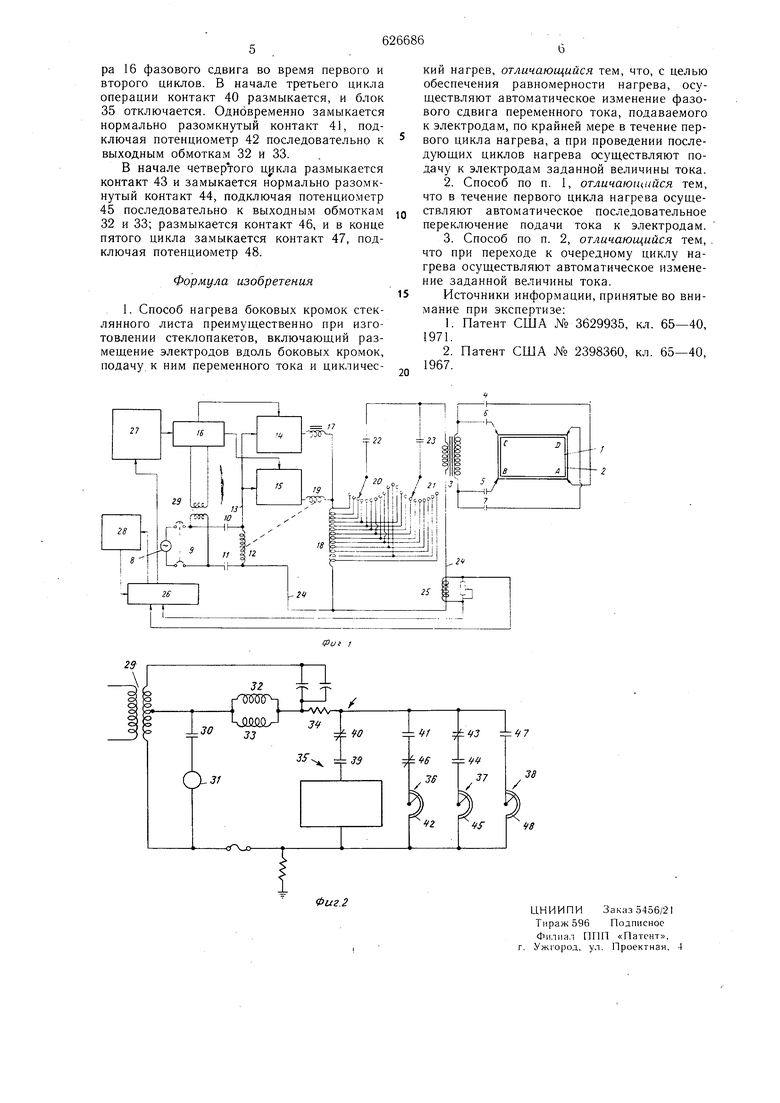
Верхний стеклянный лист 1 (см. фиг. 1) центрируется на меньшем стеклянном листе (не показан) на близком расстоянии от него. Перед нагревом кромок стекла для процесса сварки оба листа подвергаются воздействию повышенной температуры около точек деформации стекла. ЭлектропроЕГОдящая полоска 2 наносится на верхнюю поверхность стекла 1 вблизи четырех угловых электродов А, В, С и Ъ.
При нагреве стекла до температуры электропроводности электропроводяшая полоска 2 легко расплавляется, обеспечивая первоначальную высокую электропроводность по кромкам стеклянного листа. Электроды А - Т) размещены вблизи (предпочтительно) на расстоянии около 3,175мм) углов стеклянного листа, обеспечивая возможность образования искры или дуги через узкий зазор и позволяя току протекать между электродами через электропроводящую полоску.
Электропитание подается к электродам от вторичной обмотки обычного сварочного трансформатора 3 через нормально разомкнутые релейные контакты 4-7. При этом для нагрева, например, участка АВ боковой кро.вдки листа контакты 4 и 5 замыкаются, и электроды А и В нагреваются сварочным трансформатором. Предполагается, что участки ВС и DA являются короткими сто)онами, или торцами, листов.
Питание к устройству подается от стандартного источника 8 переменного тока (460 В) через автоматический выключатель 9, реле 10,11, первичную обмотку 12 автотрансформатора. Верхний конец первичной обмотки 12 подсоединяется через линию 13 к силовому регулятору 14 мощности длинной стороны и силовому регулятору 15 мощН9СТИ короткой стороны, которые обеспечивают стабилизированный переменный ток для сварочных электродов. Фазовые углы на выходе регуляторов 14 и 15 регулируются регулятором 16 фазового сдвига. Выход регулятора 14 через реактивную катущку 17 присоединяется к верхнему концу автотрансформатора 18 с отводами. Выход регулятора 15 через вторичную обмотку 19 соединяется с верхним концом автотрансформатора 18. Нижний конец автотрансформатора 18 соединяется с нижним концом обмотки 12.
Автотрансформатор 18 имеет несколько отводов, которые соединяются с соответствующими контактами на первом и втором секционных переключателях, имеющих регулируемые движки, 20 и 21, предназначенные для подачи выбранного уровня напряжения через нормально разомкнутые контакты 22, 23 соответственно к верхнему концу первичной обмотки сварочного трансформатора 3. Нижний конец этой обмотки соединяется через линию 24 с нижним концом трансформатора 18, с нижним концом обмотки 12 и через нормально разомкнутый контакт 11 - с источником 8. Если движок
20 устанавливается в крайнее левое положение (как показано на фиг. 1), напряжение 460В, приложенное к первичной обмотке трансформатора 3, преобразуется на 22000В на его вторичной обмотке. Первый секционный переключатель предназначен для создания напряжения около 17000В на выбранных электродах, а второй секционный переключатель - около 10000В.
Регулятор 16 фазового сдвига воздействует на силовые регуляторы 14 и 15 так, чтобы образовать эффективные токи в свариваемом стекле для повышения температуры стекла в соответствии с выбранным режимом нагрева, задаваемым с помощью, например, потенциометров.
Для устранения перегрева стекла на любом этапе цикла предусматривается трансформатор 25 тока. Выходной сигнал трансформатора 25 используется для приведения в действие блока 26 выключения тока, связанного со счетной схемой 27. Как только детектированный ток превыщает установленную величину, счетная схема 27 смещается к следующей операции, и начинается нагрев следующей примыкающей стороны кромки. Блок 28 выдержки времени длительности замкнутого состояния контактов реагирует на действие схемы 26 выключения тока для предотвращения нагрева следующей примыкающей кромки до тех пор, пока все устройство не осуществит переход в первоначальное состояние.
Питание к регулятору 16 фазового сдвига подается через питающий трансформатор 29 от источника 8 (см. фиг. 2). Это напряжение прилагается через нормально разомкнутый контакт 30 к реле 31, разрешающему работу силовых регуляторов 14 и 15. Напряжение от вторичной обмотки трансформатора 29 также прилагается через параллельные обмотки 32 и 33, образующие первичные обмотки трансформаторов регулятора 16 фазового сдвига, и через сопротивление 34 - к нескольким выборочно возбуждаемым блокам 35-38 управления последовательностью фаз. Каждьш из блоков 35-38 управлений подсоединяется к трансформатору 29 через соответствующие релейные контакты, тем самым обеспечивая подсоединение одного из выбранных блоков к выходным обмоткам 32 и 33.
Блоки 35-38 управления соединянэтся с контактами реле счетной схемы 27, которое обеспечивает функционирование выбранного блока управления для каждого цикла. Блок 35 управления последовательностью фаз используется во время первого и второго циклов операции нагрева стекла и подключен с помощью нормально разомкнутого контакта 39 и нор.мально замкнутого контакта 40. Реле этих контактов включены в счетную схему 27, причем реле контакта 39 возбуждается в начале первого цикута. Блок 35 обеспечивает выходной сигнал от регулятоpa 16 фазового сдвига во время первого и второго циклов. В начале тр-етьего цикла операции контакт 40 размыкается, и блок 35 отключается. Одновременно замыкается нормально разомкнутый контакт 41, подключая потенциометр 42 последовательно к выходным обмоткам 32 и 33.
В начале четвертого цикла размыкается контакт 43 и замыкается нормально разомкнутый контакт 44, подключая потенциометр 45 последовательно к выходны.м обмоткам 32 и 33; размыкается контакт 46, и в конце пятого цикла замыкается контакт 47, подключая потенциометр 48.
Формула изобретения
1. Способ нагрева боковых кромок стеклянного листа преимущественно при изготовлении стеклопакетов, включаюш,ий размещение электродов вдоль боковых кромок, подачу к ним переменного тока и цикличесге
21
КИЙ нагрев, отличающийся тем, что, с целью обеспечения равномерности нагрева, осуществляют автоматическое изменение фазового сдвига переменного тока, подаваемого к электродам, по крайней мере в течение первого цикла нагрева, а при проведении последующих циклов нагрева осуществляют подачу к электродам заданной величины тока.
2.Способ по п. 1, отличающийся тем, что в течение первого цикла нагрева осуществляют автоматическое последовательное переключение подачи тока к электродам.
3.Способ по п. 2, отличающийся тем, . что при переходе к очередному циклу нагрева осуществляют автоматическое изменение заданной величины тока.
Источники информации, принятые во внимание при экспертизе:
1.Патент США № 3629935, кл. 65-40, 1971.
2.Патент США j4o 2398360, кл. 65-40, 1967.
25
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для нагрева кромок стеклянного листа при изготовлении, преимущественно, стеклопакетов | 1974 |
|
SU608464A3 |
| Устройство для стабилизации теплового режима процесса сварки стеклопакетов | 1980 |
|
SU925880A1 |
| Устройство для управления электросваркой стеклопакетов | 1982 |
|
SU1033453A1 |
| Устройство для ограничения напряжения холостого хода сварочного трансформатора | 1983 |
|
SU1098706A1 |
| Полуавтомат для сварки в среде защитного газа | 1991 |
|
SU1814601A3 |
| Устройство для моделирования энергосистем | 1978 |
|
SU763923A1 |
| Устройство для точечной электродуговой сварки плавящимся электродом | 1989 |
|
SU1632676A1 |
| Устройство для контроля режима электрической сварки | 1938 |
|
SU55759A1 |
| Автоматический регулятор | 1937 |
|
SU58790A1 |
| Машина для точечной контактной микросварки переменным током | 1986 |
|
SU1371828A1 |
Т1
32
-LJO
f7
(3,
33
