Изобретение относится к весоизмерительной технике и может быть использовано для дозирования ферромагнитных изделий, например гвоздей.
Целью изобретения является повыше ние производительности при одновременном упрощении конструкции.
На фиг. 1 изображена принципиальная схема устройства; на фиг. 2 - накопитель, продольный разрез; на фиг. 3 - загрузочный конвейер, продольный разрез. ,
Устройство содержит расходный бункер 1, бункер 2 накопителя, весовой бункер 3 и соединяющий их магнитный ленточньй з грузочньй транспортер А. Под автоматическими весами 5 расположен отводящий тару 6 транспортер По периферии шкива 8 загрузочного транспортера 4 имеются сквозные пазы, в которых закреплены магниты 9,
выступающие внутрь шкива 8. С наружной поверхности шкива 8 магниты 9 прикрыты обечайкой 10, а изнутри они контактируют с магнитами 11, закрепленными на гранях многогранного барабана 12. Последний установлен на оси 13 шкива 8 и может вдоль нее перемещаться с помощью винта 14 и гайки 15. При этом изменяется напряженность магнитного поля магнитов 9, так как они будут совмещаться с магнитами 11.
На оси 13 подвешен поворотный бункер 2 накопителя, охватывающий с боков шкив 8. Бункер 2 в нижнем положении (соответствует тонкому дозированию) опирается ha неподвижное наклонное днище 16, имеющее окно 17 в зоне шкива 8 и служащее для пропуска деталей, вышедших из зоны действия магнитов 9 и 11. Под шкивом 8 закреплен наклонный направляющий лоток 18, стенкой которого является днище 1б накопителя, имеющий на вьпсоде электромаг- нитный отсекатель 19. Автоматические весы 5 имеют стрелку 20 с нулевым делением 21 и датчиками 22 и 23.
Устройство работает следующим образом.
В исходном положении поворотный бункер 2 накопителя находится в верхнем положении, а стрелка 20 весов 5 - у нулевого дeJJeния 21.
По команде на начало дозирования загрузочный транспортер 4 равномерным потоком выносит изделия (например, детали крепления) из расходного бун
0
0
5
0
кера 1, при этом основной поток деталей попадает на неподвижное днище 16 и по его наклонной поверхности соскальзывает в весовой бункер 3. Остальная часть деталей удерживается полем магнитов 9 и 11 на шкиве 8 несколько дольше и они, пройдя днище 16 в зоне окна 17, соскальзьшают по наклонному направляющему лотку 18 в тот же весовой бункер 3. При весе деталей в бункере 3, равном 96-97% заданной порции, стрелка 20 совмещается с датчиком 22, дающим команду на точное дозирование. При этом следует
5 команда на включение привода (не показан), который опускает поворотный бункер 2 накопителя на его неподвижное днище 16. Основному потоку деталей проход в весовой бункер 3 закрыт и они накапливаются в бункере 2, а в этом время в весовой бункер 3 через окно 17 продолжают поступать детали небольшим потоком, обеспечивакяцим возможность точного дозирования. При достижении в весовом бункере 3 заданного значения порции стрелка 20 сов- мещается с датчиком 23. Последний дает команду на злектромагнитньй отсекатель 19, который магнитным полем удерживает на направляющем лотке 18 детали, поступающие через окно 17 в неподвижном днище 16. В это время днище весового бункера 3 открывается, отвешенная порция поступает в тару 6,
35 которая транспортером 7 отводится из зоны под весовым бункером 3. На место заполненной тары тем же транспортером 7 устанавливается порожняя. Стрелка 20 весов 5 возвращается на нулевое деление, и в этот момент следует команда на подъем поворотного бункера 2 и отключение электромагнитного отсекателя 29. Таким образом, детали, скопившиеся в бункере 2 и направляющем лотке 18, поступают в весовой бункер 3, т.е. цикл возобновляется.
Для увеличения числа деталей, поступивших в весовой бункер 3 в единицу времени при точном дозировании, вращают винт 14 против часовой стрелки гайкой 15, барабан 12 перемещается по оси 13 (на фиг. 3) и магниты 11 усиливают поле магнитов 9.
40
50
Формула изобретения
Устройство для дозирования ферромагнитных изделий, содержащее загрузочный транспортер с расходным бункером и накопителем, свяэанньй с весами, весовой бункер и размещенньш под ним транспортер для тары, отличающееся тем, что, с целью повьшения производительности при одновременном упрощении конструкции, в нем накопитель выполнен в виде поворотного бункера, охватывающего шкив загрузочного конвейера и уста-
новленного на оси этого шкива,-и неподвижного днища с окном, являющегося стенкой лотка, закрепленного под шкивом загрузочного конвейера., снабженным по периферии магнитами, лри этом на оси шкива внутри него закреплен с возможностью осевого перемещения многогранный барабан с магнитами на гранях,установлениьми с возможностью контактас магнитами (шкива.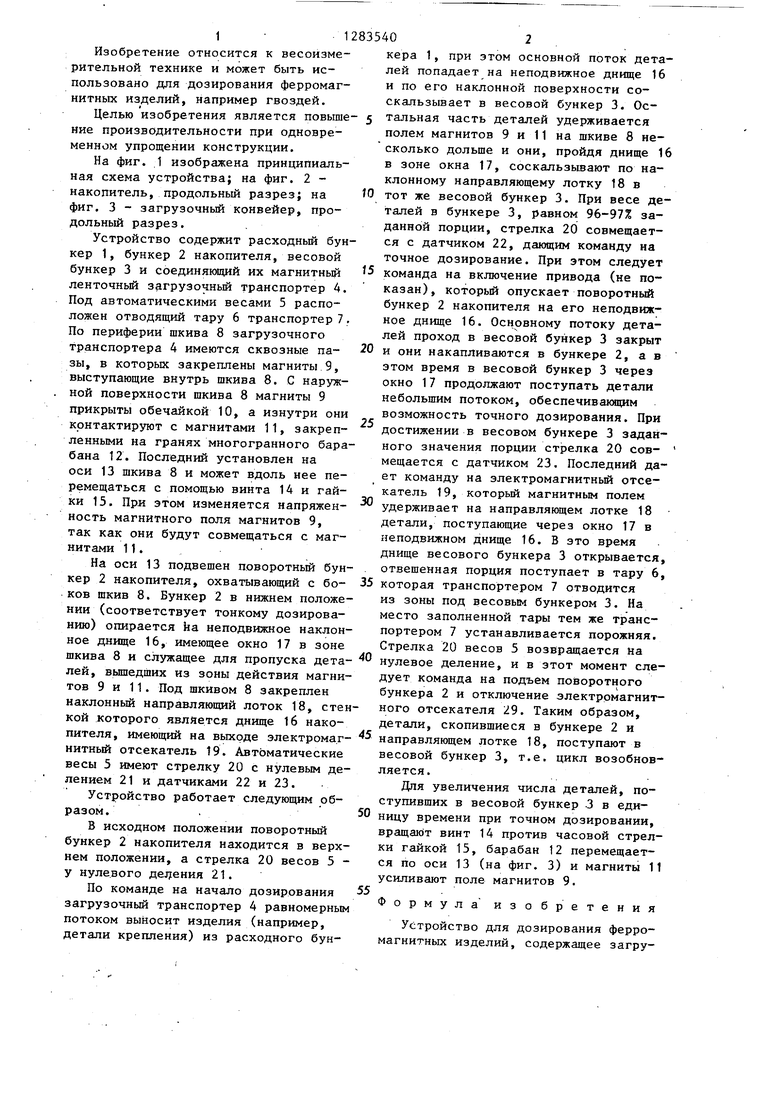
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для порционного взвешивания ферромагнитных предметов | 1981 |
|
SU972244A1 |
| Устройство для дозированного упаковывания штучных изделий | 1985 |
|
SU1324938A1 |
| Устройство для порционного взвешивания | 1976 |
|
SU594413A1 |
| Устройство для упаковки штучных изделий в тару | 1977 |
|
SU737303A1 |
| Устройство для дозированной укладки штучных изделий в тару | 1984 |
|
SU1191362A1 |
| УСТРОЙСТВО ДЛЯ РАСФАСОВКИ ПОРОШКОВЫХ ХИМИЧЕСКИХ ПРОДУКТОВ в ТАРУ | 1971 |
|
SU295717A1 |
| Устройство для упаковки в тару штучных изделий из ферромагнетиков | 1982 |
|
SU1050974A1 |
| Автоматическая линия для механической обработки деталей типа валов | 1990 |
|
SU1791099A1 |
| Устройство для укладки в тару штучных предметов | 1972 |
|
SU442109A1 |
| Дозатор сыпучих материалов | 1978 |
|
SU925762A1 |

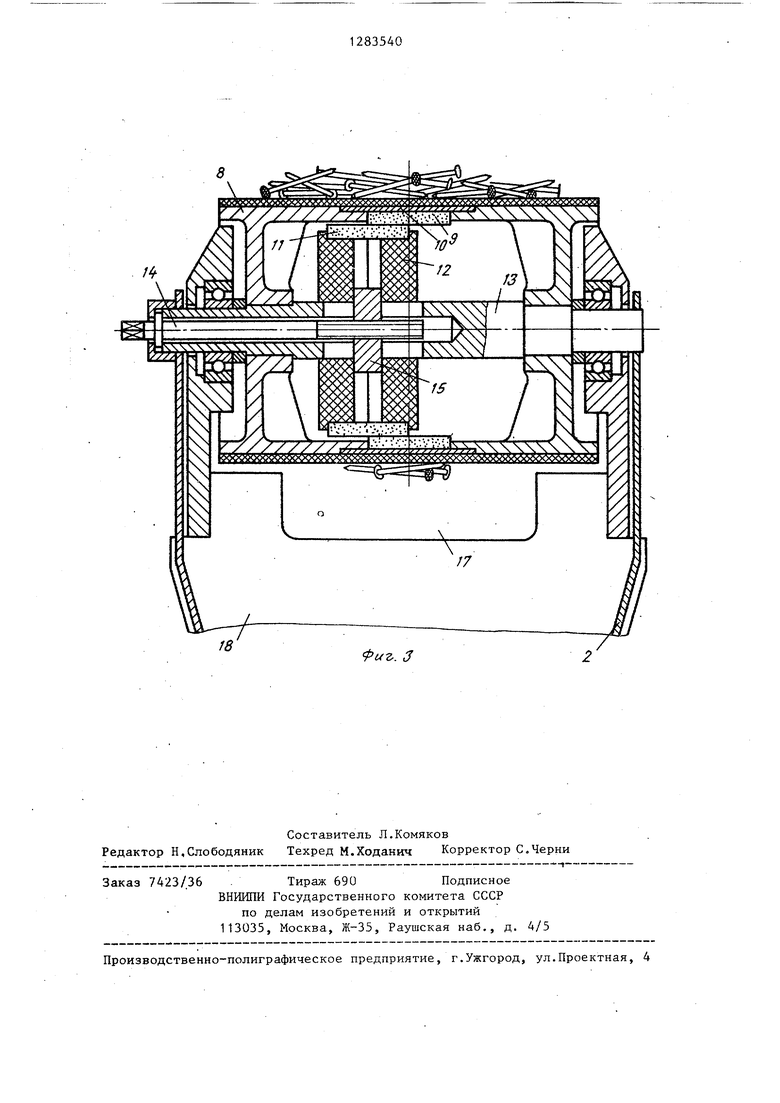
-Изобретение относится к весоизмерительной технике и позволяет повысить производительность устройства при одновременном упрощении его конструкции. На оси 13 шкива 8 за/44. грузочного транспортера подвешен поворотный бункер 2 накопителя, опирающийся на неподвижное наклонное днище 16 с окном в зоне шкива при точном дозировании. Основной поток деталей накапливается в бункере 2, а небольшая часть деталей через окно поступают по направляющему лотку 18 в весовой бункер 3. При достижении заданного значения порции по команде с датчика электромагнитный отсекатель 19 магнитным полем удерживает детали на лотке 18, а отвешенная порция отводится из зоны весового бункера 3. Количество деталей, поступающих в весовой бункер, регулируется перемещением многогранного барабана с магнитами 11 на гранях, контактирукицими с магнатами 9, закрепленными в пазах шкива 8. 3 ил. Л § (Л с:
8
фиг. /
/
fS
Фиъ. J
| Устройство для порционного взвешивания | 1976 |
|
SU594413A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для порционного взвешивания ферромагнитных предметов | 1981 |
|
SU972244A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
