11
Изобретение относится к сварочному производству, в частности к вспомогательному оборудованию для механизации сварочных.работ, а именно к кострукциям кантователей, и может быть использовано преимущественно для сваки тяжеловесных изделий.
Целью изобретения является повышение удобства обслуживания при упрощении конструкции.
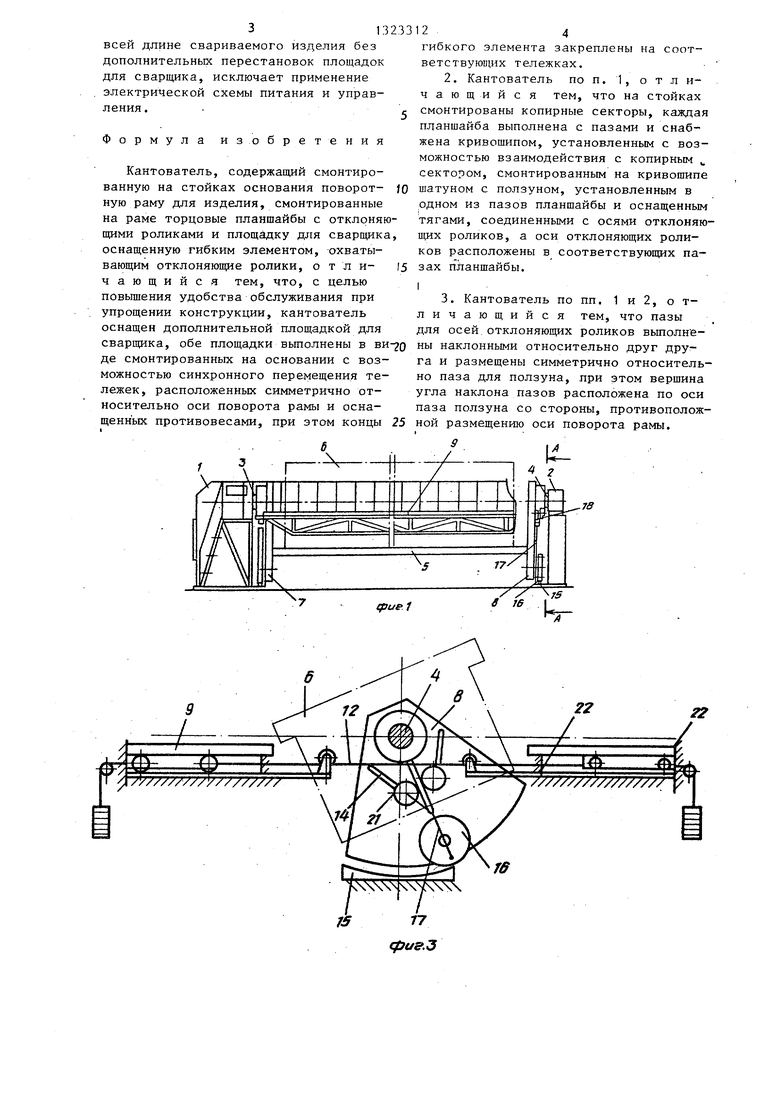
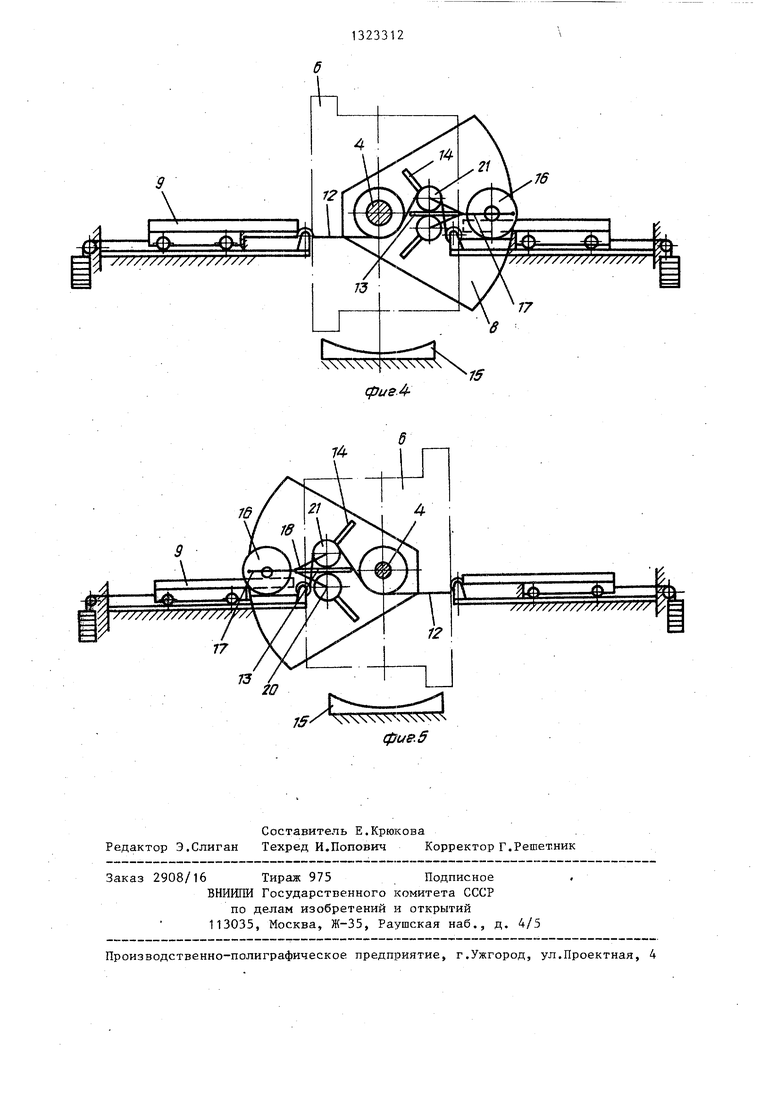
На фиг. 1 схематически изображен предлагаемый кантователь; на фиг. 2 разрез А-А на фиг. 1; на фиг. 3 - 5 кантователь при различных положениях рамы и тележек.
Кантователь содержит смонтированные на основании приводную 1 и холостую 2 стойки установленную на них посредством осей ЗиЛ поворотную раму 5 для изделия 6 и смонтированные на ней торцовые планшайбы 7 и 8. Симметрично относительно оси поворота рамы 5 размещены две площадки для сварщика, выполненные в виде тележек 9, установленных в направляющих 10 основания и оснащенных противовесами 11. Тележки соединены гибкими элементами 12, например цепями. Каждая планшайба 7 и 8 выполнена с пазом 13 и двумя наклонными пазами 14, причем последние расположены симметрично относительно паза 13, а вершина угла наклона этих пазов расположена по оси паза 13 со стороны, противоположной размещению оси поворота рамы 5. На стойках 1 и 2 смонтированы копирные секторы 15, а на планшайбах 7 и 8 установлены кривошипы 1 выполненные в виде тел вращения, например в виде цевочной звездочки, установленной с возможностью взаимодействия с копирным сектором 15. Кривошип оснащен шатуном 17 с ползуном 18, установленным в пазу 13 планшайб и оснащенным тягами 19, соединенными с осями 20 отклоняющих роликов 21. Оси 20 установлены в пазах 14 Направляющие 10 снабжены упорами 22.
Кантователь работает следующим образом.
Изделие 6 устанавливают на раму 5 установленную на осях 3 и 4 приводной 1 и холостой 2 стоек, и жестко закрепляют. В этом положении отклоняющие ролики 21 находятся в верхнем положении. Площадки для сварщика за счет натяжения гибких элементов 12 отклоняющими роликами 21 -приближены к свариваемому изделию 6. Кривошип 1
0
5
0
5
находится в среднем положении копир- ного сектора 15. При этом положении изделия 6 производят необходимые сварочные работы,, затем, после их выполнения, начинают производить сварочные работы, в других местах-, для чего поворачивают изделие 6 на определенньй угол по часовой или против часовой стрелки (если смотреть со стороны приводной стойки 1) в соответствии с требованиями технологии выполнения сварочных работ и так до полного их окончания при повороте изделия на 90 в обе стороны.
При повороте изделия из горизонтального положения в наклонное кривошипы 16, находящееся в зацеплении с неподвижно установленными секторами 15 и увлекаемые поворотными планшайбами 7 и 8, также поворачиваются вокруг осей, увлекая за собой шатун 17 и ползун 18. Ползун 18, перемещаясь в пазу 13, тягами 19 перемещает оси 20 отклоняющих роликов 21 по пазам 14, за счет чего отклоняющие ролики 21 освобождают гибкие элементы 12 от натяжения и площадки 9 для сварщика под действием противовесов 11 удгшяются одна от другой до упоров 2 2 .
При дальнейшем повороте изделия 6 кривошипы 16 выходят из зацепления с неподвижно установленными секторами 15, а отклоняющие ролики 21 зани35 мают сведенное положение и начинают отклонять гибкие элементы 12, пере- 1 1ещая площадки для сварщика по опор- ньм направляющим 10 к изделию 6 до упоров 22 (фиг. 3).
40 После выполнения всех сварочных работ изделие 6 поворачивают в обратном Направлении, вследствие чего отклоняющие ролики 21J поворачиваясь совместно с поворотными планшайбами 7
45 и 8, освобождают гибкие элементы 12 от натяжения, и площадки 9 для сварщика под действием противовесов 11 перемещаются от изделия 6, натягивая гибкие элементы 12. Кривошип 16 вхо50 дит в зацепление с сектором 15 и начинает поворачиваться вокруг своей оси, возвращая отклоняющие ролики 21 в исходное положение, соответствующее горизонтальному положению свариваемо го изделия 6. При повороте свариваемого изделия 6 в противоположную сторону цикл работы повторяется.
Предлагаемое изобретение обеспечивает выполнение сварочных работ по
0
313233
всей длине свариваемого изделия без дополнительных перестановок площадок для сварщика, исключает применение электрической схемы питания и управления. с
Формула изобретения
Кантователь, содержащий смонтированную на стойках основания поворот- JO ную раму для изделия, смонтированные на раме торцовые планшайбы с отклрняю- цими роликами и площадку для сварщика, оснащенную гибким элементом, охватывающим отклоняющие ролики, о т л и- 15 чающийся тем, что, с целью повьшения удобства обслуживания при упрощении конструкции, кантователь оснащен дополнительной площадкой для сварщика, обе площадки вьшолнены в ви-рд де смонтированных на основании с возможностью синхронного перемещения тележек, расположенных симметрично относительно оси поворота рамы и оснащенных противовесами, при этом концы 25
24
гибкого элемента закреплены на соответствующих тележках.-
2.Кантователь по п. 1, о т л н- чающийся тем, что на стойках смонтированы копирные секторы, каждая планшайба выполнена с пазами и снабжена кривощипом, установленным с возможностью взаимодействия с копирным сектором, смонтированным на кривошипе шатуном с ползуном, установленным в одном из пазов планшайбы и оснащенным тягами, соединенными с осями отклоняющих роликов, а оси отклоняющих роликов расположены в соответствующих пазах планшайбы.
I
3.Кантователь по пп. 1 и 2, отличающийся тем, что пазы для осей отклоняющих роликов вьшолн е- ны наклонными относительно друг друга и размещены симметрично относительно паза для ползуна, при этом вершина угла наклона пазов расположена по оси паза ползуна со стороны, противоположной размещению оси поворота рамы.
f
fff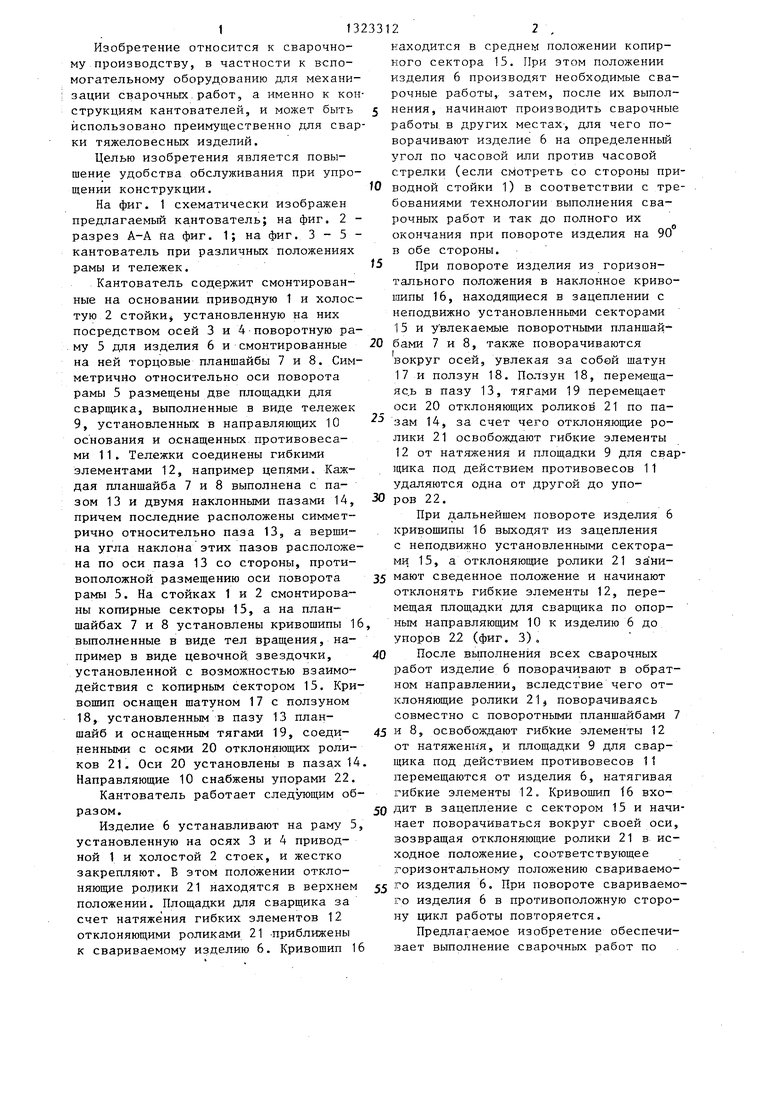
| название | год | авторы | номер документа |
|---|---|---|---|
| Кантователь металлоконструкций под сварку | 1986 |
|
SU1388248A1 |
| Кантователь для сварки | 1987 |
|
SU1433720A1 |
| Кантователь | 1980 |
|
SU893759A1 |
| Кантователь для сварки | 1980 |
|
SU946868A1 |
| Двухпозиционный кантователь | 1977 |
|
SU859091A1 |
| Кантователь | 1983 |
|
SU1139601A1 |
| Кантователь | 1981 |
|
SU986691A1 |
| Устройство для изготовления пространственных армаутрных каркасов | 1972 |
|
SU503671A1 |
| Кантователь | 1986 |
|
SU1333517A1 |
| Поточная линия для сборки и сварки изделий | 1978 |
|
SU747673A1 |
Изобретение относится к сварочному производству, в частности к вспомогательному оборудованию для механизации сварочных работ, преиму-. щественно для сварки тяжеловесных изделий. Целью изобретения является повьшение удобства обслуживания при упрощении конструкции. При установке изделия b на раму отклоняющие ролики 21 находятся в верхнем положении, а площадки для сварщика 9 приближены к оси кантователя. При повороте изделия 6 в наклонное положение кривошипы 16, взаимодействуя с копир- ными секторами 15, поворачиваются. Кривошипы поворачивают шатун и пере-- мещают ползуны в пазах 13 планшайб 8. Тяги 19 перемещают оси 20 отклоняющих роликов 21, освобождают гибкие элементы 12. Площадки 9 под действием противовесов 11 удаляются одна от другой. При дальнейшем повороте изделия 6 ролики 21 начинают отклонять гибкие элементы 12, а площадки 9 приближаются к оси рамы и к изделию. Таким образом обеспечивается вьшолне- ние сварочных работ по всей смене изделия путем автоматического перемещения площадок при повороте изделия. 2 з.п. ф-лы. 5 ил. Аш (Л 22 fS 18 фиг. 2
Составитель Е.Крюкова Редактор Э.Слиган Техред И.Попович Корректор Г.Решет.ник
Заказ 2908/16 Тираж 975Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул.Проектная, 4
фи&.5
| 0 |
|
SU324117A1 | |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Рыжков Н.И | |||
| Производство сварных конструкций в тяжелом машиностроении, М., 1970, с | |||
| Прибор для записи звуковых волн | 1920 |
|
SU219A1 |
| Схема обмотки ротора для пуска в ход индукционного двигателя без помощи реостата, с применением принципа противосоединения обмоток при трогании двигателя с места | 1922 |
|
SU122A1 |
| Подъемная площадка к кантователю | 1973 |
|
SU644719A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
