Изобретение относится к методам позиционирования (адаптации) суппорта сгинст- рументом относительно обрабатываемой поверхности и может быть использован при создании гибких автоматизированных систем тепловой обработки /резки, сварки, гибки/ токопроводящих материалов,
Цель изобретения - повышение точности определения координат кромок металлического листа.
Изобретение поясняется чертежами.
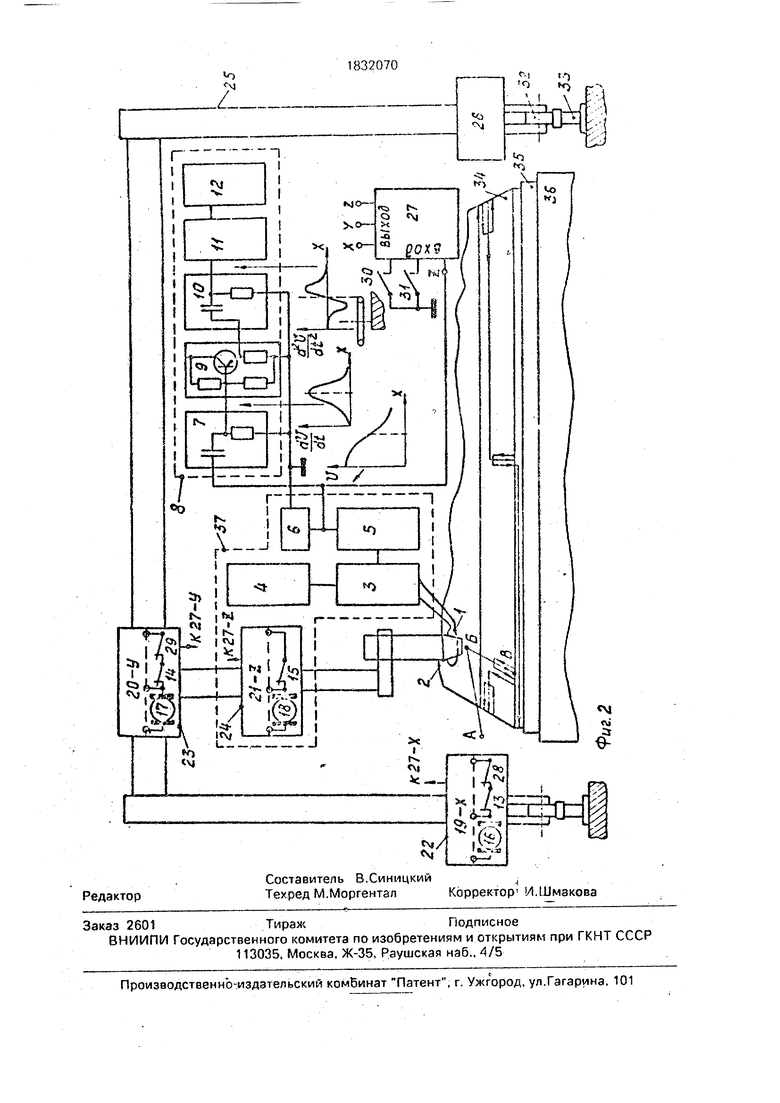
На фиг.1,а представлена зависимость выходного напряжения U электронного блока датчика от расстояния между крайней правой точкой на витке датчика А и кромкой
листа. При нахождении датчика полностью под листом выходные напряжения U (X) минимальное (около 2 В). По мере схода с л иста оно возрастает и становится максимальным (около 7 В) при полном выходе датчика за край листа.
На графиках б) и в) представлены завиd V
,. „,,,,„,.
симости первой
d t
d2V и второиd-t
про00
со ю о
XI
о
изводных этого напряжения по времени от расстояния до края листа (координаты X). При этом сплошной линией изображены за- висимости, формирующиеся при движении
датчика через кромку е листа, а пунктирной - на лист.
Из графика в) видно, что когда за кромку листа выступает сегмент одновиткового то- ковихревого датчика с высотой сегмента 0,3 от внешнего диаметра, а остальная часть площади витка располагается под листом, то вторая производная выходного напряже2
ния
d- V dt2
по времени проходит через 0
при движении датчика по нормали к кромке листка в любом направлении: с листа или на лист. Отмеченное обстоятельство определяется физикой взаимодействия электромаг ни тного поля датчика с металлической подложкой вблизи ее кромки и указанная высота сегмента, при которой величина проходит через 0, весьма слабо зависит от влияния электрических и геометрических параметров узла инструмента с токовихре- вым датчиком и регулятором его высоты над металлическим листом.
Из сказанного следует, что использова-. ниё свойств перехода через 0 сигнала
d2 V
dt
- для обнаружения координат кромок
металлического листа позволяет повысить точность этого процесса.
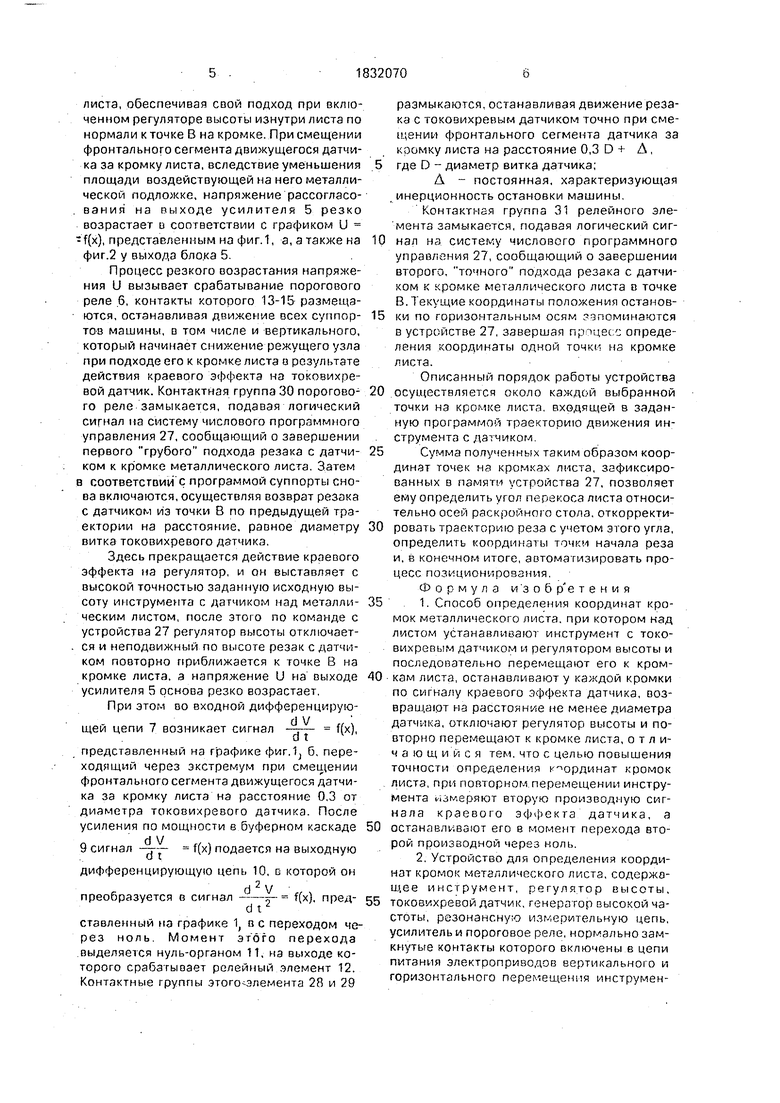
Схег.э устройства, встроенного в машину тепловой резки, представлена на фиг.2.
Одновитковый токовмхревой датчик 1 высоты, охватывающий наконечник резака 2, входит в состав резонансной измерительной цепи 3, получающей питание от генератора 4 высокой частоты. Измерительная цепь присоединена к входу усилителя 5, к выходу которого параллельно подключены обмотка порогового реле 6 и входная дифференцирующая цепь 7, являющаяся начальным звеном схемы 8 регистрации перехода через ноль второй производной сигнала краевого эффекта по времени 8. За дифференцирующей цепью 7 следует буферный каскад 9, к которому подключена выходная дифференцирующая цепь 10, выдающая сигнал на нуль-орган 11с релейным элементом 12 на выходе. Контактные группы 13-15 порогового реле б включены последовательно с обмотками электродвигателей 16-18, подключенных к выходам блоков .усиления мощности 19-21, обслуживающих два горизонтальных 22 и 23 суппорта с электроприводом и один вертикальный 24, размещенные 0 пределах портала 25 машины тепловой резки 26, снабженной устройством числового программного управления 27, задающим законы движения всем суппортам. Контактные группы 28 и 29 релейного элемен0
та 12 включены последовательно с контактными группами 13 и 14 порогового реле соответственно. Контактные группы 30 и 31 порогового реле и релейного элемента соответственно подключены к логическим входам устройства 27, а выход усилителя 5 - к аналоговому входу Z устройства числового программного управления 27.
Через опорные ролики 32 портал машины тепловой резки установлен на рельсовых направлениях 33. Разрезаемый металлический лист 34 лежит на ребрах 35 раскроечного стола 36 машины тепловой резки. Датчик 1, измерительная цепь 3, генератор 4, усилитель 5, пороговое реле 6, электропривод 18с блоком усиления мощности 21 образуют регулятор высоты резака 37.
Предлагаемое устройство работает следующим образом.
Высокочастотное напряжение от генератора 4 поступает на одновитковый токо- вихревой датчик 1 высоты резака 2, включенный в резонансную измерительную цепь 3. Эта цепь настроена на рабочую точку, лежащую на крутом участке боковой ветви резонансной кривой. Датчик 1 создает в металлическом листе 34 поля вихревых токов, обратное действие которых вызывает изменение его активного и индуктивного сопротивлений. Степень воздействия вихревых токов на датчик 1 зависит от расстояния его до металлического листа. Изменение этого расстояния приводит к изменению сигнала к резонансной измерительной цепи 3. Этот сигнал поступает на усилитель 5, выход которого присоединен к аналоговому входу 2 устройства числового программного управления 27.
Устройство 27 управляет вертикальным суппортом с электроприводом 18, обеспечивая автоматическую стабилизацию величин рабочего зазора между резаком и бухтино- ванным листом на заданном уровне, при котором сигнал на выходе усилителя 5 становится равным нулю.
При определении координат кромок металлического листа устройство функционирует следующим образом.
Из исходного положения в точке А резак 2 с токовихревым датчиком 1 в поднятом состоянии технологического перехода по заданной а устройстве 27 программе перемещается в точку Ь, находящуюся приблизительно над продольной осью листа 34. 5 Затем по программе включается автоматический регулятор высоты с электроприводом 18, резак с датчиком опускается и устанавливается на заданной высоте, После этого, в соответствии с программой, резак с датчи ком двигается в направлении к кромке
5
0
5
0
5
0
5
0
листа, обеспечивая свой подход при включенном регуляторе высоты изнутри листа по нормали к точке В на кромке. При смещении фронтального сегмента движущегося датчика за кромку листа, вследствие уменьшения 5 площади воздействующей на него металлической подложке, напряжение рассогласования на выходе усилителя 5 резко возрастает в соответствии с графиком U
f(x), представленным на фиг. 1, а, а также на 10 фиг.2 у выхода блока 5.
Процесс резкого возрастания напряжения U вызывает срабатывание порогового реле 6, контакты которого 13-15 размещаются, останавливая движение всех суппор- 15 тов машины, в том числе и вертикального, который начинает снижение режущего узла при подходе его к кромке листа а результате действия краевого эффекта на токовихре- вой датчик. Контактная группа 30 порогово- 20 го реле замыкается, подавая логический сигнал на систему числового программного управления 27, сообщающий о завершении первого грубого подхода резака с датчи- 25 ком к кромке металлического листа. Затем
соответствии с программой суппорты снова включаются, осуществляя возврат резака с датчиком йэ точки В по предыдущей траектории на расстояние, равное диаметру 30 витка токовихревого датчика,
Здесь прекращается действие краевого эффекта на регулятор, и он выставляет с высокой точностью заданную исходную высоту инструмента с датчиком над металли- 35 ческим листом, после этого по команде с устройства 27 регулятор высоты отключает- ся и неподвижный по высоте резак с датчиком повторно приближается к точке В на кромке листа, а напряжение U на выходе 40 усилителя 5 основа резко возрастает.
При этом во входной дифференцируюd V
щей цепи 7 возникает сигнал
dt
f(x),
представленный на графике фиг.1 б, переходящий через экстремум при смещении фронтального сегмента движущегося датчика за кромку листа на расстояние 0,3 от диаметра токовихревого датчика. После усиления по мощности е буферном каскаде
9 сигнал -г- f(x) подается на выходную дифференцирующую цепь 10, с которой он
п
преобразуется в сигнал - f(x), предd t
ставленный на графике 1, в с переходом через ноль. Момент этого перехода выделяется нуль-органом 11, на выходе которого срабатывает релейный элемент 12. Контактные группы этогоолемента 28 и 29
5
10
15 0 5
0
5 0
0
5
размыкаются, останавливая движение резака с токовихревым датчиком точно при смещении фронтального сегмента датчика за кромку листа на расстояние 0,3 D + Д, где D - диаметр витка датчика;
А - постоянная, характеризующая инерционность остановки машины,
Контактная группа 31 релейного эле- мента замыкается, подавая логический сигнал на систему числового программного управления 27, сообщающий о завершении второго, точного подхода резака с датчиком к кромке металлического листа в точке В. Текущие координаты положения остановки по горизонтальным осям запоминаются в устройстве 27, завершая процесс определения координаты одной точки из кромке листа.
Описанный порядок работы устройства осуществляется около каждой выбранной точки на кромке листа, входящей в заданную программой траекторию движения инструмента с датчиком.
Сумма полученных таким образом координат точек на кромках листа, зафиксированных в памяти устройства 27, позволяет ему определить угол перекоса листа относительно осей раскройного стола, откорректировать траекторию реза с учетом этого угла, определить координаты точки начала реза и, в конечном итоге, автоматизировать процесс позиционирования.
Формула и з о б т е н и я
1. Способ определения координат кромок металлического листа, при котором над листом устанавливают инструмент с токовихревым датчиком и регулятором высоты и последовательно перемещают его к кромкам листа, останавливают у каждой кромки по сигналу краевого эффекта датчика, возвращают на расстояние не менее диаметра датчика, отключают регулятор высоты и повторно перемещают к кромке листа, отличающийся тем. что с целью повышения точности определения координат кромок листа, при повторном.перемещении инструмента намеряют вторую производную сигнала краевого эффекта датчика, а останавливают его в момент перехода второй производной через ноль.
2. Устройство для определения координат кромок металлического листа, содержащее инструмент, регулятор высоты, токовихревой датчик, генератор высокой частоты, резонансную измерительную цепь, усилитель и пороговое реле, нормально замкнутые контакты которого включены в цепи питания электроприводов вертикального и горизонтального перемещения инструмента, отличающееся тем, что, с целью повышения точности определения координат кромок листа, оно снабжено релейным элементом и схемой регистрации перехода через ноль второй производной сигнала краевого эффекта .токовихреврго датчика,
соединенной входом с выходом усилителя, а выходом - с релейным элементом, нормально замкнутые контакты которого включены последовательно с контактами порогового реле в цепи питания электроприводов горизонтального перемещения инструмента.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ определения координат кромок металлического листа | 1986 |
|
SU1761404A1 |
| Регулятор положения инструмента относительно токопроводящей поверхности | 1985 |
|
SU1315190A1 |
| Регулятор расстояния от инструмента до токопроводящей поверхности | 1978 |
|
SU858250A1 |
| УСТРОЙСТВО ДЛЯ ЗАЩИТЫ ПЛАЗМЕННОЙ ГОЛОВКИ | 1991 |
|
RU2083337C1 |
| Регулятор расстояния от инструмента до токопроводящей поверхности | 1980 |
|
SU946083A2 |
| Автоматический регулятор расстояния от инструмента до поверхности изделия | 1979 |
|
SU853894A1 |
| УНИВЕРСАЛЬНАЯ МАШИНА ТЕПЛОВОЙ РЕЗКИ И ЗАЧИСТНОЙ ИНСТРУМЕНТ ДЛЯ НЕЕ | 2015 |
|
RU2594547C1 |
| Автоматический регулятор расстояния от резака до поверхности изделия | 1961 |
|
SU149665A1 |
| Устройство для стабилизации расстояния от резака до поверхности изделия | 1987 |
|
SU1516270A1 |
| АВТОМАТИЧЕСКИЙ РЕГУЛЯТОР РАССТОЯНИЯ ОТ РЕЗАКА ДО ПОВЕРХНОСТИ ИЗДЕЛИЯ | 1971 |
|
SU421452A1 |

Использование: в судостроении и машиностроении при создании гибких автоматизированных систем тепловой обработки (резки, сварки, гибки) токопроводящих материалов. Сущность изобретения: инструмент с токовихревым датчиком при включенном регуляторе высоты последовательно перемещают изнутри листа по нормали к заданным точкам его кромок, останавливают у каждой точки по сигналу краевого эффекта датчика высоты, возвращают на расстояние не менее диаметра датчика, после чего отключают регулятор высоты, повторно перемещают датчик к точке на кромке листа и останавливают его в момент перехода через ноль второй производной сигнала краевого эффекта по времени. Устройство содержит регулятор высоты, токо- вихревой датчик, генератор высокой частоты,резонансную измерительную цепь, усилитель, пороговое реле, а также релейный элемент и схему регистрации перехода через ноль второй производной сигнала краевого эффекта датчика. 2 с.п.ф-лы. 2 ил. С/) С
10 20 30 fyO SO 60 70 Г- - |
(
НО ЛИСТ
Рнг. 4
Ш ///////// /.
С Лисго
-X
Хнм-коорЪината точки А
с листа
m у
0
м
м
О
«1 о
м
i
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Регулятор расстояния от инструмента до токопроводящей поверхности | 1978 |
|
SU858250A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Приспособление для изготовления в грунте бетонных свай с употреблением обсадных труб | 1915 |
|
SU1981A1 |
