ел
с
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ УЛЬТРАЗВУКОВОГО ЛУЖЕНИЯ ЗАГОТОВОК СТЕКЛОКЕРАМИЧЕСКИХ КОНДЕНСАТОРОВ РАДИОДЕТАЛЕЙ | 1989 |
|
SU1820573A1 |
| Устройство для загрузки и разгрузки токарного многошпиндельного станка | 1986 |
|
SU1340976A1 |
| Устройство для раскатки деталей типа дисков | 1968 |
|
SU272944A1 |
| Универсальный станок для закалки крупногабаритных деталей с индукционного нагрева | 1986 |
|
SU1435622A1 |
| АВТОМАТ ДЛЯ ОТРЕЗКИ И ЗЕНКОВАНИЯ ТРУБОК | 1973 |
|
SU366035A1 |
| Грейферная подача | 1989 |
|
SU1662728A1 |
| Протяжной автомат | 1980 |
|
SU982860A1 |
| Устройство для гибки обечаек из листовых заготовок | 1982 |
|
SU1074622A2 |
| Захватное устройство | 1984 |
|
SU1199614A1 |
| РОТАЦИОННО-ОБЖИМНОЙ АВТОМАТ НЕПРЕРЫВНОГО | 1966 |
|
SU179739A1 |




Использование: в устройствах для обработки давлением. Сущность изобретения: устройство содержит станину. На ней установлен барабан с зажимными приспособлениями для заготовок и по обе стороны от него - подвижные стойки с инструментами, Зажимные приспособления связаны с кольцевым копиром и выполнены в виде зажимных губок. Устройство имеет силовой цилиндр, для предварительного зажима заготовок. В кольцевом копире выполнено отверстие для прохода штока цилиндра, Стойки установлены на салазках. Заготовки устанавливаются в зажимные губки. Стойки сходятся и происходит обработка. Затем стойки расходятся, барабан поворачивается и заготовки поступают на следующие позиции для обработки. 3 з.п. ф-лы, 6 ил.
Изобретение относится к области машиностроения и может быть использовано для обработки тонкостенных трубок.
Цель изобретения - расширение технологических возможностей установки.
Поставленная цель достигается тем, что введены следующие отличительные признаки:
Стойка расположена с возможностью перемещения параллельно оси поворота барабана и устройство снабжено приводом перемещения стойки, а средство зажима заготовок выполнены в виде пар зажимных губок, каждая из которых расположена „в одном из гнезд барабана, пар рычагов, каждый из которых расположен с возможностью взаимодействия с соответствующей губкой пары и поворота вокруг оси, параллельной оси поворота барабана, клиньев, каждый из которых расположен с возможностью перемещения перпендикулярно оси поворота барабана и взаимодействия с рычагами соответствующей пары и оснащен пружиной возврата, профильных ползушек,
00
i
СП
каждая из которых расположена с возможностью перемещения параллельно оси поворота барабана и взаимодействия с одним из клиньев, и кольцевого копира, имеющего ось, совпадающую с осью барабана, и закрепленного на станине с возможностью взаимодействия с ползушками.
Вторым признаком является то, что установка снабжена салазками, установленными на станине с возможностью перемещения в направлении, параллельном оси барабана, стойки расположены на салазках и их привода связаны с салазками.
Третьим признаком является то, что устройство снабжено дополнительными стойками, салазками и приводом перемещения стоек; расположенными с другой стороны барабана, так как обусловлены необходимостью обработки детали с двух сторон.
Введение вышеперечисленных признаков позволяет произвести полный объем необходимых обработок трубки (пробивка отверстий, просечку, формовку рифа и т.п.), причем с различными конструктивными размерами на различных расстояниях от торца и на различных углах по отношению друг к другу. Это возможно производить с двух сторон заготовки.
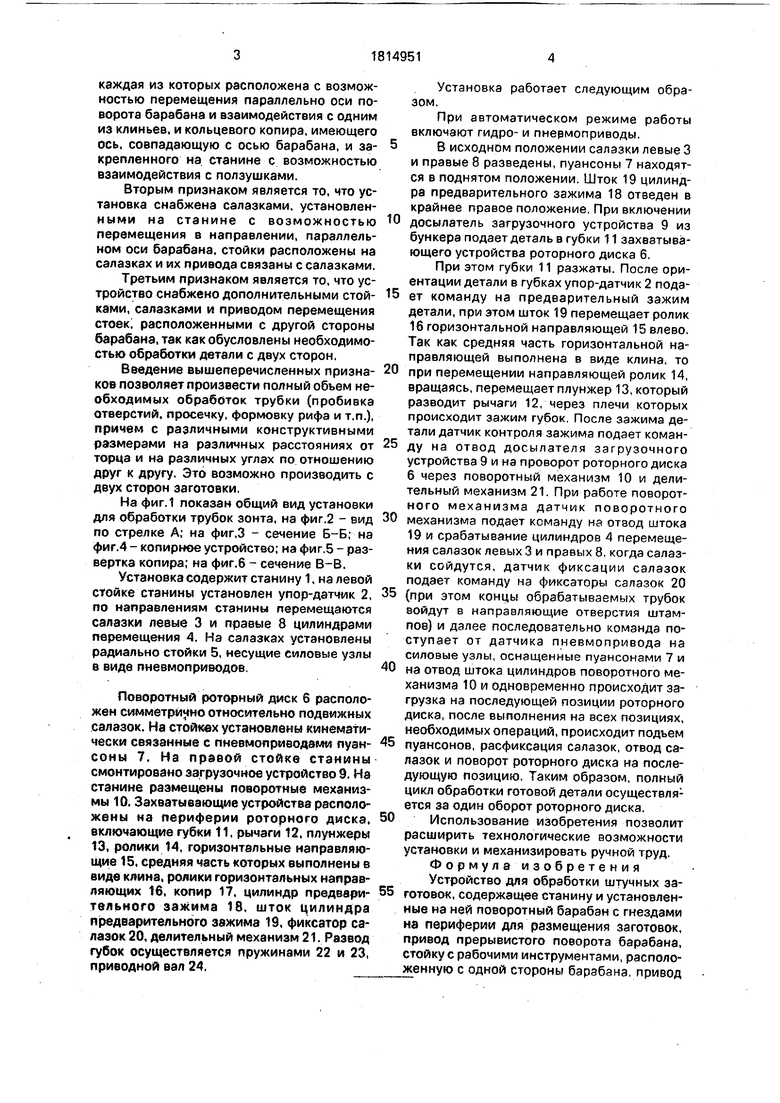
На фиг.1 показан общий вид установки для обработки трубок зонта, на фиг.2 - вид по стрелке А; на фиг.З - сечение Б-Б; на фиг.4 - колирное устройство; на фиг.5 - развёртка копира; на фиг.6 - сечение В-В.
Установка содержит станину 1, на левой стойке станины установлен упор-датчик 2, по направлениям станины перемещаются салазки левые 3 и правые 8 цилиндрами перемещения 4. На салазках установлены радиально стойки 5, несущие силовые узлы в виде пневмоприводов.
Поворотный роторный диск 6 расположен симметрично относительно подвижных салазок. На стойках установлены кинематически связанные с пневмоприводамм пуансоны 7. На правой стойке станины смонтировано загрузочное устройство 9. На станине размещены поворотные механизмы 10. Захватывающие устройства расположены на периферии роторного диска, включающие губки 11, рычаги 12, плунжеры 13, ролики 14, горизонтальные направляющие 15, средняя часть которых выполнены в виде клина, ролики горизонтальных направляющих 16, копир 17. цилиндр предварительного зажима 18, шток цилиндра предварительного зажима 19, фиксатор салазок 20, делительный механизм 21. Развод губок осуществляется пружинами 22 и 23, приводной вал 24,
Установка работает следующим образом.
При автоматическом режиме работы включают гидро- и пнермоприводы.
В исходном положении салазки левые 3 и правые 8 разведены, пуансоны 7 находятся в поднятом положении. Шток 19 цилиндра предварительного зажима 18 отведен в крайнее правое положение. При включении
O досылатель загрузочного устройства 9 из бункера подает деталь в губки 11 захватывающего устройства роторного диска б.
При этом губки 11 разжаты. После ориентации детали в губках упор-датчик 2 пода5 ет команду на предварительный зажим детали, при этом шток 19 перемещает ролик 16 горизонтальной направляющей 15 влево. Так как средняя часть горизонтальной направляющей выполнена в виде клина, то
0 при перемещении направляющей ролик 14, вращаясь, перемещает плунжер 13, который разводит рычаги 12, через плечи которых происходит зажим губок. После зажима детали датчик контроля зажима подает коман5
ду на отвод досылателя загрузочного
устройства 9 и на проворот роторного диска 6 через поворотный механизм 10 и делительный механизм 21. При работе поворотного механизма датчик поворотного
0 механизма подает команду на отаод штока 19 и срабатывание цилиндров 4 перемещения салазок левых 3 и правых 8, когда салазки сойдутся, датчик фиксации салазок подает команду на фиксаторы салазок 20
5 (при этом концы обрабатываемых трубок войдут в направляющие отверстия штампов) и далее последовательно команда поступает от датчика пневмопривода на силовые узлы, оснащенные пуансонами 7 и
0 на отвод штока цилиндров поворотного механизма 10 и одновременно происходит загрузка на последующей позиции роторного диска, после выполнения на всех позициях, необходимых операций, происходит подъем
5 пуансонов, расфиксация салазок, отвод салазок и поворот роторного диска на последующую позицию. Таким образом, полный цикл обработки готовой детали осуществля: ется за один оборот роторного диска.
0 Использование изобретения позволит расширить технологические возможности установки и механизировать ручной труд. Формуяаизобретения Устройство для обработки штучных за5 готовок, содержащее станину и установленные на ней поворотный барабан с гнездами на периферии для размещения заготовок, привод прерывистого поворота барабана, стойку с рабочими инструментами, расположенную с одной стороны барабана, привод
ворота барабана и взаимодействия с одним из клиньев, и кольцевого копира, имеющего ось, совпадающую с осью барабана, и закрепленного на станине с возможностью взаимодействия с попзушками.
рабочих инструментов, устройство для загрузки заготовок и средство зажима заготовок в гнездах барабана, отличающееся тем, что, с целью расширения технологических возможностей за счет обработки труб- чатых заготовок для изготовления, преимущественно, тонкостенных трубок зонта, стойка расположена с возможностью перемещения параллельно оси поворота барабана и устройство снабжено приводом перемещения стойки, а средства зажима заготовок выполнены в виде пар зажимных губок, каждая из которых расположена в одном из гнезд барабана, пар рычагов, каж- дый из которых расположен с возможно- стью взаимодействия с соответствующей губкой пары и поворота вокруг оси, параллельной оси поворота барабана, клиньев, каждый из которых расположен с возможностью перемещения перпендикулярно оси поворота барабана и взаимодействия с рычагами соответствующей пары и оснащен пружиной возврата, профильных ползушек, каждая из которых расположена с возможностью перемещения параллельно оси по-
pttP.Z
| Устройство для сборки изделий сзАВАльцОВКОй | 1978 |
|
SU799875A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
