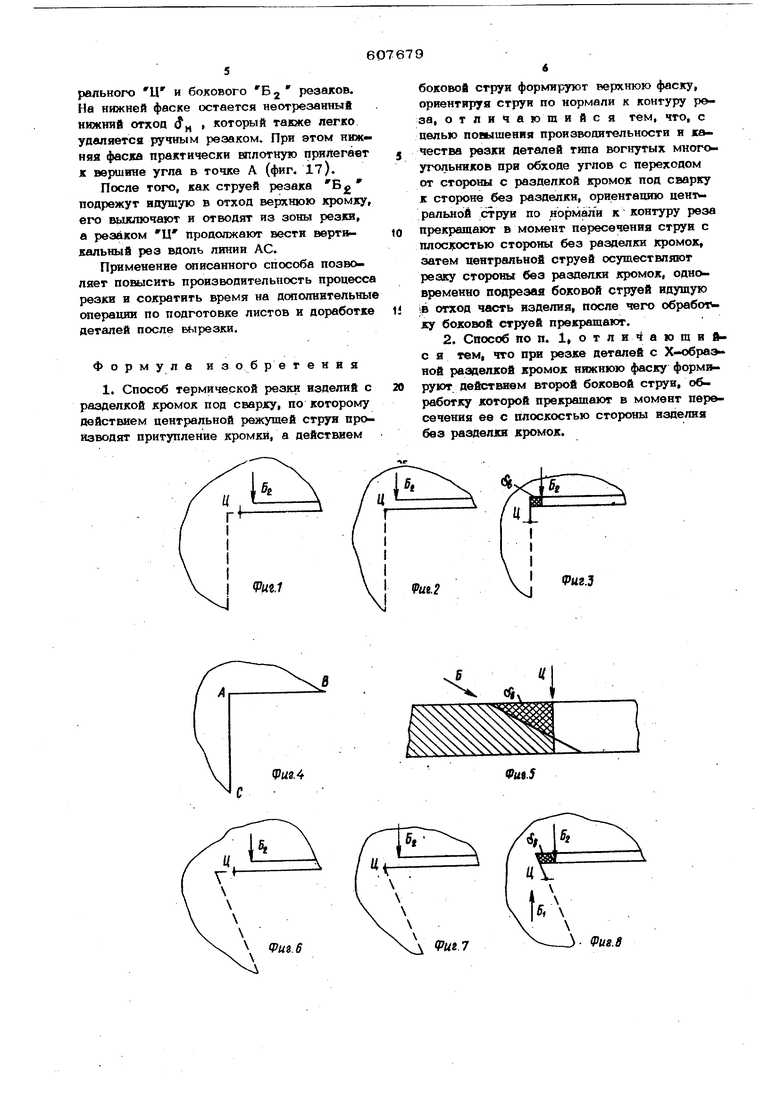
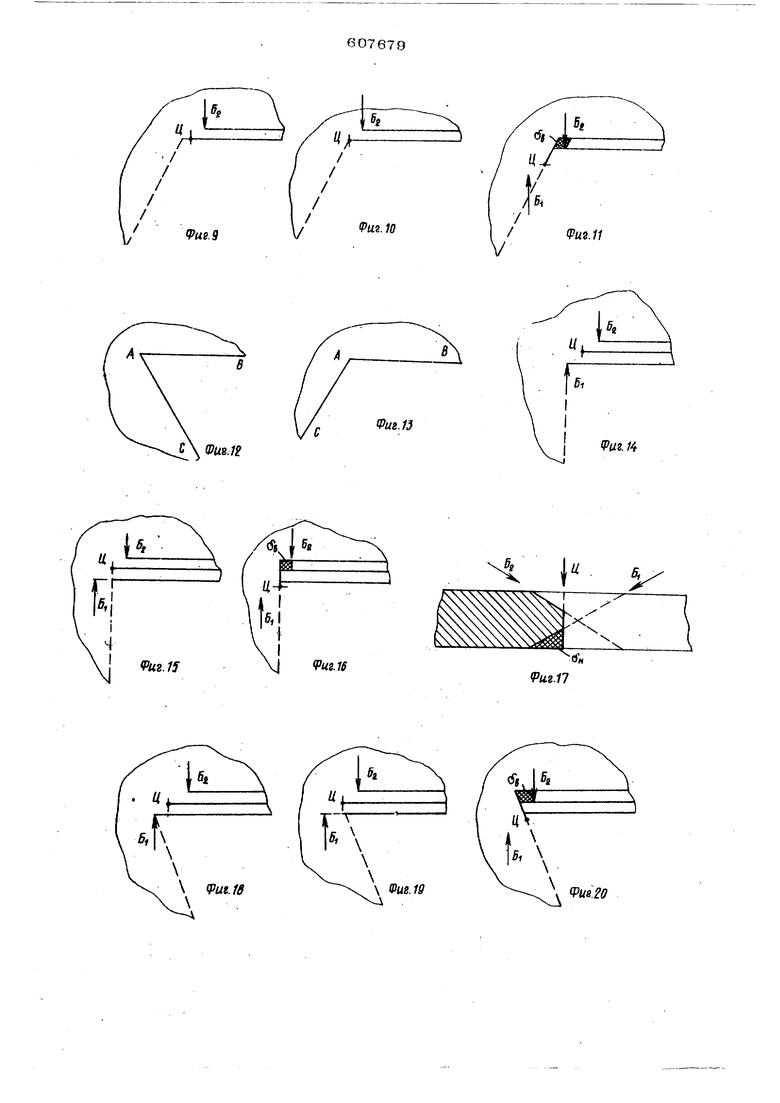
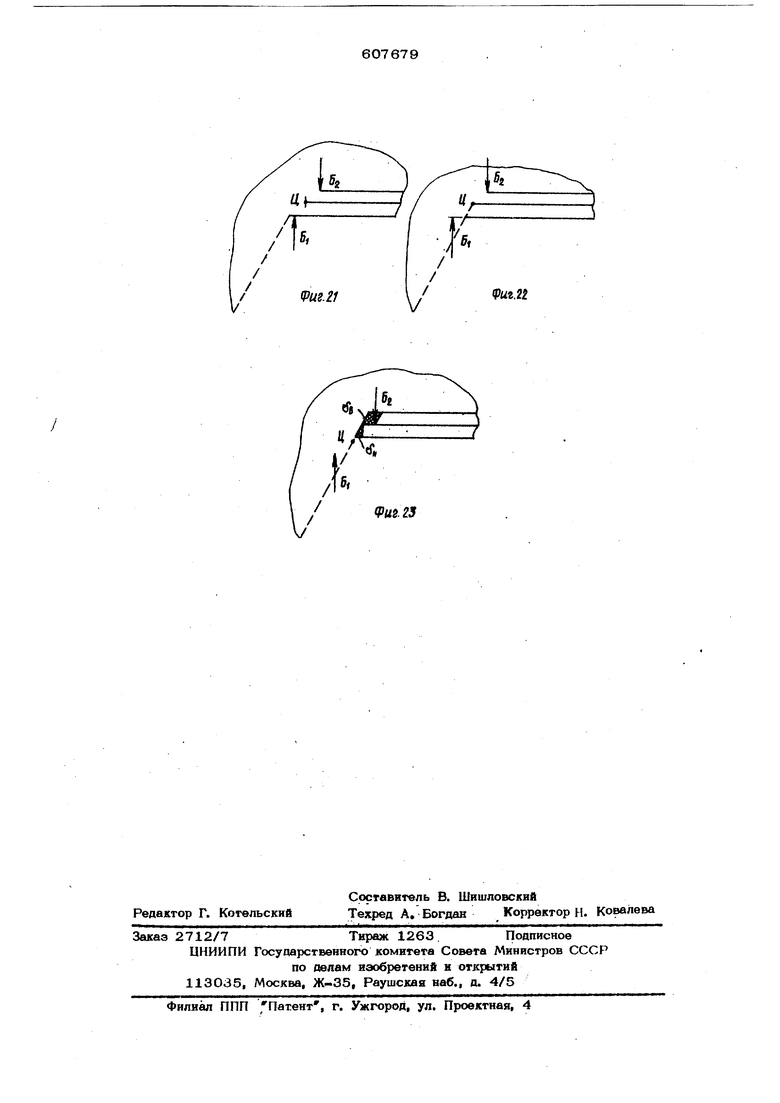
отход часть изделия, после чего обработку боковой струей прекращают. При резке детапей с X-образной разделкой кромок нижнюю фаску образуют второй боковой струей, обработку которой прекращают в момент пересечения ее с плоскостью стороны без разделки кромок. На фиг. 1-3 приведены сх.емы резки при обходе угла вогнутого многоугольника, рав ного 9О , с переходом от стороны с V -о разной pa3aej.Kou кромок под сварку к стороне без разделки; на фиг. 4 - соответствующий чертеж для фотокопировальной машины; на фиг. 5 показан разрез по стороне с V -образной раздел сой кромки; на фиг. 6-8 даны схемы резки при обходе угла вогнутого многоугольника, меньшего 90 ; на фиг. 9-11 - то же для угла, боль шего 90 ; на фиг. 12 и 13 - соответствую щие чертежи для фотокопировальной машины на фиг. 14-16 - схемы резки при обходе угла вогнутого многоугольника, равного 90 , с переходом с X-образной фаски на вертикальный разрез; на фиг. 17 показан разрез по стороне с Х-образной разделкой кромки; на фиг. 18-2О даны схемы резки при обходе углов вогнутых многоугольников меньших 9О, с X-образной разделкой кромок; на фиг. 21-23 - то же для углов, больших 90 . При вырезке деталей с разделкой кромо под сварку процесс ведут так, чтобы каждая струя резала по сплошному металлу. Это обеспечивает наилучшее .качество кромки реза. При V -образной разделке кромок первой по ходу резки располагают центральную струю Ц, осуществляющую притупление омки, а Btopou по- ходу резки - боковую струю Б, формирующую верхнюю фаску (фиг. 1, 6, 9). При этом струи ориентируют по нормали к контуру детали в точке реза. Процесс формирования фаски продолжается до тех пор, пока центральная режущая струя непересечет линию будущего ве тикального реза АС (фиг. 4, 12, 13). В этот момент прекращают ориентацию струй по нормали к контуру детали, центральную струю переводят на сторону АС без притупления кромки и производят вертикальный .рез (фиг. 2, 7, Ю). При этом боковой струей подрезают верхнюю кромку, идущую в отход (фиг. 3, 8, ll). В месте прилегания верхней фаски к обходимому углу остается незначительный невырезанный участок , длина которого равна расстоянию межд осями центральной и боковой струй и составляет около 15 мм. Участок ( в дальнейшем можно легко удалить ручным jjeaaком кли зубилом. После подрезания боковой струей идущей в отход верхней кромки эту струю отключают, а центральной струей продолжают вертикальный рез вдоль линии АС. При Х-образной разделке кромок i первой по ходу резки располагают боковую струю Б , формирующую нижнюю фаску, второй по ходу резки - центральную струю Ц, осуществляющую притупление фаски, а третьей по ходу резки - боковую струю Бл . формирующую верхнюю фаску. При этом струи ориентируют по нормали к контуру детали в точке реза. Процесс формирования фаски осуществл5 ют до тех пор, пока первая боковая режущая струя Б не пересечет плоскость будущего вертикального реза АС, При обходе угла, равного 90 , процесс формирования фаски ведут до совмещения оси струи с плоскостью будущего вертикального реза (фиг. 14), при обходе угла, меньшего 90 , - до пересечения оси струи с верхней кромкой будущего вертикального реза (фиг. 18), при обходе угла, большего 90 , - до пересечения оси струи с вершиной обходимого угла (фиг. 2l).После пересечения струи Б с плоскостью будущего вертикального реза АС струю Б отключают, а процесс резки продолжают вести струями Ц и . После выключения струи Б резак целесообразно отвести из зоны резки, чтобы его неработающий мундштук не забрызгивался шлаком и расплавленным металлом от работающих резаков Ц и Б2 Отвод бокового резака возможен при наличии механизма отвода боковых резаков из зоны резки. Момент выключения бокового резака в зависимости от размеров угла выбирают из условия, чтобы его режущая струя не пересекала плоскость вертикального реза АС и не повредила вырезаемую деталь. После выключения струи Б процесс резки продолжается, до тех пор, пока ось центральной струи Ц не пересечет плоскость будущего вертикального реза АС. В этот момент прекращают ориентацию резаков по нормали к контуру детали, резак Ц переводят на сторону АС без притупления и выполняют вертикальный рез (фиг. 15, 19, 22). При этом струей резака Б 2 подрезают верхнюю кромку, идущую в отход (фиг. 16, 20, 23). В месте прилегания верхней фаски к обходимому углу остается незначительный невырезанный участоксУ, длина которого равна расстоянию между (х:ями струй центрального Ц и бокового Bj резаков. На нижней фаске остается неотреэанный нижняй отхоц (Jj , который также легко удаляется ручным резаком. При этом нижняя фаска практически вплотную прилегает к вершине угла в точке А (фиг. 17).
После того, как струей резака Бо подрежут ииушую в отход верхнюю кромку, его выключают и отводят из зоны резки, а резаком Ц продолжают вести вертикальный рез вдоль ЛИНИИ АС.
Применение списанного способа позволяет повысить производительность процесса резки и сократить время на дополнительные операции по подготовке листов и доработке деталей после БЬ1резки.
Формула и зоб р е т е н и я
1. Способ термической резки изделий с разделкой кромок под CBapjsy, по которому действием центральной режущей струи производят притупление кромки, а действием
(Риг.1
боковой струи формируют верхнюю фаску, ориентируя струи по нормали к контуру реза, отличающийся тем, что, с целью повышения производительности и качества резки деталей типа вогнутых много, угольников при обходе углов с переходом от стороны с разделкой кромок под сварку к стороне без разделки, ориентацию цент ральной струи по нормали к контуру реза
прекращают в момент пересечения струи с плоскостью стороны без разделки кромок, затем центральной струей осуществляют реэагу стороны без разделки кромок, одновременно подрезая боковой струей идущую
tB отход часть изделия, после чего обработку боковой струей прекращают.
2. Способ по п. 1, о т л и ) а ю щ и fr с я тем, что при резке деталей с Х-обраэной разделкой кромок нижнюю фаску формируют дейст1юем второй боковой струн, обработку которой прекращают в момент пересечения ее с плоскостью стороны изделия без разделки кромок.
Рцг.З
| название | год | авторы | номер документа |
|---|---|---|---|
| Трехрезаковый блок для газовой резки | 1985 |
|
SU1294522A1 |
| СПОСОБ ДУГОВОЙ СВАРКИ | 1999 |
|
RU2158661C2 |
| СПОСОБ ЛАЗЕРНОЙ РЕЗКИ СТЕКЛА | 2014 |
|
RU2574634C2 |
| РЕЖУЩЕЕ УСТРОЙСТВО ДЛЯ СНЯТИЯ ФАСКИ | 2016 |
|
RU2685450C1 |
| ПОЧВООБРАБАТЫВАЮЩЕЕ ОРУДИЕ С КОМПЛЕКТОМ СМЕННЫХ ПОЧВООБРАБАТЫВАЮЩИХ ОРГАНОВ "ВИКОСТ" | 2006 |
|
RU2320105C2 |
| СПОСОБ ЛАЗЕРНО-ДУГОВОЙ СВАРКИ ВЕРТИКАЛЬНЫХ СТЫКОВ ТОЛСТОЛИСТОВЫХ СТАЛЬНЫХ КОНСТРУКЦИЙ | 2014 |
|
RU2578303C1 |
| Способ определения координат кромок металлического листа и устройство для его осуществления | 1990 |
|
SU1832070A1 |
| Способ гибридной лазерно-дуговой сварки толстостенных труб | 2022 |
|
RU2787195C1 |
| РАЗДЕЛКА КРОМОК ПОД СВАРКУ | 1970 |
|
SU283448A1 |
| Способ прокатки металлов | 1977 |
|
SU707621A1 |
Ф«г.4
Фи9.5
Фие.д
fPuil
Риг. 10
Фиг.}
ipus.f3
tPUi. /4
fpuiie
i 1 G,
X
X
Риг.17
Шг.1в
Фиг. 19
(Pua.20
Pus25
