1
Изобрегение огносигся к обпасги пищевой промышленности, а в часгносги к устройствам ддя укладки плоских деталей в мерную тару.
Извесгно устройство для ориентированной укладки-плоских деталей в тару, содержащее питатель для деталей и расположенный под ним лоток с вертикально расположенными каналами Tl.
Недостатком этого устройства является то, что детали перед укладкой в тару могут быть сориентированы недостаточно правильно.
,
Целью изобретения является повышение качества укладки плоских деталей в мерную тару путем улучшения процесса ориентир« вания детадей.
Цель достигается тем, что в предлагаемом устройстве в верхней части каналов установлены сопла, подсоединенные к системе- сжатого воздуха и направленные вертикально в верх.
На фиг. 1 представлена схема устройствлг. 2 - размещение деталей в ме.
Baj на
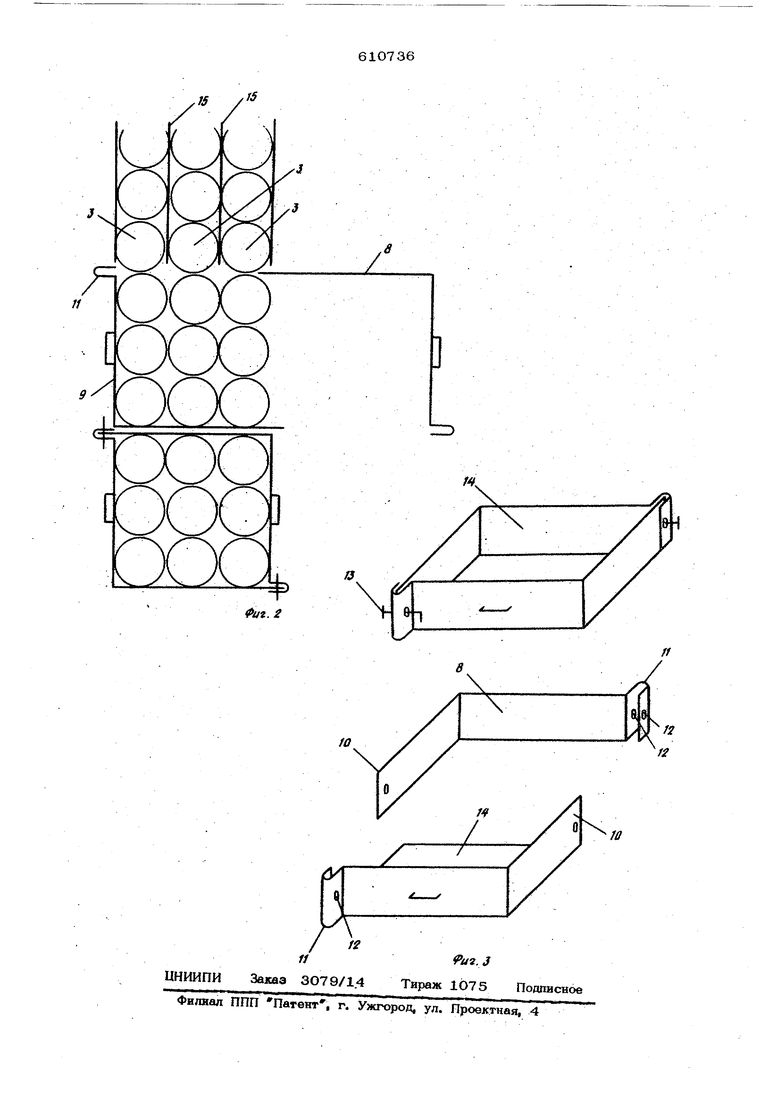
ной таре, вид в плане; на фиг. 3 - мерная тара в собранном и разобранном виде,
Устройство (фиг. 1) содержит, питатель, дно которого выполнено из параллельно расположенных трубок 2, соединенных на расстоянии друг от друга, превышающем толщину плоской детали 3. Трубки соединены коллектором с магистралью 4 сжатого воодуха. В верхней образующей каждой трубки 2 выполнены; .сопла 5 для выхода воздуха из магистрали ве ртикально вверх. Лоток 6 имеет в продольном сечении радиальный изгиб и разделен перегородками на щелевые каналы 7, количество которых на один меньше числа трубок 2, расположенных в верхней части каналов 7.
Мерная тара состоит из двух полукорпусов 8 и 9 (фиг. 3), соединяющихся между собой при помощи размещенных на боковых стенках выступов 10 и замков 11, имеющих отверстия 12, в которые вставляются фиксаторы 13. Одна часть корпуса тары снабжена днищем 14. Тара имеет перегородки 15 для штабеля 16 и расположена на конвейере 17. Усгройсгво рабогаег следующим образом Плоские детали россыпью загружаются в пигагель 1 в копичесгве, определяемом опыт ным путем для каждого вида деталей В питателе 1 на россыпь деталей воздействует воздушный поток (обозначенный на фиг. 1 стрелками). Величина среднего значения давлешм воздушного потока выбирается из услгжия рР где Р - среднее значение давления воздушного потока} F - вес одной детали) 8. - наибольщая плгацадь, занимаема
деталью в воздущном потоке
$9 - наименьшая площадь, занимаемая деталью в воздущном потоке.
При этих условиях деталь 3, находясь в горизонтальном положении и занимая в воздушном потоке наибольшую площадь, испытывает и наибольшую силу давления воздушного погсжа(р2 S ) которая превышает вес детали и она всплываетГ Стремясь занять положение с наименьшим сопротивлением воздушному потоку, деталь разворачивается бертикалыно, занимая наимёньщую плгацадь в воздушном потоке. При этом сила давления воздушного потока ( &2 меньше веса детали, она опускается вниз.
Величина среднего значения давления воздушного потока мшкет быть установлена регулировкой подачи воздуха в магистраль 4, откуда воздух по коллектору (не показан) поступает в трубки 2 и, :выходя через сопла 5, создает воздущный поток.
Детали 3, опускаясь вниз, попадают в щели между трубами, а затем в каналы 7 лотка 6, где выстраиваются в ряды при помощи перегородок 15 (фиг. 2). На выходе из лотка детали, упираясь в корпус 8 тары (фиг, 3) или в штабели 16 уже выгруженных деталей, собираются одна над другой, образуя штабель (фиг. 1 и 2, три- ряда по шесть деталей в каждом). Тара по мере заполнения передвигается вправо по конвейеру
в момент загрузки конвейер 17 и выход из лотка пространственно расположены таким образом, чтобы взаимодействующий с ними полукорпус -тары имел наклон в сторону двух своих с ген ок, обеспечивающий прилегание к ним штабелированных деталей под действием, собственного веса. При этом лоток 6 имеетв продольном сечении радиальный изгиб.
Предложенное устройство для укладки плоских деталей значительно повышает качество укладки благодаря улучшению ориентации деталей.
Формула изо. бретения
Устройство для ориентированной укладки плоских деталей в тару, содержащее питател для деталей и расположенный под ним лоток с вертикально расположенными каналами, о тли ч ающееся тем, что, с целью улучшения процесса ориентирования деталей, в 1верхней части каналов установлены сопла, подсоединенные к системе сжатого воздуха и направленные вертикально вверх.
Источники информации, П1эинятые во внимание при экспертизе:
1. Авторское свидетельство СССР № 1О3637, кл. В 65 В 25/ОО, 1955. 17. При полной загрузки тары справа (фиг.2) вставляется ее полукорпус 8 (см. фиг, 2), образуя две боковых стенки, причем стенка полукорпуса 8, воздействуя на последний ряд деталей неполненной тары и на ряд деталей 3 (фиг. 2) на выходе из потка, раздвигает их и входит в замок 11, а другой замок находит на выступ другой стенки полукорпуса 9 тары, имеющей днище 14 (фнг.З). При этом днище 14 проходит под лотком. Обе составные части тары фиксируются одна относительно другой фиксаторами 13, кото г рые вставляются в отверстия 12. Для предотвращения от высьшания щгабелированных деталей из полукорпуса тары J J
| название | год | авторы | номер документа |
|---|---|---|---|
| Загрузочный лоток агломерационной машины | 1978 |
|
SU824724A1 |
| ЛОТОК, СПОСОБ И ПРИСПОСОБЛЕНИЕ ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ | 1998 |
|
RU2147286C1 |
| УСТРОЙСТВО ДЛЯ ОРИЕНТИРОВАНИЯ ДЕТАЛЕЙ | 1994 |
|
RU2063318C1 |
| Устройство для автоматической транспортировки и сборки деталей | 1987 |
|
SU1553302A1 |
| Пневмовиброконвейер | 1981 |
|
SU971747A1 |
| Устройство для дозированной укладки штучных изделий в тару | 1984 |
|
SU1191362A1 |
| Устройство для сортировки радиодеталей,преимущественно спутников-носителей | 1980 |
|
SU911758A1 |
| Устройство для автоматического ориентирования резьбовых деталей | 1980 |
|
SU891335A1 |
| Устройство для дозирования ферромагнитных изделий | 1985 |
|
SU1283540A1 |
| ПИТАТЕЛЬ ДЛЯ ЗАГРУЗКИ МАШИН ДЕТАЛЯМИ ТИПА ТРУБОК И СТЕРЖНЕЙ | 1967 |
|
SU205525A1 |