Изобретение относится к сварке, а конкретно -к изготовлению электросварных конструкций из стекла, и может быть использовано в установках для электросварки стеклопакетов.
Известно устройство для нагрева кромок стеклянного листа при изго товлении преимущественно стеклопакетов, содержащее сварочные электроды. Источник переменного тока, регуля.тор модности, автотрансформатор, сварочный трансформатор, регулятор сдвига фаз, трансформатор тока, блок выключения, блок выдержки времени . и счетную схему 1.
Наиболее близким к предлагаемому по технической сущности является устройство для стабилизации теплового режима процесса сварки стеклопакетов , содержащее трансформаторы тока и напряжения, фазосдвигающий блок/ реле времени, сварочный трансформатор и источник переменного тока 21.
Недостатком этих устройств является отсутствие стабилизации установленной программатором величины тока, что приводит к колебаниям температуры -нагрева кромок И вязкости расплава и, как следствие, к нестабильности качества сварного соединения. Многоступенчатое регулирование тока, использованное в .известных устройствах, требует большого объема работы при подборе величины уставок для каждой из ступеней. Весьма существенным недостатком устройств является отсутствие компенсирующего воздействия при изменении толщины графитового слоя, что имеет место при смене заготовок. От режима нагрева графитового слоя зависит дальнейший ход процесса сварки и, в конечном итоге, качество сварного соединения.
Целью изобретения является повышение точности устройства в работе.
Цель достигается тем, что устройство для стабилизации теплового
20 режима процесса сварки стеклопакетов, содеЁякащее трансформаторы тока и напряжения, фазосдвигающий блок, реле времени, сварочный трансформатор и источник переменного тока, снабжено
25 потенциометрами, усилителем, множительным и суммирующим блоками, дросселем, преобразователем и источником постоянного тока, причем к кромкам стеклопакета подключен сварочный
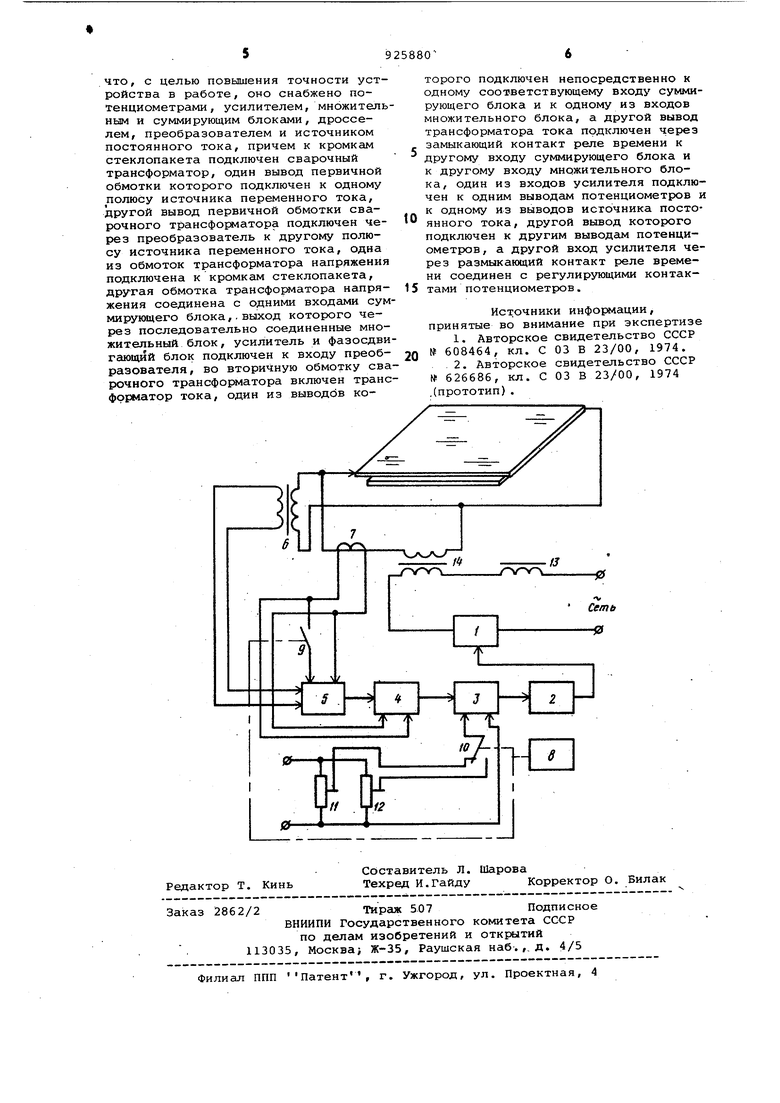
30 трансформатор, один вывод первичной обмотки которого подключен к одному полюсу источника переменного тока, друлгой вывод первичной обмотки сварочного трансформатора подключен че рез преобразователь к другому полюсу источника переменного тока, одна из обмоток трансформатора напряжения подключена к кромкам стекло пакета, другая обмотка трансформато ра напряжения соединена с одними входами суммирующего блока, выход которого через последовательно соединенные множительный блок, усилитель и фазосдвигающий блок подключен ко входу преобразователя, во вторичную обмотку сварочного трансформатора включен трансформатор тока, один из выводов которого подклю чен непосредственно к одному соотве ствующему входу суммирующего блока к одному из. входов множительного блока, а другой вывод трансформатор тока подключен через замыкающий кон такт реле времени к другому входу суммирующего блока и к другому вход множительного блока, один из входов усилителя подключен к одним выводам потенциометров и к одному из выводо источника постоянного тока, другой вывод которого подключен к другим выводс1м потенциометров, а другой вход усилителя через размыкающий контакт реле времени соединен с рег лирующими контактами потенциометров На чертеже представлена функциональная схема устройства для стаби лиза.ции теплового режима процесса сварки стеклопакетов. Устройство включает вентильный преобразователь 1, фазосдвигающий блок 2 р усилитель сигнала рассогласования 3, множительный блок 4, сум мирующий блок 5, трансформатор напряжений б, трансформатор 7, реле времени 8 с замыкающим контактом 9 размыкающим контактом 10, потенциометры И и 12, дроссель 13 и сварочный трансформатор 14. На первом этапе цикла сварки предварительного подогрева кромок стекла - контакт 9 разомкнут и на вход множительного блока 4 поступают сигналы с трансформаторов тока и напряжения, в результате чего на выходе блока формируется напряжение пропорциональное средней мощности, Продолжительность первого этапа рав ной 4-10 с и включает в себя время, необходимое для нагрева и обгорания графитового слоя, и время доведения средней температуры зоны разогрева кромок до требуемой величины порядка 1000°С. Стабилизация средней мснд ности на этом этапе цикла сварки об печивает постоянство тепловложения кромки стекла вне -зависимости от толщины графитового покрытия. На входе усилителя сигнала рассогласования 3 происходит вычитание напряжения, пропорционального средней .мощности, из напряжения уставки с потенциометра 11, подключенного на этом этапе ко входу усилителя 3 через контакт 10, управляемый реле времени 8. Усиленным сигналом рассогласования управляется фазосдвигающее устройство 2, изменяющее в зависимости от величины этого сигнала фазу отпирающих вентили контактора 1 импульсов. Второй этап цикла сварки продолжительностью 40-70 с характеризуется тем, что с началом его замыкается ключ 9, а ключом 10 изменяется величина уставки на входе усилителя сигнала рассогласования 3. Суммирующий блок 5 при этом осуществляет вычитание сигнала, пропорционального току из сигнала со вторичной обмотки трансформатора напряжения 6. Коэффициент пропорциональности подобран таким образом, чтобы формируемая на выходе множительного блока 4 разность средней мощности и умноженного на постоянный коэффициент квадрата эффективного значения тока была связана со средней температурой зоны разогрева кромок линейной зависимостью. В таком случае стабилизация этой разности обеспечивает практическую стабильность средней температура зоны разогрева кромок,, стабильность вязкости расплава и, как следствие, воспроизводимость качества сварных соединений. При этом эффективное значение тока и средняя мощность являются возрастающими функциями времени, близкими к оптимальным без использования многоступенчатого программирующего устройства. СХ;воение производства сварных стеклопакетов позволяет повысить надежность их в эксплуатации по сравнению с клееными и исключить расход дополнительных материалов - металла и клеящих веществ - при их изготовлении . По предварительным расчетам применение сварных стеклопакетов в строительстве снижает стоимость по сравнению с обычным двойным остеклением на 6,1 руб на 1 м . Освоение 1ервой очереди производительностью 100 тыс. MB год дает экономический эффект более 600 тыс. руб в год. Формула изобретения Устройство для стабилизации теплового режима процесса сварки стеклопакетов, содержащее трансформаторы тока И напряжения, фазосдвигающий блок, рале времени, сварочный трансформатор и источник переменного тока,отличающееся тем,
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для управления электросваркой стеклопакетов | 1982 |
|
SU1033453A1 |
| Источник питания для дуговой сварки с регулируемой крутизной вольтамперной статической характеристики | 1983 |
|
SU1100057A1 |
| Устройство для нагрева кромок стеклянного листа при изготовлении, преимущественно, стеклопакетов | 1974 |
|
SU608464A3 |
| Устройство управления напряжением при контактной сварке | 1987 |
|
SU1505718A2 |
| Способ нагрева кромок стеклянного листа,преимущественно при изготовлении стеклопакетов | 1980 |
|
SU939412A1 |
| Устройство для автоматического регулирования режима контактной сварки | 1978 |
|
SU764897A1 |
| Источник питания для дуговой сварки плавящимся электродом | 1982 |
|
SU1031664A1 |
| Способ управления мощностью при контактной шовной сварке и устройство для его осуществления | 1977 |
|
SU778704A3 |
| Устройство управления напряжением при контактной сварке | 1984 |
|
SU1252102A1 |
| УСТРОЙСТВО ВОЗБУЖДЕНИЯ И СТАБИЛИЗАЦИИ ГОРЕНИЯ СВАРОЧНОЙ ДУГИ | 1996 |
|
RU2106944C1 |
