(54)
МЕХАНИЗМ УГЛОВОЙ НАСТРОЙКИ ВАЛКОВ КОСОВАЛКОВЫХ ПРАВИЛЬНЫХ МАШИН
| название | год | авторы | номер документа |
|---|---|---|---|
| Механизм радиальной и угловой настройки валка косовалковой правильной машины | 1990 |
|
SU1761334A1 |
| Механизм радиальной настройки валка косовалковой правильной машины | 1990 |
|
SU1787615A1 |
| Гидравлический механизм настройки валка косовалковой правильной машины | 1990 |
|
SU1801658A1 |
| Косовалковая правильная машина | 1986 |
|
SU1428485A1 |
| КОСОВАЛКОВАЯ ПРАВИЛЬНАЯ МАШИНА | 1973 |
|
SU390855A1 |
| Машина для правки круглого проката | 1988 |
|
SU1551442A1 |
| Механизм радиальной настройки валка косовалковой правильной машины (его варианты) | 1990 |
|
SU1814945A1 |
| КАМЕРА ИЗМЕЛЬЧЕНИЯ ДЛИННОМЕРНЫХ РАДИОАКТИВНЫХ ЭЛЕМЕНТОВ | 2004 |
|
RU2276414C1 |
| Устройство для правки круглого проката | 1988 |
|
SU1701406A1 |
| Роторная трубоправильная машина | 1969 |
|
SU441063A1 |
Изобретение относится к области правки изделий и может быть использовано на ко- совалковых правильных машинах.
Известен механизм угловой настройки : валков косовалковых правильных машин, содержащий средства поворота валков, установленных на цилиндрических подзу 1ах, которые смонтированы в направляющих отверсти ях . Данный механизм невозможно использовать для работы в автоматическом режиме.
В предлагаемом механизме с целью автоматизации настройки средства поворота выполнены в виде радиально закрепленного на „боковой, поверхности ползуна цилиндрическог i пальца, а также установленной на станине крьпики с наклонным к оси ползуна пазом и расположенной в нем цишшдрической ползушки с of верстием для размещения свобод i ного конца пальца..
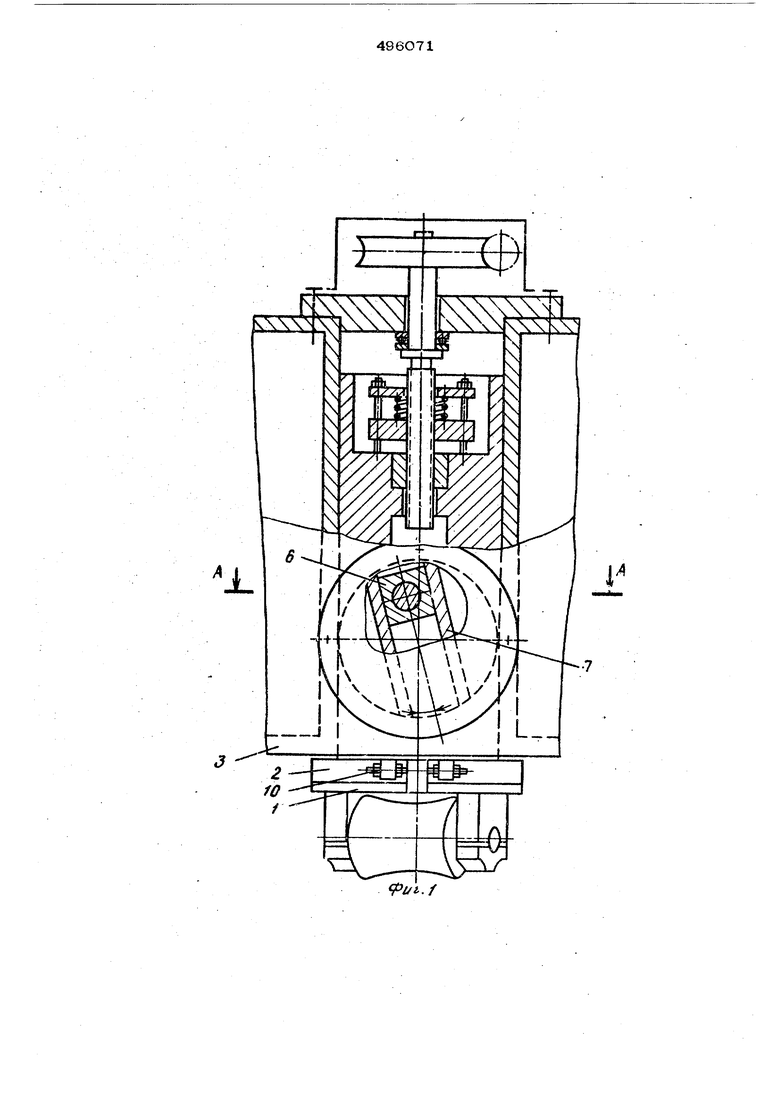
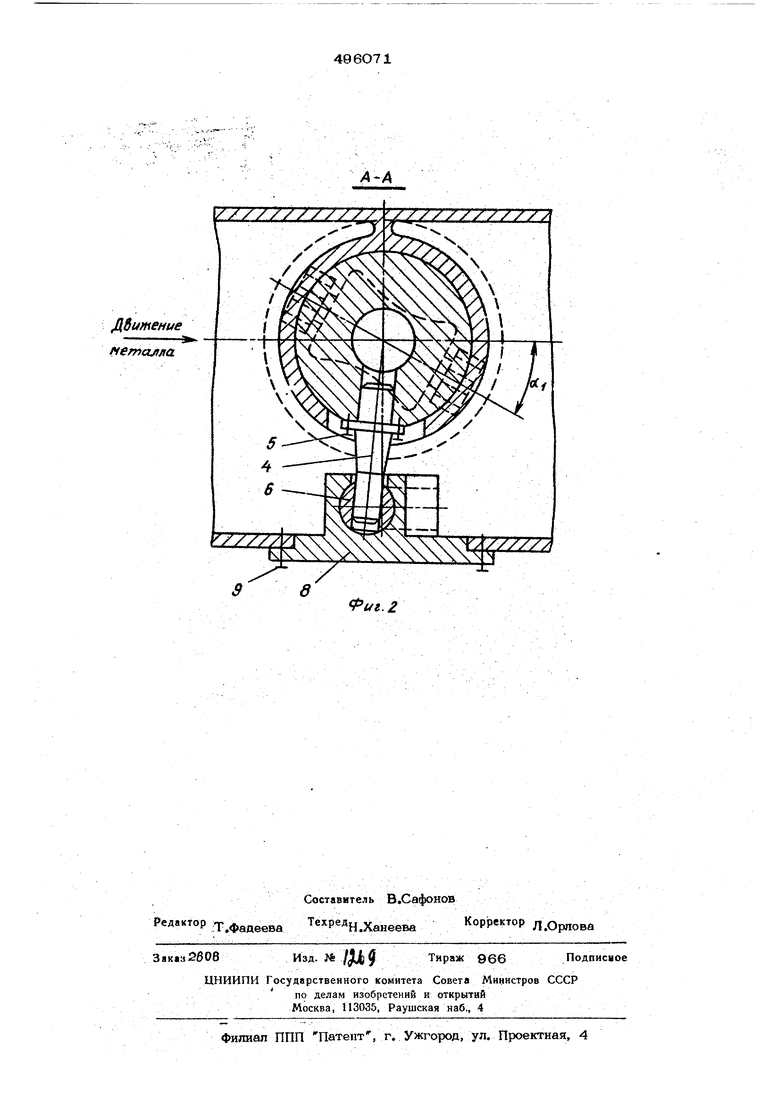
На фиг. 1 изображен механизм угловой настройки валков; иа фиг. 2 - поперечный разрез механизма.
Механизм содержит рабочий валок 1 с поворотной планшайбой, цилиндрический
ползун 2, неподвижную станину 3, цилиндрический палец 4, болт 5, цилиндрическую ползушку 6, наклонный паз 7, крышку 8, болт 9 и винт 1О.
Валок 1с поворотной планшайбой Kpeiпится на ползуне 2 и при необходимости имеет возможность небольшого поворота относительно ползуна. Ползун 2 устанавливается в отверстие неподвижной станины 3 по ходовой посадке, и на боковой его поверхности жестко закреплен цилиндрический палец 4, например, болтами 5. На хвостовик цилиндрического пальца по ходовой ьосадке посажена цилиндрическая ползут-ка 6, которая нару5кной поверхностью сопрягаетсяпо ходовой посадке с наклонным цилиндрическим пазом 7 крышки 8, закрепленной жестко, например, с помощью болто 9 на неподвижной станине 3.
Тангенс угла lf есть отношение величины углового поворота валка к соответствующей при этом Величине, перемещения.
На периферийной части поворотной планшайбы с валком 1 имеется выступ, который располагается с необходимым зазором
можд: двумя Быстузамк, вмекяиимися на . периферийной части ползуна 2. На выступах ползуна 2 установлены с нарезкой винты 1О, кагорые сферическими торцами упираются с двух сторон в выступ поворотной планшайбы. Регулировка раствора валков 1 осуществляется перемещением цилиндрического ползуна 2.
При перемещении ползуна цшишдричес-, кий палец 4 с полэущкой 6, перемещаясь по наклонному цилиндрическому пазу 7 крыш KB а, заставляют ползун 2 с валком 1 поворачиваться, корректируя угол настройки ъап ков по отношению к оси изделия, поаверга- , (емогО правке. В процессе длительной правки-15 валок по рабочей длине бочки может износн1;ь ся иеравномер:. Поэтому угловая разовая подстройка производится поворотом поворот-
ной планшайбы с валком относительно тхолзуна вращением винтов 4.
Формула изобретения
Механизм угловой настройки валков косовалковых 1фавильных машин, содержащий средства поворота валков, установленных на цнлиндрнческих ползунах, смонтированных в направляющих отверстиях станины, о т л ич а ю щ и и с я тем, что, с целью автоматизации настройки, средства поворота выполнены в виде радиально закрепленного на боковой поверхности ползуна цилиндрического пальца, а также установленной на станвяе крышки с наклонным к оси ползуна пазом и расположенной в нем цилиндрической ползушки с отверстием для размещения свобод- ного канна пальца.
ДЪитение
металла
Put.Z
