I
Изобретение относится к сварке, а именно к кантователям для сборки и установки изделия в положение удобное для сварки, встроенным в потоную линию.
Известен кантователь, содержащий станину с поворотной рамой, оснащенной захватными приспособлениями и приводом поворота рамы l .
Однако в этом кантователе отсутствуют вентиляционные патрубки, что-приводит к неудовлетворительным санитарно-гигиеническим условиям труда.
Наиболее близким к изобретению по технической сущности и достигаемому результату является кантователь, содержащий станину с поворотной рамой, оснащенной захватными приспособлениям и приводом поворота рамы, а также поворотные вентиляционные патрубки 2.
Недостатком этого кантователя являются неудовлетворительные санитарногигиенические условия труда, а также недостаточная производительность его из-за наличия ручного привода поворота вентиляционных патрубков.
Целью изобретения является улучшение условий труда, за счет обеспечения отсоса вредных газов.
С этой целью,поворотные вентиляционные патрубки смонтированы на станине, при этом привод I поворота рамы соединен с поворотными вентиляционными патрубками повышающей зубчатой передачей
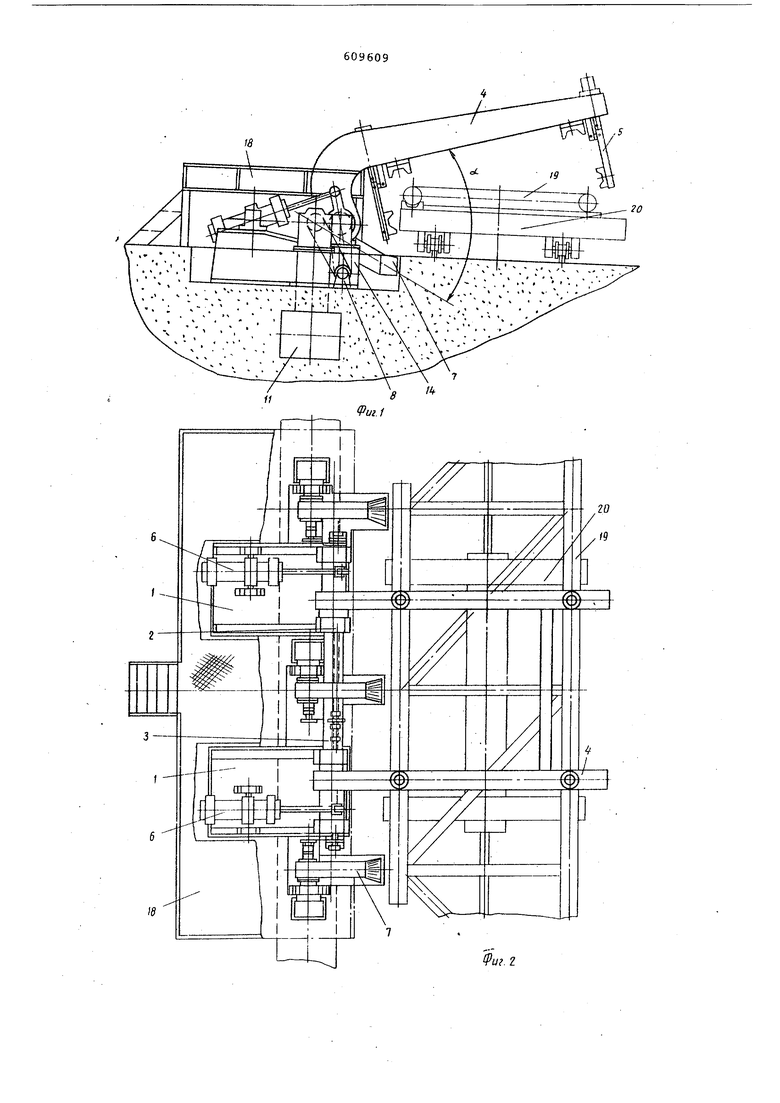
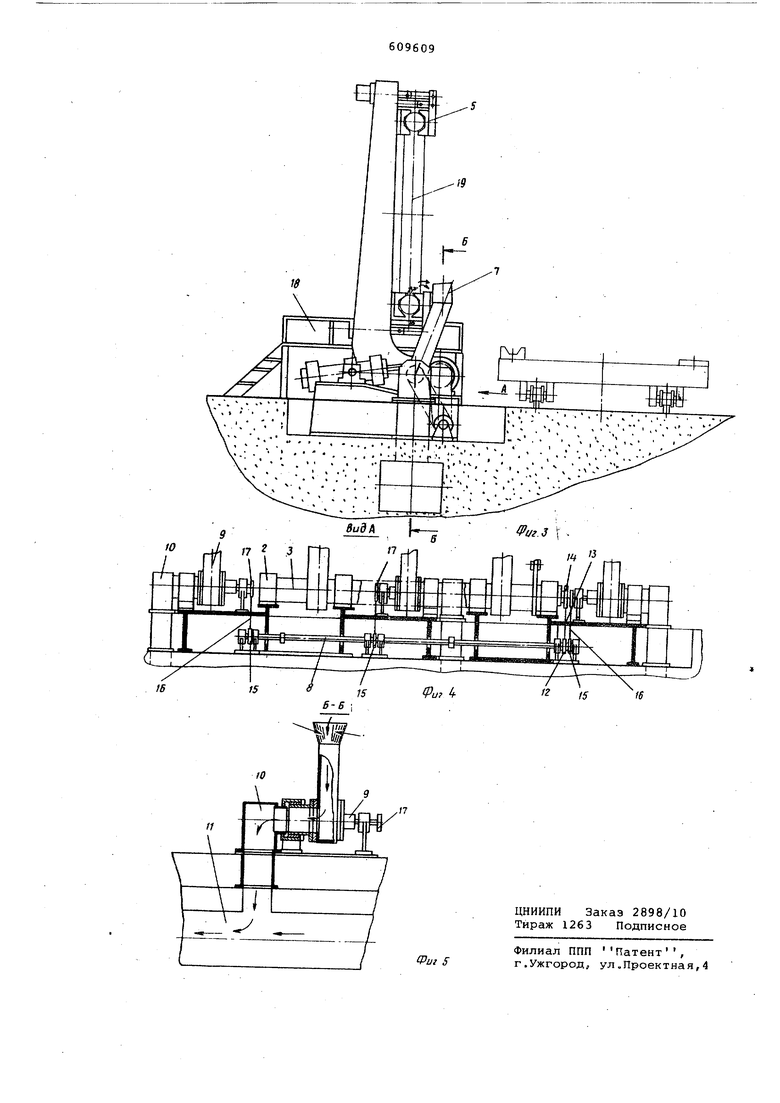
На фиг. 1 изображен предложенный кантователь; на фиг.2 - то же, вид свеху; на фиг. 3 - положение кантователя при сварке; на фиг, 4 - вид А фиг.З; на фиг.З - сечение Б-Б фиг.З.
Кантователь содержит станину 1, в подшипниках 2 на валу 3 которой смонтирована поворотная рама 4 с захватными приспособлениями Ь, а также привод 6 поворота рамы, шарнирные поворотные вентиляционные патрубки 7 и распределительный вал 8. Вентиляционный патрубок 7 состоит из поворотной части 9 и неподвижной части 10, соединенной с вентканалом 11.
На распределительном валу 8 смонтирована звездочка 12, соединенная цепной передачей 13 со звездочкой 14 на валу 3 рамы 4, а также звездочки 15, соединенные цепными передачами 16 со звездочками 17, установленными на поворотных частях 9 вентиляционных патрубков 7. При этом, общее передаточ-ное число передач 13 и 16 меньше единицы, т.е. передача от звездочки 12 к звездочке 17 повышающая. Над станиной неподвижно закреплена площадка 18 для сварщика. Изделие 19 подается к канто вателю транспортньм устройством 20. Вентиляционные патрубки 7 установлены на станине соответственно местам сварки на изделии. Кантователь работает следующим образом. В исходном положении поворотная рама 4 приподнята, Ь поворотные части 9 вентиляционных патру(эков 7 образуют с плоскостью поворотной рамы, обращенной к изделию угол оС, достаточный для свободного перемещения транспортного устройства 20 и изделием 19 под плоскостью кантователя. Захватные приспособления 5 раскрыты. После подачи изделия 19 под кантователь, поворотная рама 4 совместно с поворотными частями 9 шарнирных вентиляционных патрубков 7, опускается до соприкосновения с изделием 19. Срабатывают захватные приспособления 5 и поворо±ная рама 4 с изделием 19 и поворотными, частями 9 вентиляционных патрубков 7 поворачивается в обратную сторону до установки изделия в положение удобное для сварки. Так как передача 16 выполнена повышающей, то скорость поворота поворо ных частей вентиляционных патрубков 7 больше скорости поворота рамы 4. В результате этого при установке издели в положение удобное для сварки поворо ные части 9 вентиляционных патрубков максимально приближаются к местам сва ки на изделии с обратной от сварщика стороны. После производства сварки кантователь возвращает изделие в исходное положение и укладывает его на транспортное устройство 20. Предложенное техническое решение Обеспечивает механизированный поворот и установку всех поворотных вентиляционных патрубков максимально приближенных к Местам сварки на изделии спротивоположной от сварщика стороны. Это улучшает санитарно-гигиеничес- кие условия труда и позволяет встраиз вать кантователь в поточные линии. Формула изобретения Кантователь, содержащий станину с поворотной рамой, оснащенной захватными приспособлениями, и приводом поворота рамы, а также поворотные вентиляционные патрубки, отличающийся тем, что, с целью улучшения условий труда, поворотные вентиляционные патрубки смонтированы на станине, при этом привод поворота рамы соеди- . нен с поворотными вентиляционными патрубками повышающей передачей. Источники информации, принятые во внимание при экспертизе: 1.Механическоесварочное оборудование-, НИИМАШ, серия С-Х-5, М., 1974, с. 23-25, фиг.18.2.Проблелы улучшения санитарно-гигиенических условий труда в сварочном производстве, НИИМАШ, серия С-Х1, М., 1975, с.18-19, фиг.6.
| название | год | авторы | номер документа |
|---|---|---|---|
| Кантователь для сварки | 1980 |
|
SU946868A1 |
| Кантователь изделий под сварку | 1983 |
|
SU1148747A1 |
| Кантователь | 1983 |
|
SU1154068A1 |
| Кантователь | 1980 |
|
SU893759A1 |
| Кольцевой кантователь | 1979 |
|
SU837693A1 |
| Кантователь для сварки | 1984 |
|
SU1268354A1 |
| Кантователь | 1985 |
|
SU1323312A1 |
| Кантователь | 1977 |
|
SU733939A1 |
| Кантователь металлоконструкций под сварку | 1986 |
|
SU1388248A1 |
| Кантователь | 1985 |
|
SU1299759A1 |