(54) АВТОМАТ ДЛЯ МЕРНОЙ РЕЗКИ ТРУБ
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для мерной резки труб | 1984 |
|
SU1196168A2 |
| АВТОМАТ ДЛЯ МЕРНОЙ РЕЗКИ ТРУБ | 1971 |
|
SU410886A1 |
| Труборезный автомат | 1982 |
|
SU1055593A1 |
| Линия резки труб | 1979 |
|
SU804248A1 |
| Устройство для мерной резки провода | 1978 |
|
SU740365A1 |
| Станок для резки длинномерного материала | 1987 |
|
SU1696177A1 |
| Устройство для резки труб | 1982 |
|
SU1088896A1 |
| Линия резки труб | 1982 |
|
SU1191202A1 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ ДВИЖУЩИХСЯ ПРОФИЛЕЙ | 1991 |
|
RU2021083C1 |
| Станок для правки и мерной резки проволоки | 1989 |
|
SU1664446A1 |
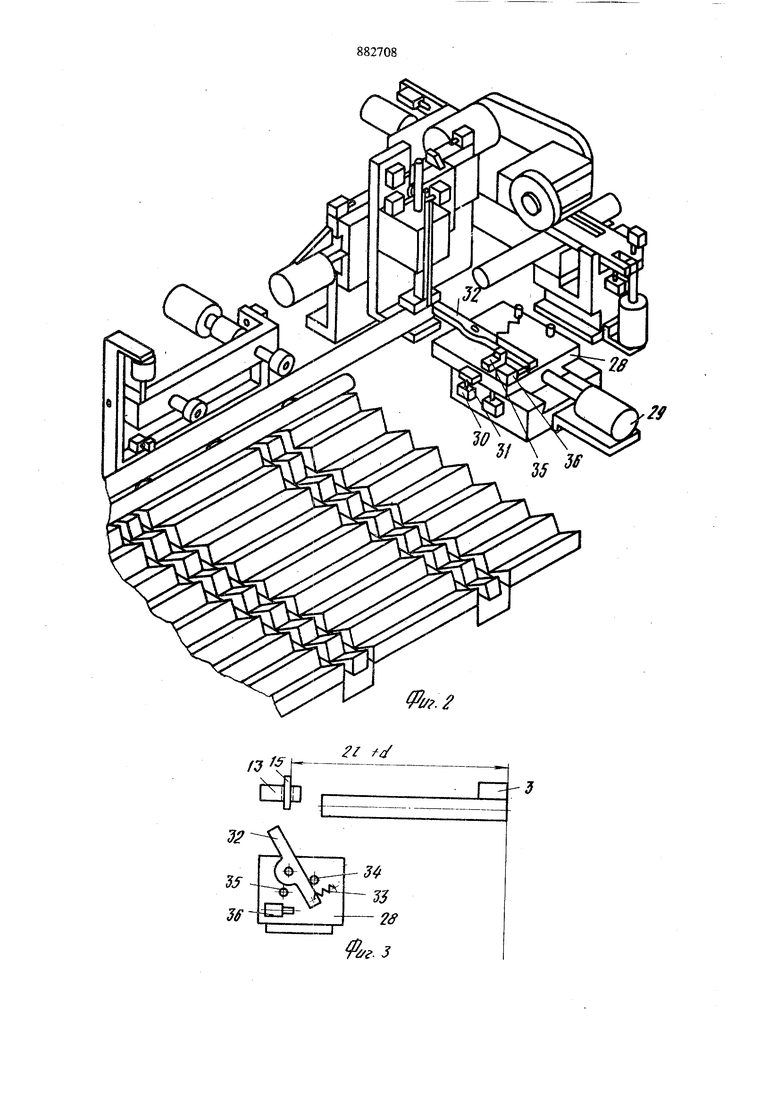

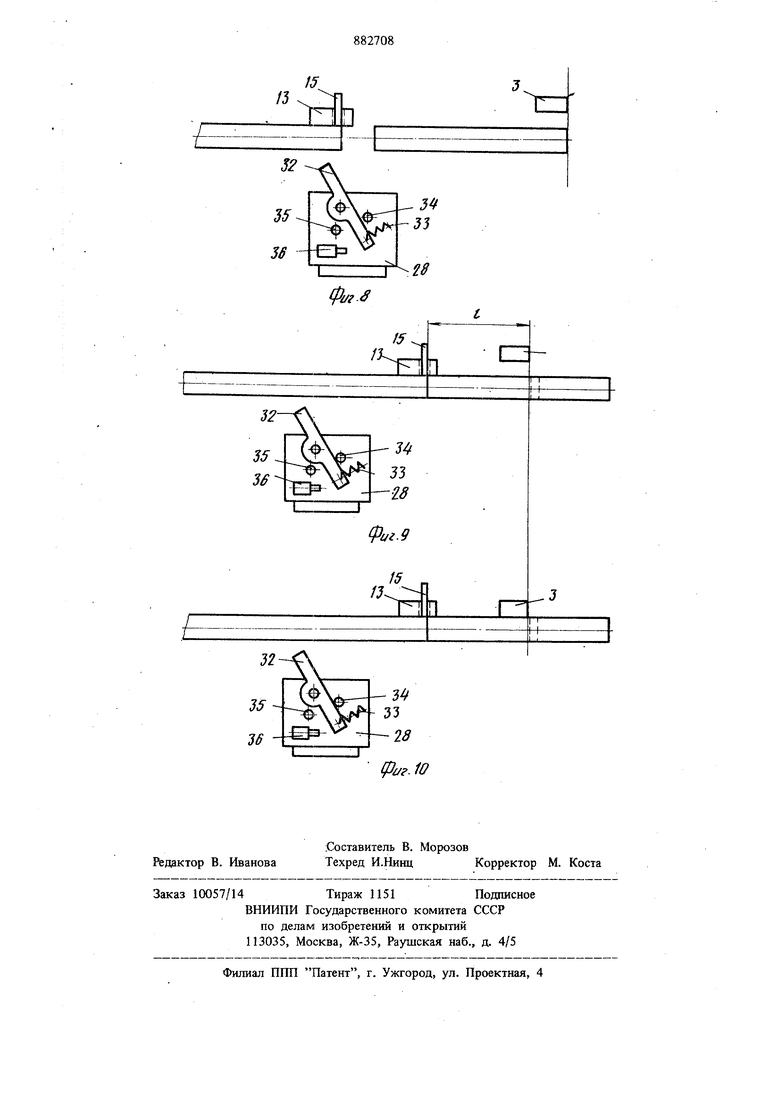
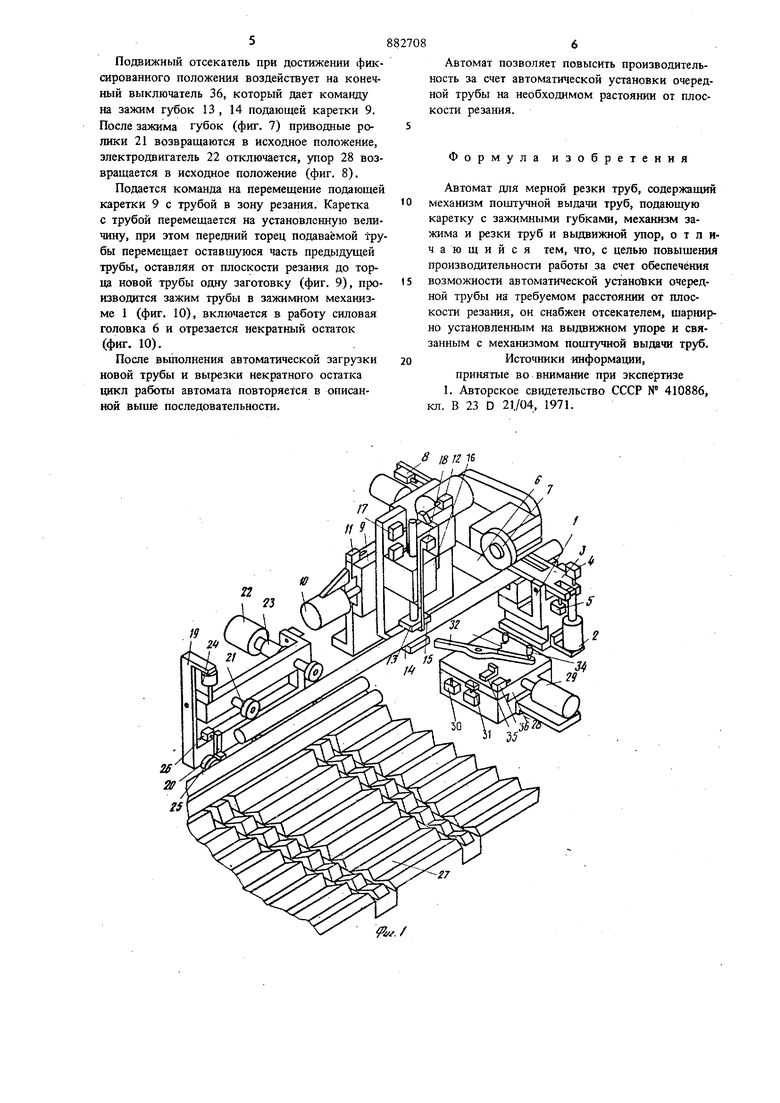
Изобретение относится к обработке металлов резанием к может быть использовано для резки труб на мерные заготовки. Известен автомат для мерной резки труб, содержащий механизм поштучной выдачи труб,. подающую каретку с зажимными губками, м&ханизм зажима и резки труб и вьщвижной упор 1, Недостатком автомата является его низкая производительность из-за того, что каждую очередную трубу 1 необходимо вручную устанавливать на необходимом расстоянии от плоскости реза. Цель изобретения - повыщение производител ности работы за счет обеспечения возможности автоматической установки очередной трубы & требуемом расстоянии от плоскости резания. Поставленная цель достигается тем, что автомат для мерной резки труб, содержащий механизм поштучной выдачи труб, подающую к аретку с зажимными губками, механизм зажима и резки труб и выдвижной упор, снабжен отсекатблем, щарнирно установленным на выдвижНом упоре и связанным с механизмом пощтучной выдачи труб. ia фиг. 1 изображен автомат в исходном положении выдвижного упора с отсекателем, общий вид; на фиг. 2 - то же, при рабочем положении упора с отсекателем; на фиг. 3 - положение зажимных губок, подающей каретки и датчика следящего устройства, когда остаток разрезаемой трубы меньше двух длин заготовок; на фиг. 4 - положение зажимной губки в разжатом состоянии и датчика следящегд yctpoйcтвa после контроля наличия трубы; на фиг. 5 - положение зажимной губки, датчика следящего устройства и выдвижного упора с отсекателем в выдвинутом состоянии; на фиг. б положение подвижного отсекателя в момент лбзищюнирования вновь, загружаемой трубы; на фиг. 7 - зажим вновь загружаемой трубы при позиционировании; на фиг. 8 - положение вьвдвигаемого упора и подвижного отсекателя после. позиционирование и зажима трубы; на фиг. 9 - положение подающей каретки с трубой, находящейся от плоскости резания на расстоянии равном длине отрезаемой заготовки; на фиг. 10 - момент закрепления трубы в зажимном приспособлении при вырезке некратного остатка. Автомат содержит зажимной механизм 1 с пневмоцилиндром 2,рычагом 3,конечными выключателями 4 и 5, силовую самодействующую головку 6 с режущим механизмом 7 и конечным выключателем 8, подающую каретку с пневмоцилиндром 10, конечными выключателями 11 и 12, зажимными губками 13 и 14, к одной из которых (13) прикреплен датчик 15 следящего устройства, с толкателем и зажимным лневмоцилиндром I 16, конечными вьпслючателями 17 и 18, приемное устройство 1 с направляющими 20, подающими приводньгми роликами 21, злектродвигателем 22, приводящим в движение механизм через гидромуфту 23, пневмоцилиндром 24 поджима, рычагом 25, конечным выключателем 26. С автоматом злектрически связан механический стеллаж 27 для труб. Дополнительньй подводимый упор 28 приводится в действие пневмоцилиндром 29 и снабжен конечным выключателем 30, кулачком 31, подвижным отсекателем 32, пружиной 33, упором 34, регулируемы упором 35 и конечным выключателем 36, Автомат работает следующим образом. Трубы загружают на металлический стеллаж накопитель 27. При включении автомата труба закрепляется в зажимном механизме 1 под дей ствием усилия пневмоцилиндра 2. При зажиме трубы рычаг 3 воздействует на конечный выключатель 4, который дает команду на включение в работу силовой головки 6 с режущим механизмом 7. Производится отрезка заготовки Во время резания пневмоцилиндр 16 разжимает губки 13 и 14, и подающая каретка 9 отво дится с помощью пневмоцилиндра 10 в исходное положение. В таком положении каретки 9 нажимается конечный выключатель И, срабатЫ вает зажимной пневмоцилиндр 16, и труба захсимается. После отрезки заготовки силовая самодействующая головка 6 возвращается в исходное положение и нажимает конечный выключатель который дает команду на раскрепление трубы в механизме 1. Рычаг 3 воздействует на конеч ный выключатель 5, который дает команду на перемещение подающей каретки 9 с трубой на величину, равную длине отрезаемой заготовки плюс величина пропила. Подающая каретка 9, достигнув конечного положения, воздействует на конечный выключатель 12, который дает команду на закрепление трубы в зажимном механизме 1, и цикл работы автомата повторяется в описанной выше последовательности до момента установки следующей трубы в приемное устройство. Этот момент наступает тогда, когда остаток трубы будет иметь длину больще одной до двух длин отрезаемых заготовок (с учетом величины пропила) . При таком остатке трубы (фиг. 3) датчик 15 следящего устройства не фиксирует наличие трубы, и конечный выключатель 18 остается ненажатым. Закончив отрезку, силовая головка 6 возвращается в исходное положение, нажимает на конечный выключатель 8, происходит освобождение трубы из разжимного механизма 1, и, так как конечный выключатель 18 остается ненажатым, происходит разжатие зажимных губок 13 и 14 (фиг. 4), они воздействуют на конечный выключатель 17, который дает команду на выдвижение упора 28. Упор 28 за счет пневмоцилиндра 29 выдвигается (фиг. 5), воздействуя кулачком 31 на конечный выключатель 30 (фиг. 2), который включает в работу механический стеллаж 2/ для автоматической загрузки очередной трубы в приемное устройство 19 и зажимные губки 13, 14 подающей каретки 9. Упор 28; выдвигаясь, вводит рабочую часть подвижного отсекателя 32 в зону зажимных губок 13, 14 (фиг. 5). Рабочая часть отсекателя под действием пружины 33 смещается на некоторый угол, что позволяет перемещать вь1движной упор 28 с отсекателем в зону зажимных губок 13 и 14, не касаясь остатка разрезаемой трубы (фиг. 5). Смещение в исходное положение ограничено упором 34. Механический стеллаж выдает очередную трубу на направляющие ролики 20 приемного устройства 19, при этом труба под действием собственного веса через рычаг 25 воздействует на конечный выключатель 26, который дает команду на поджим пр шодных роликов 21 с помощью пневмоцилиндра 24 и приведение их в действие от двигателя 22 через гидротурбомуфту 23, настроенную на определенный крутящий момент. Перемещаясь, труба воздействует передним торцом на рабочую часть подвижного отсекателя 32 и поворачивает его на некоторый угол (фиг. 6), ограниченный регулируемым упором 35 (фиг. 2). Рабочая часть подвижного отсекателя, поворачиваясь дальще, позиционирует передний торец трубы от плоскости резания на расстоянии, равном двум длинам отрезаемых заготовок с учетом величины пропила (фиг. 6), Установка необходимого расстоштя от плоскости резания до торца трубы производится с помощью регулируемого упора 35. При подходе отсекателя к упору 35 оставшаяся часть трубы, если ее длина близка к длине двух заготовок, перемещается тыльной сторонёй отсекателя в осевом направлении (фиг. 6).
Подвижный отсекатель при достижении фиксированного положения воздействует на конечный выключатель 36, который дает команду на зажим губок 13 , 14 подающей каретки 9. После зажима губок (фиг. 7) приводные ролики 21 возвращаются в исходное положение, электродвигатель 22 отключается, упор 28 возвращается в исходное положение (фиг. 8).
Подается команда на перемещение подающей каретки 9 с трубой в зону резания. Каретка с трубой перемещается на установленную величину, при этом передний торец подаваемой tpyбы перемещает оставшуюся часть предь1Д5Щ1ей трубы, оставляя от плоскости резания до торца новой трубы одну заготовку (фиг. 9), производится зажим трубы в зажимном механизме 1 (фиг. 10), включается в работу силовая головка 6 и отрезается некратный остаток (фиг, 10).
После выполнения автоматической загрузки новой трубь и вырезки некратного остатка юосл работы автомата повторяется в описанной выше последовательности.
19
Автомат позволяет повысить производительность за счет автоматической установки очередной трубы на необходимом растоянии от плоскости резания.
Формула изобретения
Автомат для мерной резки труб, содержащий механизм поштучной выдачи труб, подающую каретку с зажимными губками, механизм зажима и резки труб и выдвижнсж упор, о т л ичающнйся тем, что, с целью повыщения производительности работы за счет обеспечения возможности автоматической устаноБки очередной трубы на требуемом расстоянии от плоскости резания, он снабжен отсекателем, шарнирно установленным на выдвижном упоре и связанным с механизмом пощтучной выдачи труб. Источники информации,
принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 410886, кл. В 23 D 21./04, 1971.
8 ,8721В
м./
21 /У
..J
/J«
/cf
--3
:tv-
32
3 33 2S .
3S Sff
21
(Раг.
3f 3ff
3
л
2ff
Фиг.7
