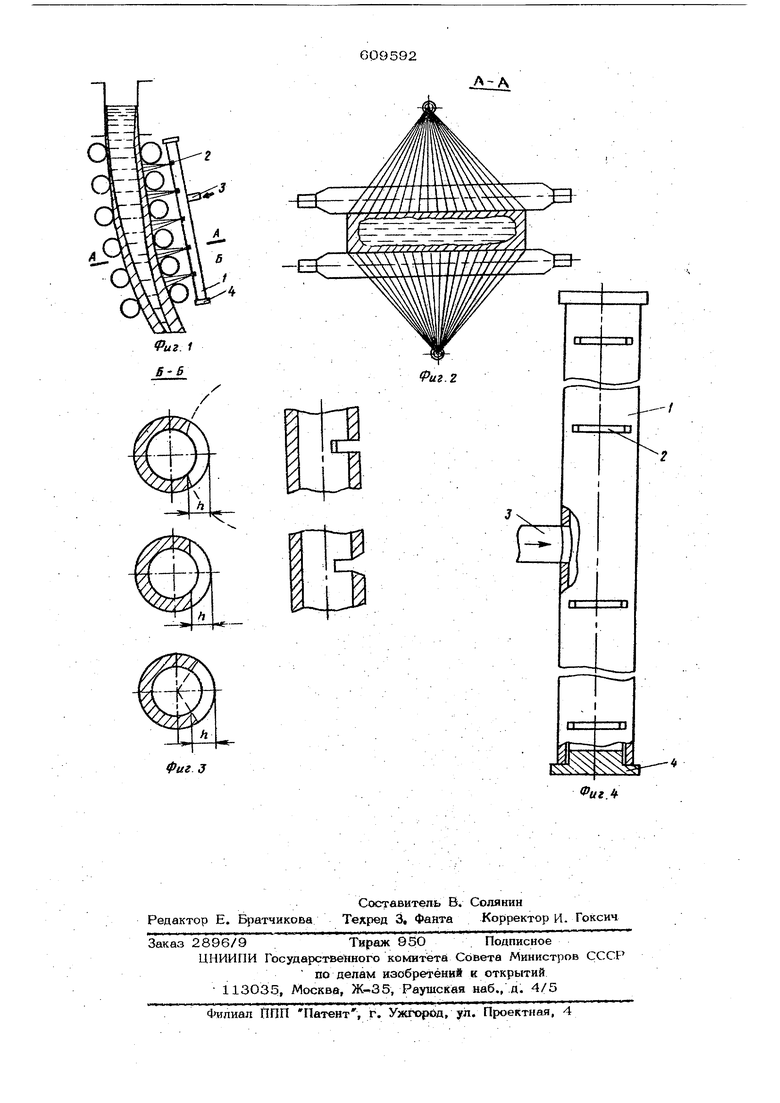
полнительные термические напряжения в ко рочке слитка. Известно устройство для охлаждения слитка, содержащее трубу с выполненными ней шелевидными соплами, поперечные оси которых распо71ожены на различных образую щих трубы 2 . Эт-о устройство устраняет недостатки, присущие описанным выше форсуночным системам охлаждения, однако оно не обеспечивает равномерности охлаждения слитка п его высоте. Целью изобретения является обеспечени равномерного охлаждения слитков. Эта цель достигается тем, что в предлагаемом устройстве, содержащем трубу с щелевидными соплами, поперечные оси щелевидных сопл расположены по одной образующей трубе, причем сопла могут быть вы полнены с ширимой, увел1гчивающейся по высоте трубы снизу вверх. На фиг, 1 изображено предложенное уст ройство, продольный разрезана фиг. 2 - . разрез А-А фиг.1; на фиг. 3 -. сечение щелевидных сопл, разрез Б-Б фиг. 1; на фиг. 4 - общий вид трубы с соплами. Устройство состоит из трубы 1, Б боко вой поверхности которой выполнены щелевы опла 2 с шагом, равным или кратным шагу роликов в отдельной сек{д 1И вторичного охлаждения. Ширина щелевых сопл увеличивается о нижнего к верхнему в соответствии с, заданным законом уменьшения интенсивности охлан дения слитка по длине. Подвод жидкости производится через игтуцер 3, установленный, как правило, в верхней части трубы В нижнем торце тр5б устанавливается съемная заглушка 4, обесп чившошая удаление механических загрязнений при профилактическом контроле работы устройства Устройство работает следующим образомЧерез подводящий штуцер 3 охлаждаюшая жшкость подается в верхнюю часть трубы под давлением, обеспечивающим заданный расход на секцию. Оетаждающая жи кость, проходя по внутреннему каналу труб вытекает через щелевидные сопла в виде плоского факела жидкости, подаваемой на п верхность слитка в зазор между роликами. В случае применения неводоохлаждаемы роликов и необходимости ях принудительног наружного охлаждения необходимо, чтобы часть воды, подступающей на слиток, попадала и на поверхность ролика. В этом случае ширина поперечного сечения факела в плоскости осей роликов должна быть боль- ше, чем чэазор мелсду роликами. Для увеличения угла раскрытия факела в его поперечном сечении профиль щелегзИдного сопла выполняется в виде трапеции (фиг. З). С целью обеспечемия горизонтального истечения жидкости из щелевых сопл необходимо, чтобы толщина стенки трубы 1 была 2,5-4 раза больше, чем ширина щелевого сопла. Предлагаемое устройство дает возможность отказаться от использования сложных в изготовлении плоскофакельных форсунок обеспечивает плавное изменение интенсивности охлаждения поверхности слитка в соответствии с технологическими требованиями, что повыщает качество слитка по внутренним ДРфектам, а также сократить время подготовки мащин к пуску из-за сокршдения числа контролируемых сопл (в место форсунок) в первых секциях вторичного охлаждения. Кроме того, увеличение сечения .щелевых сопл в устройстве, установленном вместо нескольких форсунок, расположенных поперек продольной оси слитка, повыщает надежность работы системы вторичного охлаждения вследствие уменьшения вероятности Их засорения, что способствует повышению качества слитка и уменьшению вероятности прорыва. Формула изобретения 1.Устройство для охлаждения непрерывного слитка, содержащее трубу с щелевидными соплами, отличающееся тем, что, с целью обеспечения равномерного охлаяодения слитка, поперечные оси симметрии щелевидных сопл расположены по одной образующей трубе. 2.Устройство по п. 1, о т л и ч i ющ е е с я тем, что сопла выполнены с шириной, увеличивающейся по высоте трубы снизу вверх. Источники информации, принятые во внимание при экспертизе; 1.Бойченко М. О. Рутес В. С., Фульмахт В. В. Непрерывная разливка стали, с. 141, рис, 90. 2.Заявка № 2164836/02 от 25.О7.75. по которой принято решение о выдаче авторского свидетельства.
Фиг 3
.l .1. -tji f у f, f f
r, 7J Ш
-I
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для вторичного охлаждения непрерывнолитой заготовки | 1983 |
|
SU1105276A1 |
| Устройство для охлаждения внутренней полости слитка | 1975 |
|
SU571346A1 |
| Способ вторичного охлаждения непрерывнолитого слитка | 1984 |
|
SU1201049A1 |
| Способ вторичного охлаждения слитка | 1975 |
|
SU645532A3 |
| Устройство вторичного охлаждения установки непрерывной разливки чугуна горизонтального типа | 1980 |
|
SU1000153A1 |
| УСТРОЙСТВО ВТОРИЧНОГО ОХЛАЖДЕНИЯ МАШИНЫ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК | 1996 |
|
RU2108199C1 |
| Устройство для вторичного охлаждения непрерывнолитного слитка | 1976 |
|
SU558752A1 |
| СПОСОБ ВТОРИЧНОГО ОХЛАЖДЕНИЯ ЗАГОТОВОК В МАШИНАХ НЕПРЕРЫВНОГО ЛИТЬЯ КРИВОЛИНЕЙНОГО ТИПА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2086349C1 |
| УСТРОЙСТВО ДЛЯ ОХЛАЖДЕНИЯ МЕТАЛЛОПРОКАТА ПРЯМОУГОЛЬНОГО ПРОФИЛЯ | 1992 |
|
RU2022033C1 |
| Устройство для регулируемого охлаждения проката | 2022 |
|
RU2783436C1 |