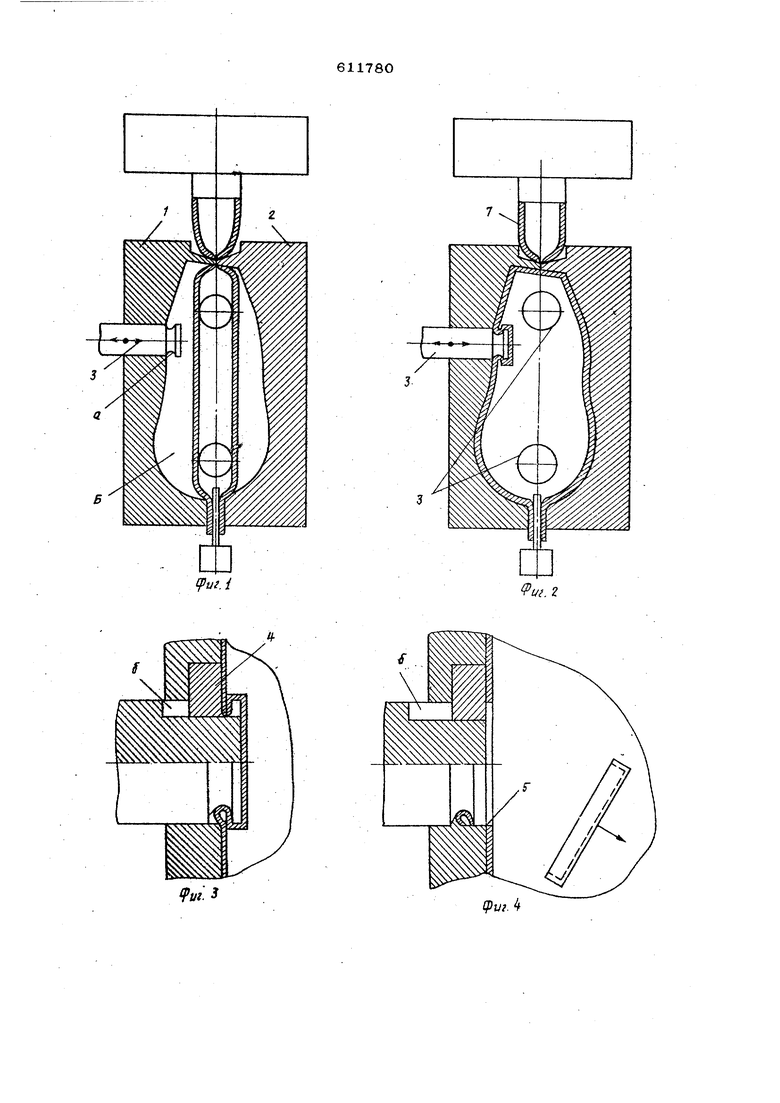
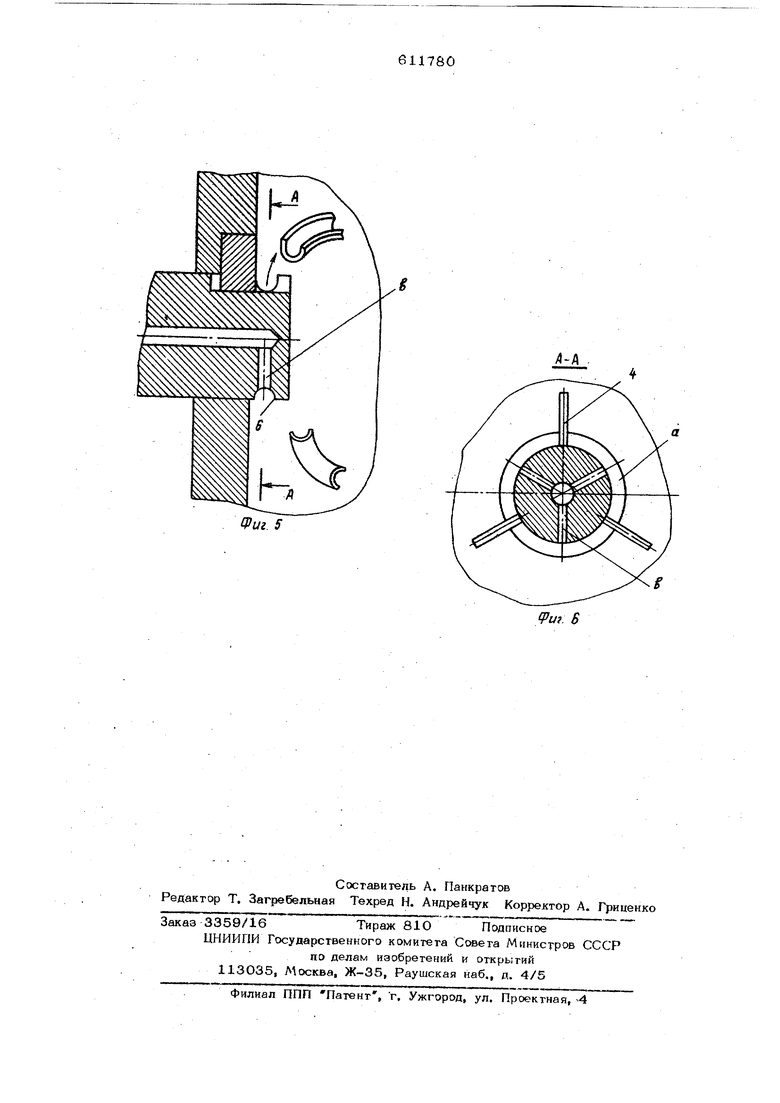
йа фиг, 3 - то же, в момент удаления знака из рабочей полости формы, частичный вертикальный разрез; на фиг. 4 - то же, после срезания кольцевой складки; на фиг. 5 подвижный знак, вертикальный разрез; на фиг, 6 - разрез А-А на фиг. 5, .
Форма состоят из полуформ 1 и 2, образующих межлу собой в сомкнутом состоянии рабочую полость Б ,В каналах, выполненных в стенках полуформ, размещены подвижные знаки 3, на боковой поверхности каяяого из которых вьгполнека кольцевая канавка а с глубиной не менее толщины заготовки и с шириной не менее удвоенной толщины заготовки. На каждом знаке 3 выполнены продольные пазы б, а в стенках формы установлены сопряженные с этими, пазами ножи 4. При атом канал и по- вёрхнсхзть кольцевой канавки а образуют режущие кромки 5 и 6. Кроме того, в знаках 3 ВЫПОЛЕЮНЫ каналы В, соединенные с магистралью сжатого воздуха и поверхностью кольцевых канавок а.
Работает форква следующим образом.
В рабочую полость Б формы из заготовки экструзионной машины выдавливается ,трубчатая заготовка 7 из термопластичного материала. При смыкании полуформ 1 и 2 концы трубчатой заготовки 7 зажимаются. При подаче внутрь заготовки сжатого воздуха псх:ледняя раздувается, приобретая форму рабочей полости, и обволакивает формующие поверхности знаков 3, образуя при этом копьпевые складки в ка- HaiBKax а. Таким образом, гнаки 3 оказы Баются заформованными: в изделие.
По окончании раздува заготовки 7 знаки 3 удаляют из полости Б формы при п.омощи механизмов их перемещения (на чертежах не показаны). При этом KonbueBf.ie складки материала в канавках а первоначально сдавливаются (см. фиг. З), а за«. тем срезаются режущими кромками 5 и в, Дри этом в туловище образуются отверстия форма- которых определяется формой знака 3. Одновременно со срезанием кольцеБЫ с складок осушествляется разрезание их на части при помощи ножей 4. После раскрыти
формы и извлечения готового изделия разрезанные на части кольцевые складки удаляются из кольцевых канрвок а с помощью сжатого воздуха, подаваемого в каналы В . Использование предложенной формы для раздува экструзионных термопластичных заготовок с одновременным образованием отверстий, диаметр которых значительно превышает толщину стенок изделия, позволит снизить себестоимость изготовления продукции за счет повыщения точности отверстий, что исключает их дополнительную обработку и nJiJbimaeT качество изделий.
Формула изобретения
1.Форма для раздува экструзионных термопластичных заготовок с одновременны образованием отверстий, диаметр которых значительно превышает толщину стенок изделия, содержащая две полуформы с расположенными в их каналах подвижными оформляющик1и отверстия знаками, отличающаяся тем, что, с целью повышения точнсхзти размеров отверстия и исключения возможности образования наплывов
и заусениц, по боковой поверхности каждого знака вьшолнена кольцевая канавка с глубиной не менее толщины заготовки и с щириной не менее удвоенной толщины загс товки.
2.Форма по п. 1, о т л и ч а ю щ а яс я тем, что на знаке выполнены продольные пазы, а в стенках формы установлены сопряженные с пазами ножи.
3.Форма по пп. 1 и 2, о т л и ч а ющ а я с я тем, что в знаках выполнены каналы, соединенные с магястралью сжатого воздуха и поверхностью кольцевых канавок.
Источники информации, принятые во внимание при экспертизе:
1.Патент США № 3881486, кл. 264-89, 1972. ,.
2.Патент США № 38213-44, кл. , 1974.
(fvl.i
ш.г
| название | год | авторы | номер документа |
|---|---|---|---|
| ЭКСТРУЗИОННО-РАЗДУВНАЯ ФОРМОВОЧНАЯ МАШИНА | 2001 |
|
RU2186683C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛАСТМАССОВОГО ИЗДЕЛИЯ, А ТАКЖЕ РАЗДУВНАЯ ФОРМА ДЛЯ ОСУЩЕСТВЛЕНИЯ ЭТОГО СПОСОБА | 2011 |
|
RU2560418C2 |
| Форма для раздува полых изделий с отверстием в донной части | 1975 |
|
SU588128A1 |
| Форма для раздува трубчатыхзАгОТОВОК | 1978 |
|
SU823151A2 |
| Форма для изготовления раздувом изделий с поднутрениями из термопластов | 1988 |
|
SU1595669A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОРЦЕВОЙ СТЕНКИ КОНТЕЙНЕРА ЛЕГКОЙ КОНСТРУКЦИИ И КОНТЕЙНЕР С ТАКОЙ ТОРЦЕВОЙ СТЕНКОЙ | 2002 |
|
RU2294834C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛАСТИКОВОГО ИЗДЕЛИЯ И ФОРМА ДЛЯ ФОРМОВАНИЯ С РАЗДУВОМ | 2010 |
|
RU2507068C2 |
| Экструзионная головка для полимерных материалов | 1982 |
|
SU1047717A1 |
| ЭКСТРУЗИОННО-РАЗДУВНОЙ АГРЕГАТ | 1996 |
|
RU2106254C1 |
| Устройство для экструзионно-раздувного формования изделий из термопластичных материалов | 1988 |
|
SU1684075A2 |
fvi. 3
срш. 4
Фиг. 5
Л-А .
g
