1
Изобретение относится к устройствам, предназначенным для обработки лопаток газотурбинных двигателей.
Известен ленточно-шлифовальный станок для обработки лопаток газотурбинных двигателей I. В известном станке обрабатываемая лопатка крепится на шпинделе установленном в люльке механизма обката, соединенной шатуном, взаимодействующим через кривошип с приводом, производящим качание людьки, а сам. шпиндель снабжен рычагом со свободно вращающимся роликом, контактирующим с копиром разворота шпинделя, к которому он поджимается пружиной, один конец которой закреплен на шпинделе, а второй на корпусе люльки механизма обката.
В процессе обкатки лопатки при ее обработке на этом станке в большом диапазоне изменяется величина плеча силы йоджима детали к абразивной ленте с KOHfaRrным копиром относительно оси noBopof-a шпинделя, что приводит к соответственао резкому изменению -силы поджима ролика с рычагом к копиру разворота шпинделя, т.е. к неравномерному износу копира и взаимодействующего с ним ролика, что снижает точность обработки. Кроме того, периодическое значительное изменение указанной силы приводит к соответствующему изменению деформаций системы СПИД и вызывает ее колебания, что еще сильнее снижает точность обработки.
Цель изобретения - -устранение указанных недостатков, т. е. повышение долговечности копировального механизма известного станка и его точности, достигается тем, что н€ итинделе станка установлен кулачок, на котором закреплен огибающий его профильную поверхность гибкий элемент, например трос, на втором конце которого подвешен груз, поджимающий через гибкий эле; мент рычаг с роликом к копиру разворота шпинделя, причем гибкий элемент переброшен через свободно вращающийся ролик, установленный соосно с осью качания люльки механизма обката. При этом профиль кулачка выполнен из условия стабилизации силы поджима ролика рычага разворота шпинделя к копиру разворота.
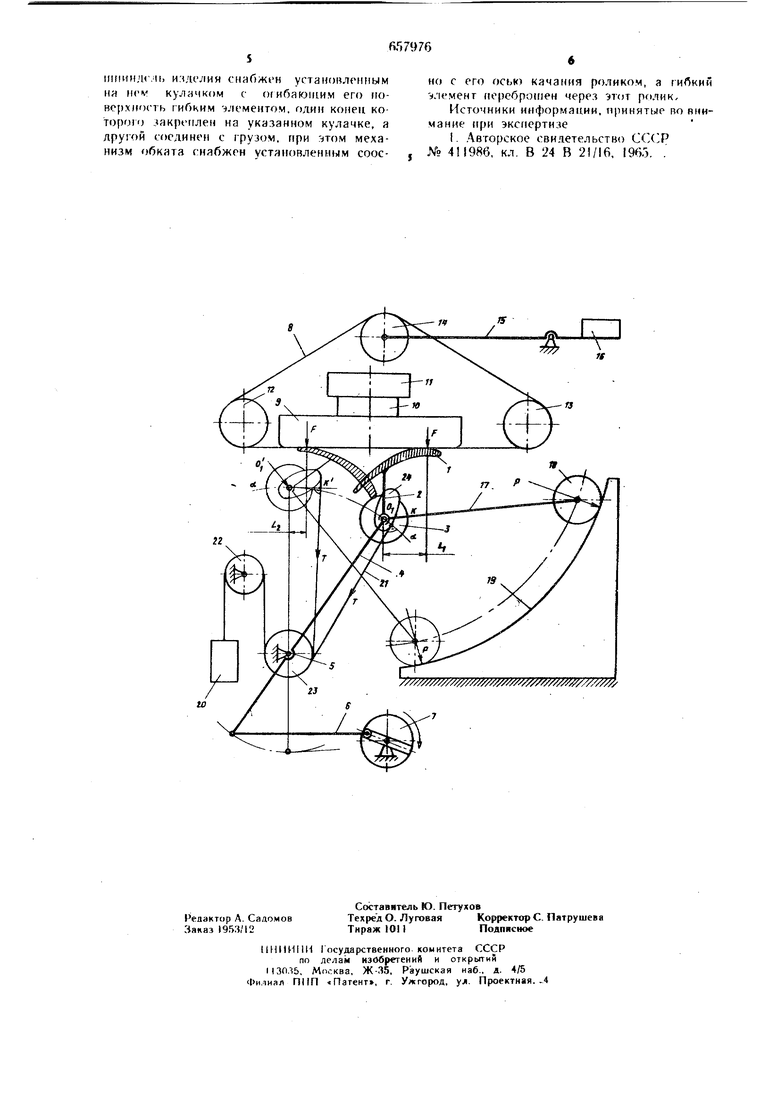
На чертеже изображена кинематическая схема предложенного станка в плоскости качания люльки механизма обката.
. ОПраблтыпаемая. лопатка 1 с помощью присп(к-()б.;1ения 2 (пзоб()ажено условно) крепмгся ма tT;iafiiiiaiif)e шпинделя 3, устанонлснiroro в люльке 4 механизма обката, имеющей возможность качаться вокруг оси 5.
Качание люльки 4 вокруг оси 5 прои.зволится с гюмонлью шарнирно соединенного с ней шатуна 6, второй конец которого шарнирно соединен с кривошипом 7, закрепленным на выходном валу редуктора, приводимого во вращение от электродвигателя (на чертеже не изображен).
. Механизм обката сообщает обрабатываемой лопатке 1 формообразующее движение обкатки по огибаемому движущейся абразивной лентой 8 контактному-элементу (копиру) 9, закрепленному на пиноли 10 механизма подачи II.Абразивная лента 8 огибаетнаправляющие ролики 12, 13 и приводной шкив .44, являющийся одновременно и натяжным,для чего он установлен на коромысле 15, несущем груз б, величиной которого и положе,нием на коромысле ленте задают необходимое натяжение.
Разворот лопатки 1 вокруг оси шпинделя 3 в процессе его перемещения по дуге а-а при качании люльки 4 вокруг оси 5 осуществлен с помощью закрепленного на нем рычага 17 со свободно вращающимся роликом 18, контактирующим с копиром 19 разворота шпинделя, установленным на ста Нине ста.чка.
Отличительной особенностью заявляемого станка является то, что поджим рычага 17 с роликом 18 к копиру 19 осуществлен посредством груза 20, закрепленного на одном из концов гибкого элемента (троса) 21, огибающего свободно вращающиеся ролики 22 и 23, причем последний установлен соосно оси 5 качания люльки. Другой конец гибкого элемента закреплен на кулачке 24, установленном на шпинделе 3 и жестко связанном с рычагом 17.
При работе станка от приводного щки; ва 14 вращается абразивная лента 8, обрабатывая лопатку 1 при подаче на врезание пиноли 10 механизмом подачи И. Кри-вошип 7, вращаясь от электродвигателя, через щатун 6 качает люльку 4 вокруг оси 5 В процессе качания люльки шпиндель 3 перемещается по дуге окружности а-а. При этом ролик 18, взаимодействуя с копиром 10, через рычаг 17 разворачивает шпиндель 3, а вместе с ним и лопатку 1 таким образом, чтобы она обкатывалась по рабочей поверхности контактного элемента 9. Груз 20, закрепленный на гибком элементе 21, через свободно вращающиеся ролики 22 и 23 путем поворота кулачка 24 поджимает ролик 18 рычага 17 к копиру 19 разворота шпинделя.
Расположение ролика 23 на осн качания люльки механизма обката резко уменьшает величину перемещения груза 20 в процессе качания люльки, что : начи- ел1 1и) попы тает работоспособность механизма обката. В процессе обкатки лопатки I но огибаемому лентой KOHTiiKTFioMy элементу 9 изменяется величина цлеча действия силы Fподжима ленты к лопатке относительно оси поворота шпинделя 3, что приводит к изменению силы Р давления ролика 18 на копир 19. Так, при обработке участка профиля лопахки в районе входной кромки величина плеча действия силы F .относительно оси поворота Ot шпинделя равна Ц, а при обработке участка лопатки со стороны выходной кромки величина плеча силы F относительно оси поворота О( ЦJHиндeля равна -Ц, причем отношение может быть очень велико.
Для стабилизации силы поджима ролика 18 к копиру 19 в различных положениях люльки механизма обката соответствующим образом профилируют рабочую поверхность кулачка 24.
При повороте шпинделя в процессе качания люльки изменяется длина плеча OiK, определяющая величину момента от веса груза 20 относительно оси поворота Oj шпинделя при постоянном ЛНТЯЖ6НИИ Т гибкого элемента 21. Так, при обработке лопатки у входной кромки величина плеча действия груза равна OtK, а при обработке участка лопатки со стороны выходной кромки величина плеча составляет С К , причем О/К OiK.
Формой кулачка 24 можно задать закон изменения мо.мента от действия груза 20 таким образом, чтобы сумма моментов относительно оси noBopIoTa шпинделя от действия силы поджима лопатки к ленте и веса груза 20 оставалась постоянной в процессе обкатки, т.е. чтобы оставалось постоянным усилие поджима ролика 18 к копиру 19.
Это повышает работоспособность копировального механизма станка (включающего копир 19, ролик 18, рычаг. 17, шпиндель с подшипниками и др.), стабилизирует упругие деформации системы СПИД и устраняет вибрации, что повыц1ает точность обработки.
Величина этих эффектов зависит от формы профиля обрабатываемой лопатки, жесткости СИСТЕМЫ СПИД, параметров обкатки (расположения лопатки на шпинделе, угла качания люльки механизма обката н.т. п.).
Формула изобретения
Ленточно-шлифовальный станок для обработки лопаток по авт. св. № 411986, отличающийся тем, что, с целью повышения работоспособности копировального механизма и точности обработки путем обеспечения стабилизации силы поджима ролика рычага разворота шпинделя к копиру разворот..
iiifiMH.ir.Mi, и.ч.Цлия снабжен установленным на H«v кулачком с огибающим его поворхмопь гибким элементом, один конец которою .чакрогглен на указанном кулачке, а другой соединен с грузом, при механизм обката гкябжен установленным соосно с его осью качания роликом, а гибкий :(лемент переброспен через этот ролик.
Источники информации, принятые во внимание при экспертизе
I. Авторское свидетельство СС(Р № 411986, кл. В 24 В 21/16, 1%5. .
| название | год | авторы | номер документа |
|---|---|---|---|
| Ленточно-шлифовальный станок для обработки лопаток | 1976 |
|
SU627949A2 |
| Способ шлифования криволинейных поверхностей | 1976 |
|
SU732126A1 |
| Способ ленточного шлифования и лен-ТОчНОшлифОВАльНый CTAHOK | 1976 |
|
SU831567A1 |
| Ленточно-шлифовальный станок для обработки лопаток | 1977 |
|
SU931403A2 |
| Ленточно-шлифовальный станок для обработки лопаток | 1978 |
|
SU732127A1 |
| Ленточно-шлифовальный станок | 1980 |
|
SU975348A2 |
| Ленточно-шлифовальный станок | 1977 |
|
SU686850A1 |
| Способ обработки лопаток | 1975 |
|
SU541652A1 |
| Способ шлифования пера лопаток и копировальный станок | 1981 |
|
SU1013225A1 |
| Ленточно-шлифовальный станок для обработки лопаток | 1975 |
|
SU539741A2 |
