(54) ЛЕНТОЧНО-ШЛИФОВАЛЬНОЕ УСТРОЙСТВО
| название | год | авторы | номер документа |
|---|---|---|---|
| Ленточно-шлифовальный станок | 1981 |
|
SU959985A1 |
| Ленточно-шлифовальное устройство | 1978 |
|
SU795900A2 |
| Ленточно-шлифовальный станок для обработки лопаток | 1977 |
|
SU657976A2 |
| Ленточно-шлифовальный станок | 1976 |
|
SU613887A1 |
| Ленточно-шлифовальное устройство | 1975 |
|
SU563273A1 |
| Ленточно-шлифовальный станок | 1977 |
|
SU704765A2 |
| Ленточно-шлифовальное устройство | 1978 |
|
SU891364A2 |
| Ленточно-шлифовальный станок | 1976 |
|
SU611763A1 |
| Устройство для ленточного шлифования | 1978 |
|
SU882728A2 |
| Способ совместного шлифования пересекающихся поверхностей | 1976 |
|
SU654397A1 |
1
Изобретение относится к обработке мест сопряжений пересекающихся поверхностей деталей, например прикомлевых участков лопаток газотурбинных двигателей (ГТД)
Известны ленточно-шлифовальные ухзройства для совместной и одновременной обработки пересекающихся поверхностей и радиусных поверхностей их сопряжений, содержащие эквидистантный на толщину ленты обрабатываемым поверхностям контактный копир, огибаемый .движущейся по нему лентой,и механизм поперечной подачи на врезание, по.цжимающий обрабатываемую деталь к ленте с контактным копиром, причем подача на врезание производится по биссектрисе угла пересечения сопрягаемых поверхностей или же по другим направлениям- в зависимости от соотношения допусков или припусков на обрабатываемые поверхности
.
ирк размерной подаче на врезание по мере затупления ленты в этих устройствах происходит заклинивание ленты в зоне обработки, что приводит к ее обрыву.
Для устранения этого недостатка в ленточно-шлифовальных станках, предназначенных для обработки мест сопряжений пересекгиощихся поверхностей, применяют механизм так называемой упругой подачи, при которой поджим детали к ленте с контактным копиром осуществляется под действием веса груза, установленного на корокысле подачи, что позволяет стабилизировать усилие поджима З .
Однако и механизмы упругой подачи, выполненные в виде имеющих возможность поворачиваться под действием груда коро1 1сел, не устраняют всех причин, снижакяцих эффективность обработки. Так, например, при обработке деталей, пересекающиеся поверхности которых имеют значительно отличающиеся площади или припуски, давления на эти повер5{ности оказывеиотся различными, причём часто на поверхности, имеющие меньшую площадь, давления поджима указываются чрезмерно большими, что снижает- стойкость лент и ухудшает качество обработки.
Цель изобретения - повышение стойкости лент и качества обработки.
Цель достигается тем, что устройство снабжено шарнирно связанным с крромыслом рычагом с грузом, при этом
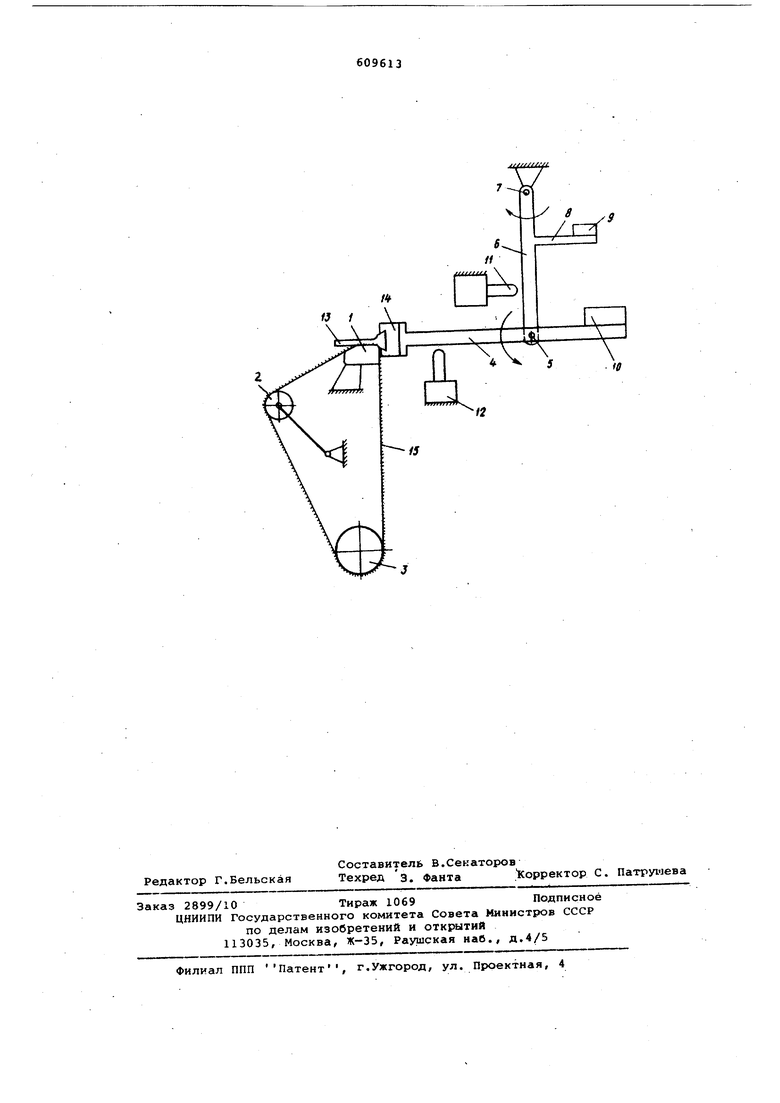
угол между рычагом и коромыслом равен углу пересечения обрабатываемых поверхностей. На чартеже дана схема предлагаемог устройства. Устройство содержит эквидистантный обрабатываемым поверхностям на толспину ленты контактный копир 1, натяжной ролик 2, приводной шкив 3 и механизм подачи, выполненных в виде коромысла 4 подачи, шарнирно связанного с помощью оси 5 с рычагом 6 подачи, поворачивающимся дзокруг оси 7, параллельной оси 5. На кронштейне 8 рычага 6 установлен груз 9, а на коромысле 4 груз 10. Для фиксирования окон чания подачи на врезание в устройстве имеются упоры или датчики 11 и 12 око чания подачи. Обрабатываемая деталь 13 с помощью приспособления 14 крепится на коромысле 4 подачи, а бесконечная абразивная лента 15 устанавливается на ко тактный копир 1, натягивающий ее роли 2 и приводной шкив 3. При работе устройства вращается аб разивная лента, к которой поджимается деталь 13. Поджим детали к ленте производится при повороте по часовой стрелке рычага 6 под действием груза 9 и против часовой стрелки коромысла 4 под действием груза 10. Грузами 9 и 10. задаются усилия под жима обрабатываемой детали-полки лопатки и пера к ленте, которые можно изменять независимо друг от друга по требуемым технологическим условиям При этом грузом 9 производится горизонтальная подача - поджим полки к ле те, а грузом 10 - вертикальная, т.е. поджим пера к ленте. Для этого рычаг 6 установлен перпендикулярно к коромыслу 4 или под углом, равным углу между обрабатываемыми пересекающимися поверхностями, если эти поверхности не перпендикулярны. Окончание каждой из подач фиксируется раздельно упорами 11 и 12. Если в качестве упоров установлены датчики (например, микропереключатели), то они подают сигнал на отвОд коромысла 4 и рычага 6. Обработка обеих пересекающихся поверхностей начинается одновременно независимо от величин их припусков, что обеспечивает устойчивость движения ленты по копиру. Достижение заданных усилий поджима к ка |Сцой из пересекающихся поверхностей позволяет повысить стойкость абразивных лент и качество обработки, что дает экономический эффект до 12 тыс. руб. в год на один станок. Формула изобретения Ленточно-шлифовальное устройство .для обработки мест сопряжений пересекающихся поверхностей деталей, содержащее эквидистантный на толщину ты обрабатываемым поверхностям контактный копир и механизм поперечлой подачи на врезание, выполненный в виде коромысла с. установленным на неЦ )грузом, от лич ающее с я тем, что, с целью повышения стойкости лент| и качества обработки, устройство снаб| жено шарнирно связанным с коромыслом зычагом с грузом, при этом угол между рычагом и коромыслом равен углу переречения обрабатываемых поверхностей. Источники информации, принятые во внимание при экспертизе; 1.Авторское свидетельство СССР 360202, кл. В 24 В 21/06, 1969. 2.Авторское свидетельство СССР 342752, кл. В 24 В 21/06, 1969. : 3. Авторское свидетельство СССР W 512037, кл. В 24 В 21/16, 1972.
W /
,/
n
fO
/2
