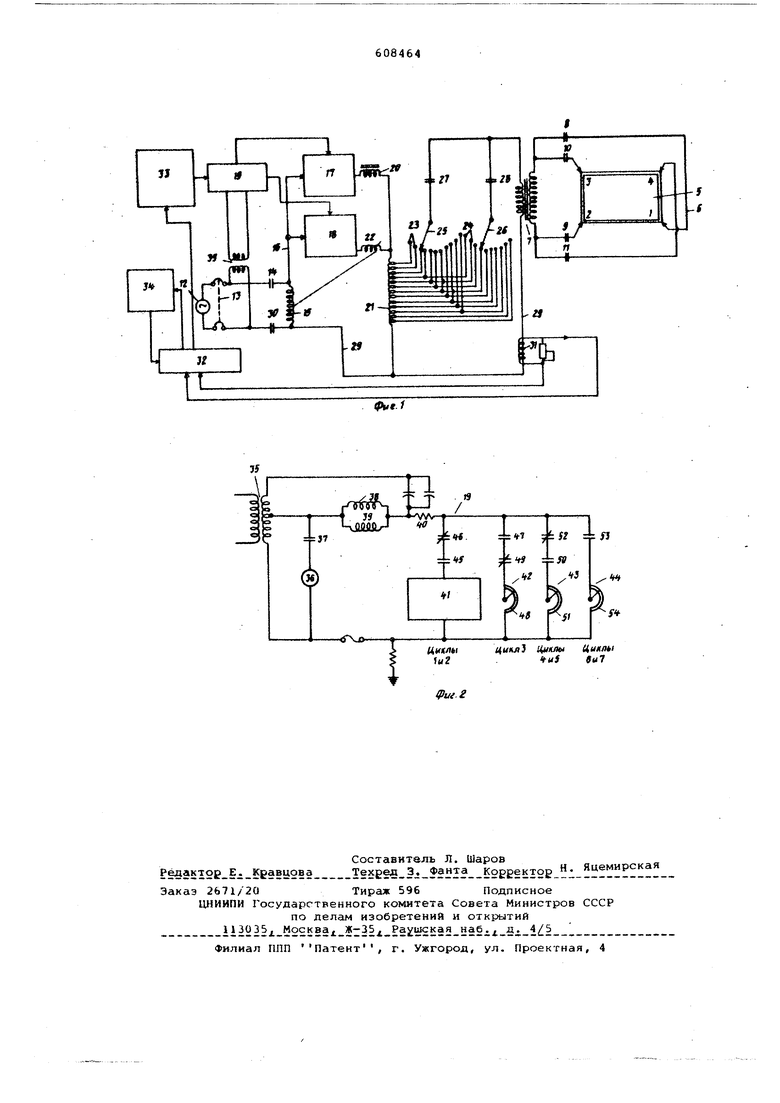
блока выключения тока, другой выход которого через счетную схему подключе к одному из входов регулятора сдвига азы, другой вход которого соединен с первичной обмоткой питающего трансформатора регулятора сдвига фазы, выход регулятора сдвига фазы соединен с другим входом силового регулятора мощности, а вторичная обмотка питающего трансфос 1атора регулятора сдвига фазы соединена с источником переменно го тока. На фиг.1 приведена структурная схе ма устройства для нагрева соответству щих боковых кромок параллельных стеклянных листов; на фиг.2 - схема регулятора сдвига фазы. Она содержит электроды 1-4 и стеклянный лист 5. Электропроводящая полоска 6 легко распускается, когда температура стекла достигает точки, при которой стекло становится электро проводящим, обеспечивает первоначально высокий электропроводный путь по частям кромки стеклянного листа. Электроды 1-4 размещают достаточно близко от углов стеклянного листа обеспечивая возможность образования искры или дуги через узкий зазор, и позволяя току протекать между электро дами через электропроводящую полоску Каждый электрод должен б.ыть направлен диагонально в направлении к примыкаю щему углу и размещен от него на расстоянии около 3,175 мм. Электропитание подается к четырем электродам от вторичной обмотки обычного сварочного трансформатора 7 через нормально разомкнутые релейные контакты 8-11. Возбуждение соответствующих катушек реле позволяет вЕлбранным парам этих электродов возбуждаться через нормально замкнутые кон такты, в результате чего части боковых кромок стеклянного листа 5 нагре ваются. Например, для нагрева части боковой кромки листа контакты 8 и 9 замыкаются и электроды 1 и 2 подклю чаются к сварочному трансформатору. Последовательный нагрев частей боковых кромок (1-2, 2-3, 3-4 и 4-1) образует единый цикл нагрева, при этом кромки 1-3 и 3-4 являются длинными сторонами стекла, а кромки 2-3 и 4-1 - короткими сторонами или торцс1м листов. Энергия к системе подается от ист иика 12 переменного тока частотой 60 который прикладывает напряжение, примерно 460 В через автоматический выключатель 13, нормально разомкнуто реле 14 и первичную обмотку 15 автотрансформатора. Верхний конец первич ной обмотки 15 подсоединен через линию 16 к силовому регулятору мощности 17 длинной стороны и силовому рег лятору мощности 18 короткой стороны. Фазовый угол на выходе регулятора мо ости 17 регулируется регулятором 19 : двига фазы. Выходной сигнал через атушку 0 подается к верхнему концу втотрансформатора с отводами 21. Аналогично фазовый угол на выходе силового регулятора мощности 18 регулируется регулятором 19.сдвига фазы. Выходной сигнал через вторичную обмотку 22 подается к верхнему концу автотрасформатора. Нижний конец трансформатора 21 соединен с нижним концом первичной обмотки 15 автотрансформатора. Вторичная обмотка 22 соединена с выходом регулятора мощности 18 и предназначена для снижения тока, приложенного к автотрансформатору. Эта обмотка обеспечивает снижение напряжения, поданного к сварочным электродам, для короткой стороны стекла на величину, определенную отношением первичной и вторичной обмоток 15 и 22 для предотвращения перегрева коротких сторон. Автотрансформатор 21 имеет несколько ответвлений, которые соединяются с соответствующими контактами на первом и втором секционных переключателях 23 и 24, имеющих регулируемые движки 25 и 26. Движок 25 перемещается для подачи выбранного уровня напряжения через нормально разомкнутый контакт 27 к верхнему концу первичной обмотки сварочного трансформатора 7. Подвижный движок 26 второго секционного переключателя соединен через нормально разомкнутый релейный контакт; 28 также с верхним концом свароч ого трансформатора 7. Нижний конец этой обмоткИ соединен через линию 29 с нижним концом трансформатора 21, с нижним концом обмотки 15 и далее через нормально разомкнутый контакт реле 30 - с источником переменного тока 12. Первый и второй секционные переключатели позволяют изменять направления, прикладываемые к сварочным электродг1М, в различных циклах нагрева. Например, контакт 27 замыкается для подачи входного напряжения к сварочному трансформатору 7 во время первого и.второго циклов работы,.в то время как .контакт 28 замыкается для циклов три-четыре. Таким образом, если подвижный движок 25 секционного переключателя 23 устанавливается в крайнее левое положение (фиг.1), напряжение 460 В будет приложено к первичной обмотке сварочного трансформатора 7, а напряжение 22000 В - к его вторичной обмотке. Регулятор 19 сдвига фазы подключен к силовым регуляторам мощности 17 и 18 таким образом, чтобы образовывались эффективные токи в свариваемом стекле, что повышает температуру стекла S соответствии с предварительно установленной Кривой избираемого нагрева. Для устранения перегрева стекла в любой части цикла предусмотрен трансформатор тока 31, который реагирует на ток, протекающий через стеклянный лист. Поскольку этот ток зависит от температуры, выходной сигнал трансформатора тока 31 может быть использован для приведения в действие блока 32 выключения тока. Когда детекти рованный ток превышает величину, установленную для цикла, ток воздействует на счетную схему 33, которая переводит работу устройства к следую щей операции, тем самым смещая опера цию нагрева к следующей примыкающей . стороне кромки. Блок 34 задержки времени реагируе на действие блока 32 выключения тока для предотвращения нагрева следующей примыкающей кромки до тех пор, пока все реле управления не перейдут в пе воначальное состояние. Энергия передается регулятору 19. сдвига фазы через питающий трансформатор 35 от источника переменного тока 16 (фиг.2). Эта энергия прилагается к реле 36 через нормал18но разомкну тый контакт 37, который замыкается при начале операции сварки, тем самым возбуждая реле 36 и обеспечивая работу силовых регуляторов мощности 17 и 18. Энергия от вторичной обмотки питаюцего трансформатора 35 прилагается через параллельные обмотки 38 и 39, которые образуют первичные обмотки выходных трансформаторов для регулятора 19 сдвига фазы, и через сопротив ление 40 - к элементам 41-44 управления последовательностью фаз. Каждый из последних соединен с питающим тран форматором 35 через соответствующие релейные контакты. Один из элементов управления может быть соединен с выходнвлми обмотками 38 и 39. Элемент 41 управления последовательностью фаз используется во время первого и второго циклов операции нагрева стекла и подключается через нормально разомк.нутый контакт 45 и нормально замкнутей контакт 46 реле Сами реле входят в.йо.став счетной схемы 33. В начале третьего цикла операции контакт 46 размыкается и элемент управления 41 отключается. Одновремен но замыкается нормально разомкнутый Контакт 47, подключая потенциометр 48 через нормально замкнутый контакт 49 к выходным обмоткам 38 и 39 для регулирования прохождения тока через част боковой кромки стеклянного листа. В начале четвертого цикла размыкается контакт 49 и замыкается нормальн -разомкнутый контакт 50, подключая потенциометр 51 через нормально замкнутый контакт 52 к выходным обмоткам 38 и 39 для регулирования нагрева стеклянного листа для следующих двух циклов. В конце пятого цикла размыкается контакт 52 для удаления элемента управления 43 из цепи и замыкается контакт 53 для подключения элементов управления 44. Для оставшихся циклов потенциометр 54 обеспечивает регулирование силовых регуляторов мощности 17 и 18 и, следовательно прохождение тока через боковые кромки стеклянного листа. Формула изобретения Устройство для нагрева кромок стеклянного листа при изготовлении преимущественно стеклопакетов, включающее сварные электроды, установленные по краям стеклянного листа, и источник переменного тока, соединенный с одним из входов силового регулятора мощности, выход которого через последовательно соединенные автотрансформатор с отводами и переключателем и сварочный трансформатор соединен со сварными электродами, отличающееся тем, что, с целью повышения качества сварки, оно снабжено регулятором сдвига фазы с питакяцим трансформатором, трансформатором тока, блоком выключения тока, блоком задержки времени и счетной схемой, причем трансформатор тока включен в цепь сварочного трансформатора и соединен с одним из входов блока .выключения тока, к другому входу которого присоединен выход блока задержки времени, вхбд. когорого соединен с одним из ;выходов1 блока выключения тока, другой выход которого через счетную схему подключен к одному из входов регулятора сдвига фазы, другой вход которого соединен с первичной обмоткой питающего трансформатора регулятора сдвига фазы, выход регулятора сдвига фазы средииен с другим входом силового регулятора мощности, а вторичная обмотка питающего трансформатора регулятора сдвига фазы соединена с источником переменного тока. Источники информации, принятые во внимание при экспертизе: 1.Патент США №2398360, кл. 6540, 1969. 2.Патент США № 3628935, кл. 6540, 1971.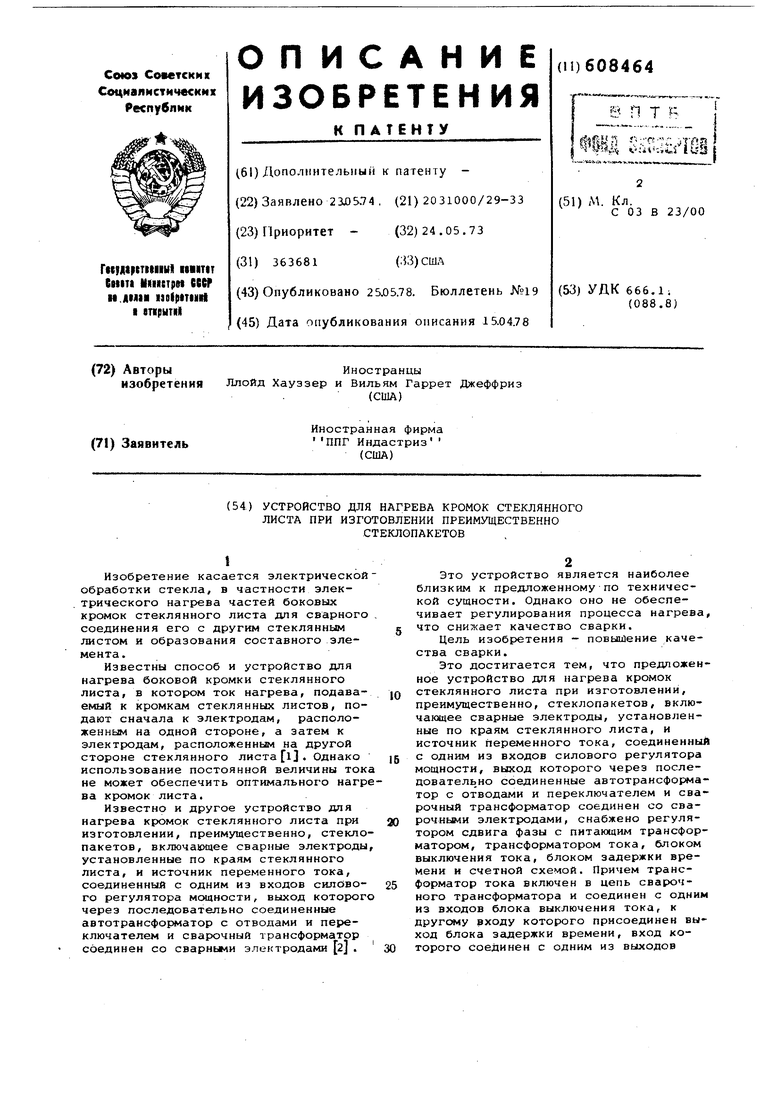
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ нагрева боковых кромок стеклянного листа при изготовлении стеклопакетов | 1974 |
|
SU626686A3 |
| Устройство для стабилизации теплового режима процесса сварки стеклопакетов | 1980 |
|
SU925880A1 |
| Устройство для управления электросваркой стеклопакетов | 1982 |
|
SU1033453A1 |
| Устройство для ограничения напряжения холостого хода сварочного трансформатора | 1983 |
|
SU1098706A1 |
| Полуавтомат для сварки в среде защитного газа | 1991 |
|
SU1814601A3 |
| Устройство для точечной электродуговой сварки плавящимся электродом | 1989 |
|
SU1632676A1 |
| СПОСОБ ДИФФЕРЕНЦИАЛЬНОЙ ТОКОВОЙ ЗАЩИТЫ ТРЕХФАЗНОГО ТРАНСФОРМАТОРА И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2000 |
|
RU2176123C1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ И РЕЗКИ МЕТАЛЛА | 2003 |
|
RU2256540C1 |
| СВАРОЧНЫЙ ТРАНСФОРМАТОР | 1992 |
|
RU2036755C1 |
| ИСТОЧНИК ПИТАНИЯ КОНТАКТНОЙ СВАРОЧНОЙ МАШИНЫ | 2009 |
|
RU2421311C2 |