(54) РЕЗЬБОЙ А КАТ НЫЙ ИНСТРУМЕНТ
| название | год | авторы | номер документа |
|---|---|---|---|
| Резьбонакатная головка | 1979 |
|
SU846020A1 |
| Резьбонакатной инструмент | 1978 |
|
SU673364A2 |
| РЕЗЬБОФРЕЗЕРНО-НАКАТНАЯ ГОЛОВКА | 2004 |
|
RU2268117C1 |
| Тангенциальная резьбонакатная головка | 1977 |
|
SU656723A1 |
| СПОСОБ РЕЗЬБОФРЕЗЕРОВАНИЯ С НАКАТЫВАНИЕМ | 2004 |
|
RU2252099C1 |
| Тангенциальная резьбонакатная головка | 1977 |
|
SU654339A1 |
| Устройство для накатывания внутренних резьб | 1977 |
|
SU621432A1 |
| Инструмент для калибрования внутренней резьбы | 1981 |
|
SU958024A1 |
| УСТРОЙСТВО ДЛЯ ФОРМООБРАЗОВАНИЯ РЕЗЬБОВОГО ПРОФИЛЯ | 2003 |
|
RU2244616C1 |
| Резьбонакатная головка | 1978 |
|
SU912362A1 |
Изобрегение огносится к обработке метаппов давпеиием и может быть использовано при иэготовпениа внутренчих резд.6 методом ппасгической деформации.
По основному авт. св. № 354932 извеоо тен резьбоиакатный инструмент, соаержаши& размешенные в корпусе накатные ропвкв с кольцевой нарезкой, взаимодействуюшие с опорным элементом, ш топненным в виде размешенного внутри корпуса по его. оси реаьбовсяго ропика, контактирующего с накат«ными роликами по всей их дпнне DQ. .
Во время работы инструмента при перекатывании накатных роликов по опорному ролек ку возможно их проскаль ваиие. Это приводит к тому, что опорный ролик меняет свое исходное попо;жение, вывинчиваясь из корпуса или упираясь в дно центрального отверстия . Поэтому опорный ролик приходится периодически во рашать в исходное положение, что снижает надежность инструмента и затрудняет его эксплуатацию.
Целью изобретения являетхж повышение стойкости инструмента путем устранения
проскальалвания накатных роликов относительно опорного ролика.
Поставленная цепь достигается бпагод ря , что предлагаемый резьбонаквтный инструмент снабжен зубчатой передачей, сввааывшошей накатные ропики с опорным роликом, при этом все ролики выполнены с хвостовиками, посредством которых они CBjfr заны с зубчатой передачей.
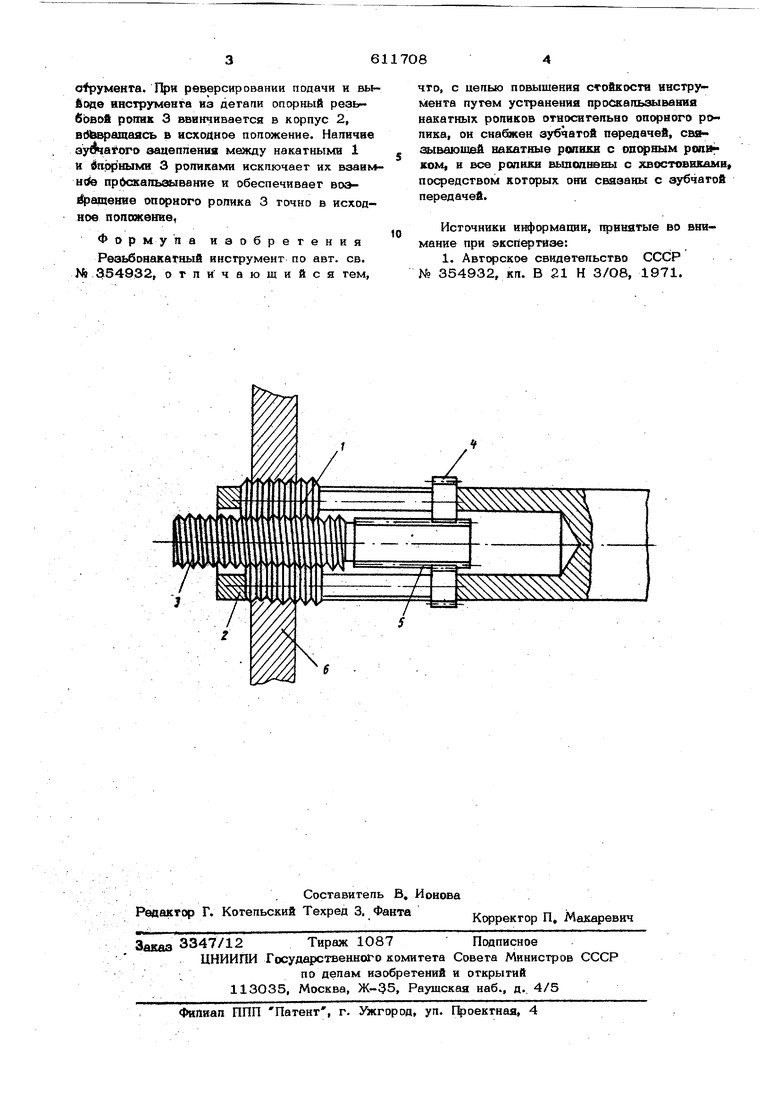
На чертике изображен предлагаемый реа(убонакатный инструмент, продольный разрез.
Накатные ролики 1 с кольцевой нарезкой
размешены в 2 со смешением один
относительно другого на величину подъема
резьбы. В корпусе по его оси свободно размешен оперный резьбовой ролик 3, контактируюший со всеми накатными роликами. Нвкатщле ропики снабжены хвостовиками с зубчатыми участками-венцами 4, которые
связаны зацеплением с зубчатым участком 5 хвостовика Опорного ролика.
Калибровка резьбы осуществляется при ввинчивании накатных роликов 1 в деталь 6. 11ри этом опорный резьбовой ролик 3
врашается и вывертывается из корпуса цпн
ofpyMeHTa. При реверсировании подачи и выводе инструменга из дегапи опорный резьбовой ропик 3 ввинчивается в корпус 2, Bt amaacb в исходное положение. Напнчве зубчатого зацеппениа между накатными 1 {с Опорными 3 ропиками искпючает их взаик Hrfe прОсакапьаывание и обеспечиваег воэфашекие ролика 3 точно в исходное попожение,
Формула изобретения Резьбонакатный инструмент по авт. ев, 6 354932, отличающийся тем,
что, с цепью повышения стойкости инструмента путем устранения проскальзывания накатных роликов относительно опорного ролика, он снабжен зубчатой передачей, CBSH аываюшей накатные р«у1вки с опорным ропиком, в все ропвкв ВЫПОЛЕШНЫ с хвостовикаыв посредством которых они связаны с зубчатой передачей.
Источники информации, принятые во внимание при экспертизе:
