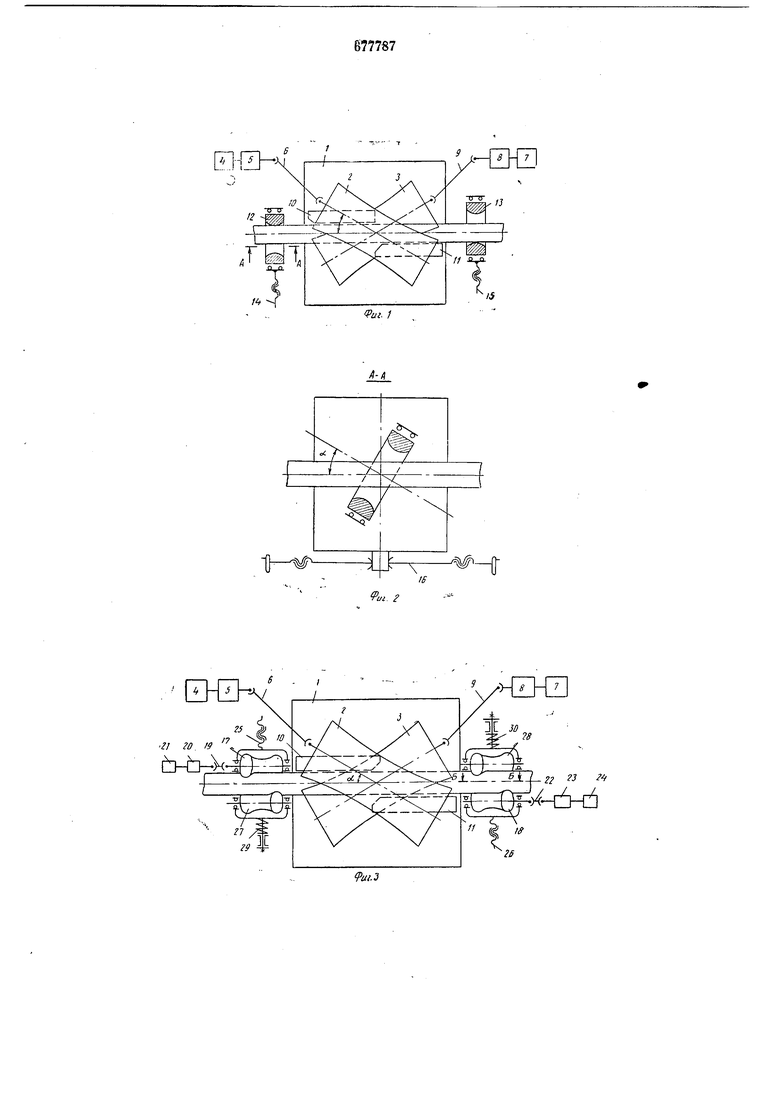
узла является фильера 12, а справа от валков- фильера 13. Фильеры холостые и смонтированы на подшипниках качения. Ось вращения фильеры лежит в плоскости, перпендикулярной плоскости расположения направляющих линеек, под углом к оси правки, равным углу разворота валков, фильеры снабжены механизмами 14 и 15 радиальной настройки. Для обеспечения разворота фильер служит механизм настройки 16.
Мащина работает следующим образом.
Приводные валки 2 и 3, сообщая многократный знакопеременный изгиб выправляемому прокату, одновременно обеспечивают его поступательное движение, перемещение. Направляющие линейки 10 и 11 ориентируют выправляемый прокат с тем, чтобы он попал в межвалковое пространство и удерживался там в процессе правки.
Фильеры 12 и 13 контактируют с выправляемым прокатом в плоскости расположения линеек. Так как оси фильер наклонены к изделию под углом, равным углу разворота валков, окружные скорости изделия и фильер совпадают.
Во время установившегося процесса правки силы, отжимающие изделие в межвалковом пространстве, воспринимаются враи1,ающимися фильерами. Поскольку окружные скорости фильер и выправляемого изделия в точках контакта одинаковы, проскальзывание меладу ними будет сведено к минимуму, что обеспечивает высокую стойкость фильер.
Для обеспечения контакта с выправляемыми прокатом фильеры имеют возможность радиальной настройки за счет применения механизмов 14 и 15.
Направляющие линейки в предлагаемой машине контактируют с выправляемым металлом в течение короткого промежутка времени: в момент захода переднего конца и при выходе заднего конца из машины. Таким образом, стойкость линеек сушествеино повышается.
Другим примером конкретного выполнения изобретения является двухвалковая машина для правки труб и Прутков, представленная на фиг. 3 и 4.
От описанной выше машины она отличается тем, что опорные элементы ее выполнены не в виде фильер, а в виде опорных роликов 17 и 18. Опорный ролик 17 приводится во вращение через шпиндель 19 и редуктор 20 от электродвигателя 21, а ролик 18 - через шпиндель 22 и редуктор 23 от двигателя 24.
Для обеспечения контакта с выправляемым изделием ролик 17 имеет механизм 25 радиальной настройки, ролик 18 - механизм 26. Машина может быть снабжена подпружиненными прижимными роликами 27 и 28, которые расположены оппозитно роликам опорного узла и развернуты противоположно роликам опорного узла на одинаковый с ним угол относительно оси калибра. Усилие, действующее на изделие со стороны прижимных роликов, регулируется механизмами 29 и 30. Ролики опориого узла и прижимные ролики снабжены механизмами 31 угловой настройки, обеспечивающими установку роликов по углу.
Этот вариант несколько сложнее первого в изготовлении, требует большего пространства для размещения. Однако направляющие валки во втором варианте можно использовать в качестве задающих, что позволяет не укомплектовывать машину специальным задающим устройством.
Формула изобретения
1.Мащина для правки труб и прутков, содержащая установленную на станине двухвалковую обойму, оси приводных валков которой развернуты относительно оси иравки на один и тот же угол, а также расположенные по обе стороны относительно обоймы направляющие линейки, отличающаяся тем, что, с целью повышения надежности машины, она снабжена двумя опорными узлами, смонтированными по обе стороны относительно двухвалковой обоймы и выполненными в виде опорных элементов и механизмов их радиальной настройки, при этом оси вращения опорных элементов расположены в плоскости, перпендикулярной плоскости направляющих линеек и развернуты относительно оси правки на тот же угол, что и валки двухвалковой обоймы.
2.Мащина по п. 1, отличающаяся тем, что каждый опорный элемент выполнен в виде установленной с возможностью вращения фильеры.
3.Машина по п. 1, отличающаяся тем, что она снабжена двумя подпружиненными прижимными роликами, смонтированными по обе стороны относительно двухвалковой обоймы, и по разные стороны оси правки, при этом каждый опорный элемент выполнен в виде вогнутого ролика, установленного оппозитно подпружиненному прижимному ролику.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 250644, кл. В 21 D 3/02, 1966.
/i

| название | год | авторы | номер документа |
|---|---|---|---|
| ДВУХВАЛКОВАЯ МАШИНА ДЛЯ ПРАВКИ ТРУБ И ПРУТКОВ | 1971 |
|
SU411936A1 |
| Машина для правки круглого проката | 1988 |
|
SU1551442A1 |
| Валковая арматура роликовой правильной машины | 2019 |
|
RU2701610C1 |
| Механизм радиальной и угловой настройки валка косовалковой правильной машины | 1990 |
|
SU1761334A1 |
| Косовалковая правильная машина | 1990 |
|
SU1810164A1 |
| ВАЛКОВАЯ ОБОЙМА ТРУБОПРАВИЛЬНОЙ МАШИНЫ | 2012 |
|
RU2506133C1 |
| Устройство для правки сортового проката типа двутавра | 1981 |
|
SU1082515A1 |
| Косовалковая машина для правки труби пРуТКОВ | 1978 |
|
SU848118A1 |
| ПРАВИЛЬНАЯ МАШИНА ДЛЯ ПРАВКИ ПРОФИЛЕЙ ВЫСОКОЙ ТЯЖЕСТИ | 2006 |
|
RU2335363C2 |
| аиьСОЮаНАЯЕ1!1Ш4ЕХП;ГГ'Н;^ БИБЛИО'^^:КА I | 1973 |
|
SU373056A1 |

Ц- .11
-i
-г
IS
±:±:- ЖО / 23
//
1К
(Г
