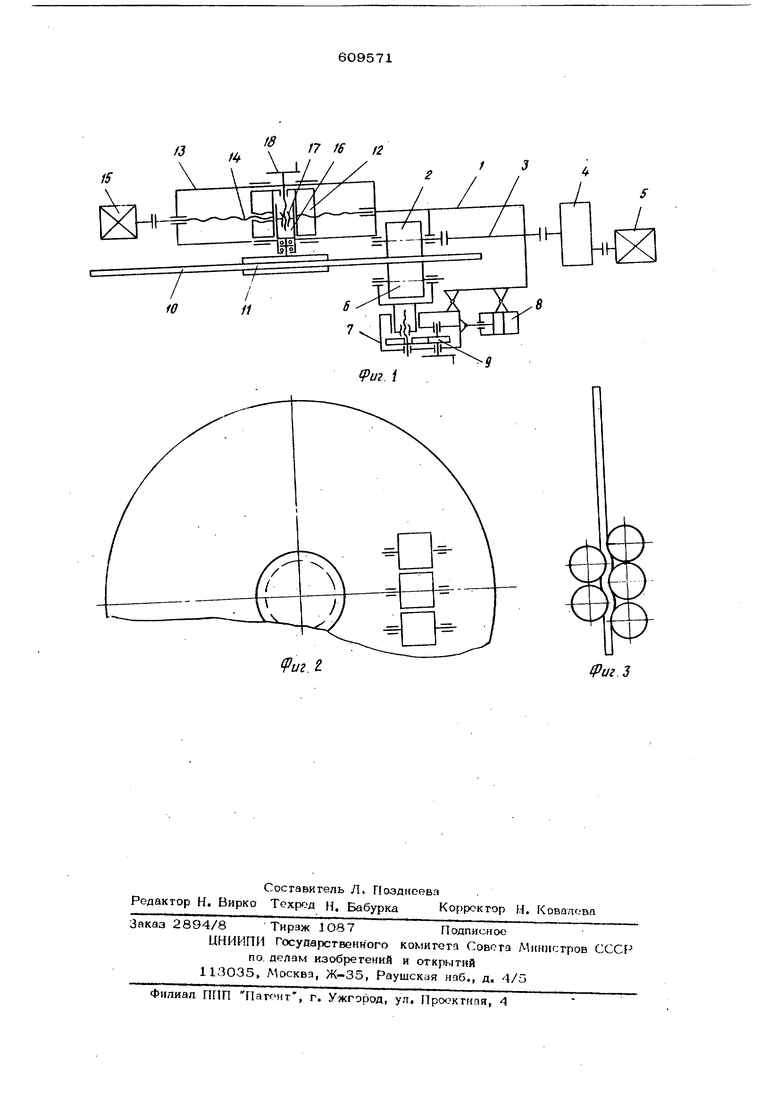
На С-образной станине 1 машины размещены приводные рабочие ролики 2, соединенные посредством шпинделей 3 с шестеренной кпегью 4 приводимой от двигателя 5. Холостые ролики 6 установлены в обойме 7, кото j рая может откидываться для. пропуска диска с помощью гидроципиндра 8. В обойме размещены механизмы настройки 9 холостых роликов.
Выправляемый диск 1О крепится на щ шайбе 11 центрирующего устройства, каре ка 12 которого установлена на направляющих 13 и может перемещаться по ним с помощью винтовой пары 14 с приводом 15. Вал планшайбы на подшипниках смонтирован в суптюр- is те 16, который может перемещаться по направляющим каретки (не показаньг) с помощью винтовой пары 17 и штурвала 18.
Машина для правки дисков работает следующим образом.,20
, Выпрямляемый диск 1О крепится на планшайбе 11, Обойма 7 гидроцилиндром 8 oi кинута в сторону так, что между рабочими роликами 2 и холостыми роликами 6 имеется свободное пространство, куда легко может 2S быть введен диск 1О.
Перемещая каретку 12 с помощью винтовой пары 14 и двигателя 15, диск 1О заводят в зону рабочих роликов. Суппорт 16 с помошью винтовой пары 17 и штурвала 18зо перемещают до тех пор, пока торец диска не коснется поверхности приводных роликов 2. Механизмом настройки 9 холостые рояики устанавливаются в рабочее положение, обеспечивающее заданный прогиб листа. Обойма 35 7 гидроцйдиндром 8 устанавливается в рабочее положение и прижимает диск 10. Цилиндр срабатывает до упора, а его усилие больше потребного для прогиба листа. Включается привод 5 вращения рабочих роликов и привод40 15 перемещения каретки 12, При этом диск 1О свободно вращается на планшайбе 1 . и перемещается вдоль оси рабочих роликов 2 и 6, а зона упруго пластического изгиба пе- ремешается по пкрали. Ширина бочки ра5о- 45 шх роликов значитчгльно меньше рааности наружного и внутреннего радиусов диска. Поэтому, меняя соотношение скоростей вращения роликов и перемещения планшайбы, можно регулировать количестно циклов зна- 50 копеременного изгиба на любом участке диока. Поскольку при изгибе узкого кольца диска происходит удлинение волокон на небольшом участке, в машине активно исправ ляется киробоватость диска,55
Механизм перемещения диска можно затормозить, и тогда рабочие ролики обкпгы- . вают диск по концентричным окр5.жностям.
Поскольку при правке происходит наклеп и упрочнение металла, можно подобрать такой режим правки, чтобы периферийные участки диска были упрочненными. Это позволит увеличит1:( прочность диска.
Таким образом, предложенная машина позволяет при достаточно высокой производительности качественно править диски из листового материала.
Формула изобретения
1.Машина для правки дисков из листового материала, содержащая смонтированные
на станине в шахматном порядке два ряда правильных роликов, отличающаяс я тем, что, с целью повышения производительности и качества правки, она .снабжена центрирующим устройством, выполненным в вще планшайбы для крепления дисков .установленной в плоскости параллельной осям правильных роликов, а также механизмами перемещения пяаншайбь в плоскости параллельной и в плоскости перпендикулярной осям правильных роликов и механизмом настройки нижних правильных роликов, при этом нижние правильные ролики заключены в обойКгу, установленную на шарнирах с возможностью поворота, а станкна выполнена. G -.образной.
2.Машина -по п. 1, о т л и. ч а ю щ ая с я тем., что механизм перемещения планшайбы в плоскости :.паралле.льной осям правил ных роликов 11Ь Полнеи .в.-виде каретки, :уст.а- новленной .с возмОжнрст.ью перемещения но направляющим, смонтированным на станине параллельно осям правильных роликов.
3.Машина по п. 1, о т л и ч а .ю-щ ая с я тем, что механизм перемещения планшайбы в плоскости перпендикулярной осям правильных ро.ликов выполнен в виде суппорьта, установленного с возможностью перемещения посредством винтовой пары по направляк щим, смонтированным на станине перпендикулярно осям правильных роликов.
4.Машина по п. 1, о т л и ч а ю ш ая с я тем, что механизм настройки нижних правильных роликов выполнен в виде винтовой пары.
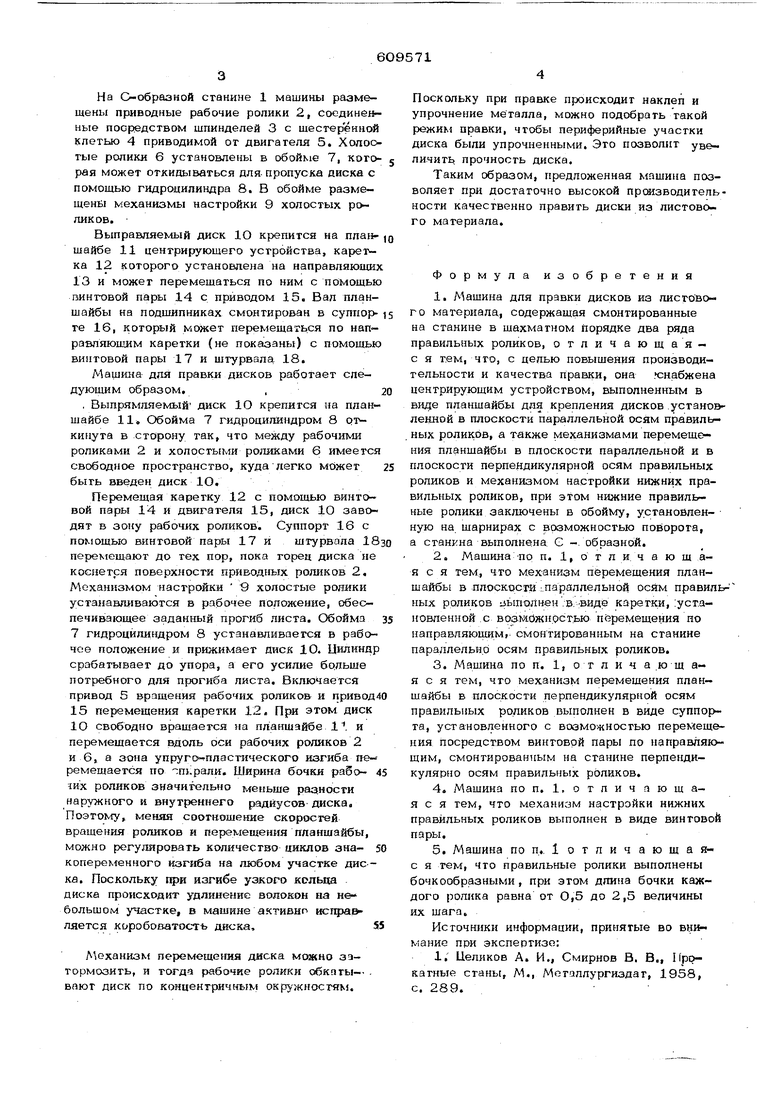
5.Мащива по п.. 1 о т п и ч а ю щ а яс я тем, что правильные ролики выполнены бочкообразными , при этом длина бочки каждого ролика равна от 0,5 до 2,5 величины их шага.
Источники информации, принятые во вн мание при экспертизе:
1; Целиков А. И., Смирнов В. В., Прокатные станы, М., Металпургиздат, 1958, с. 289. /7 16 12 y L
(fvz.t
lpU2. i
ipue 3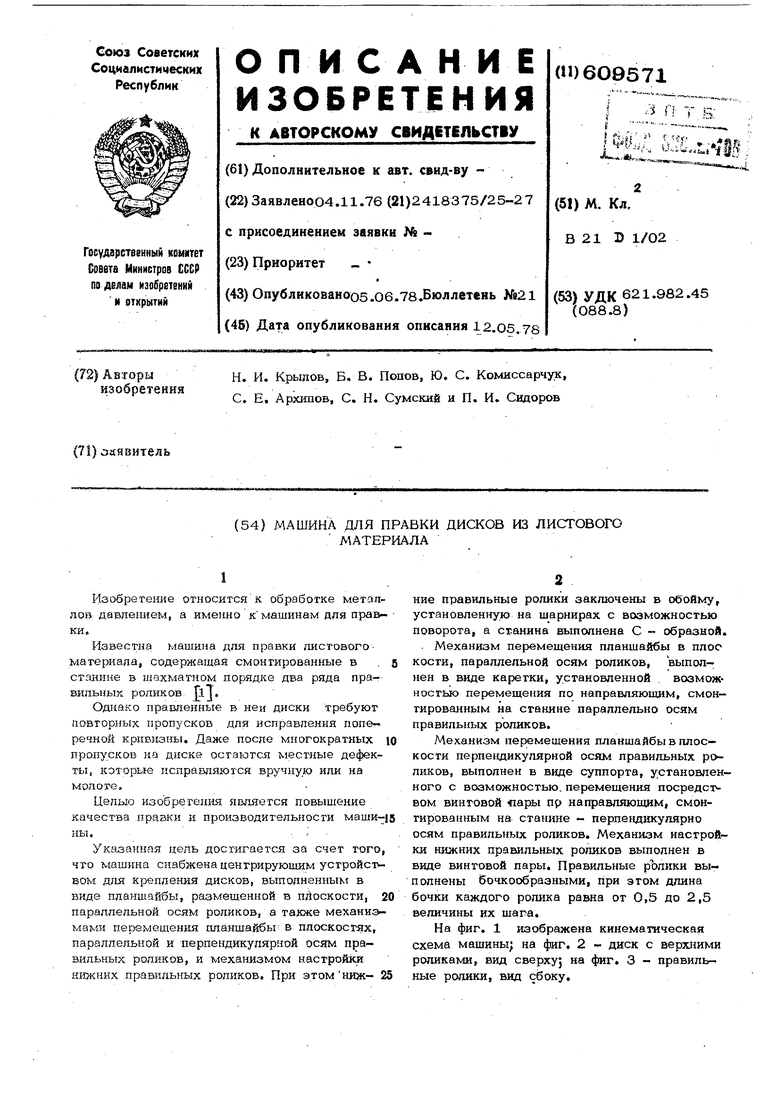
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРАВКИ ДИСКОВЫХ ПИЛ | 2002 |
|
RU2227763C2 |
| Механизм угловой настройки валков косовалковых правильных машин | 1974 |
|
SU496071A1 |
| Станок для резки труб | 1977 |
|
SU662361A1 |
| МАШИНА ДЛЯ ПРАВКИ ИЗДЕЛИЙ ИЗ ЛИСТА | 1972 |
|
SU423541A1 |
| Механизм радиальной и угловой настройки валка косовалковой правильной машины | 1990 |
|
SU1761334A1 |
| Косовалковая машина для правки труби пРуТКОВ | 1978 |
|
SU848118A1 |
| МАШИНА ДЛЯ ПРАВКИ ПИЛЬНЫХ ДИСКОВ | 1990 |
|
RU2013157C1 |
| СТАНОК ДЛЯ ПРАВКИ ДИСКОВ АВТОМОБИЛЬНЫХ КОЛЕС | 2014 |
|
RU2567771C1 |
| Машина для правки труб и прутков | 1976 |
|
SU677787A1 |
| Многороликовая сортоправильная машина | 1973 |
|
SU479516A1 |