(54) СПОСОБ ВТОРИЧНОГО ОХЛАЖДЕНИЯ СЛИТКА
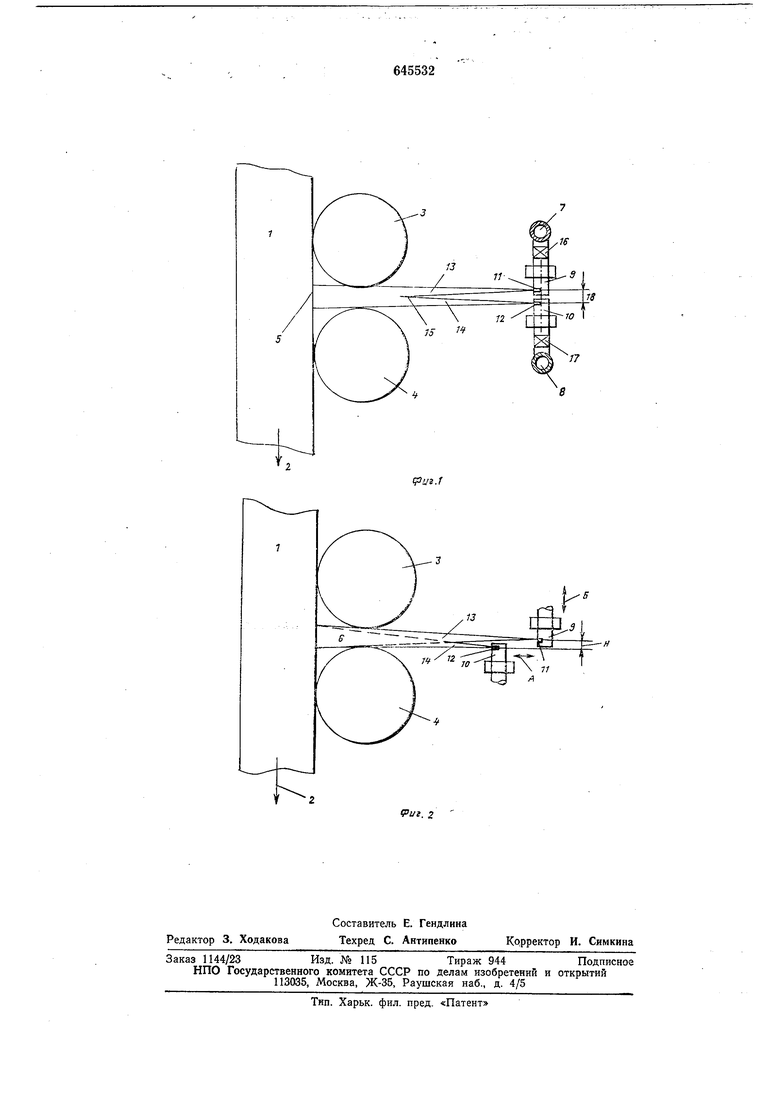
12 Каждая из форсунок 9 к 10 формирует веерный факел 13 и 14, при этом струя охлаждающей жидкости выходит из щелевого выходного отверстия форсунки под углом 90° к ее продольной оси. На определенном расстоянии от щелезого выходного отверстия в зоне 15 веерные факелы скрещиваются, образуя общий веерный факел струи 6. Количество охладителя, подаваемого в форсунки 9 и 10, регулируется с помощью вентилей 16 и 17. Расстояние 18 между щелевыми отверстиями 11 и 12 в направлении движения слитка составляет в данном варианте 20 м.ч расстояния от поверхности слитка 400 мм. При расходе воды 10-20 и давлении передщелевыми выходными отверстиями форсунок от 1,5 до 6 атм оба веерных факела объединяются в общий факел на расстоянии 130 мм от места их выхода. Толщина образованной таким образом струи, соответствующая расстоянию между направляющими элементами, составляет 45 мм. В другом варианте, показанном на фиг. 2, щелевые выходные отверстия // и 12 форсунок, расположены на различном расстоянии от поверхности слитка /. Это позволяет уменьщить расстояние Я между щелевыми выходными отверстиями // и 12, а следовательно, возможно и наименьщее расстояние между направляющими элементами, что снижает вероятность выпучивания корочки слитка. Регулирование веерных факелов форсупЬк и общегЬ веерного факела струи Достигается изменением положения форсунок 9 10 вШправлёнйй стрелки Л и стрелки Б. Возможно объединеиие двух веерных с различным углом распыления. Возможно также объединение двух факе645532лов распыления с различными характеристиками, что позволяет получить требуемое распределение охлаждающей жидкости в общем веерном факеле плоской струи. Изобретение позволяет сократить расстояние между опорными элементами, что повыщает равномерность охлаждения слитка, уменьщает опасность выпучивания корочки и прорыва жидкого металла, а также позволяет повысить скорость разливки. Формула изобретения 1.Способ вторичного охлаждения слитка в зоне расположения направляющих элементов и форсунок при непрерывной разливке металла, включающий распыливание охлаждающей жидкости на поверхность слитка в виде попарно скрещенны. в продольном направлении струй, образующих веерные факелы, о т л И ч а ю щ и и с -я тем, что, с целью обеспечения равномерности охлаждения поверхности слитка, полностью совмещают положение веерных факелов двух соседних скрещенных струй, а щирину общего веерного факела струи поддерживают равной ширине каждого из образующих ее факелов. 2.Способ по п. 1, отличающийся тем, что давление охлаждающей жидкости перед выходным отверстием форсунок поддерживают от 1,5 до 6 атм. 3.Способ по пп. 1 и 2, отличающийся тем, что щирина общего веерного факела равнарасстоянию между двумя соседними направляющими элементами. Источник информации, принятый iBO внимание при экспертизе: 1. Патент Великобритании № 1326625, кл. В 3 F, 1973.
17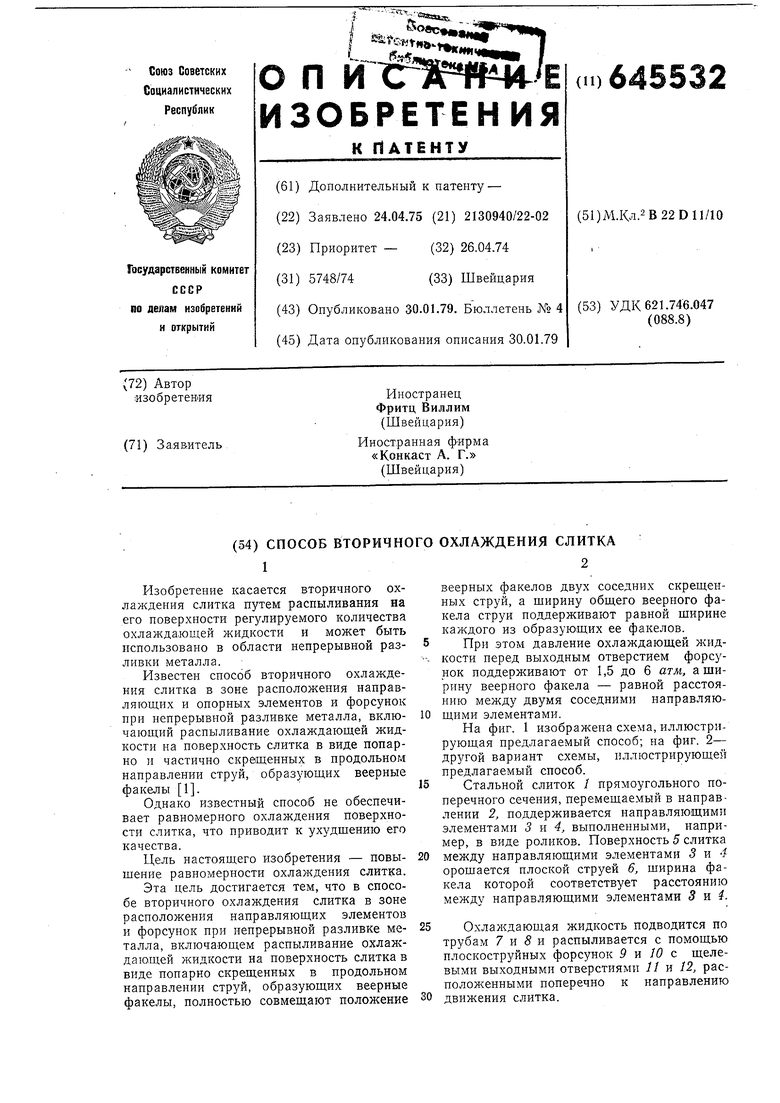
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ вторичного охлаждения непрерывнолитого слитка | 1984 |
|
SU1201049A1 |
| Форсунка для водовоздушного охлаждения непрерывнолитых заготовок прямоугольного сечения | 1982 |
|
SU1101326A1 |
| УСТРОЙСТВО ЗОНЫ ВТОРИЧНОГО ОХЛАЖДЕНИЯ | 2002 |
|
RU2245757C2 |
| УСТРОЙСТВО ДЛЯ ОХЛАЖДЕНИЯ ЛИСТА ТОЛСТОЛИСТОВОЙ СТАЛИ | 2005 |
|
RU2383402C2 |
| СПОСОБ ВТОРИЧНОГО ОХЛАЖДЕНИЯ НЕПРЕРЫВНОЛИТОЙ КРУГЛОЙ ЗАГОТОВКИ | 2012 |
|
RU2510805C1 |
| Способ непрерывной разливки металлов | 1978 |
|
SU703226A1 |
| УСТРОЙСТВО ВТОРИЧНОГО ОХЛАЖДЕНИЯ МАШИНЫ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК | 1996 |
|
RU2108199C1 |
| Способ охлаждения непрерывнолитых слябов | 1979 |
|
SU865499A1 |
| Зона вторичного охлаждения машины непрерывного литья заготовок | 1982 |
|
SU1046008A1 |
| СПОСОБ НАРУЖНОГО ОХЛАЖДЕНИЯ РОЛИКОВ МАШИН НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК И НЕПРЕРЫВНОГО СЛИТКА (МНЛЗ) | 2008 |
|
RU2382688C1 |