I
Изобретение относится к устройст.вам для производства полых пластмассовых изделий, в том числе герметичных, и может быть использовано для переработки термопластичных материалов .
По основному авт. св. № 526512 известна форма для раздува трубчатых заготовок, содержащая монтажные плиты и установленные на них с возможностью перемещения в направлении смыкания подпружиненные полуформы с расположенными в их coocffijix расточках двумя группами противоположно направленных оформляющих вкладышей, одна группа которых жестко закреплена ни монтажной плите, а вкладыши другой группы установлены с возможностью осевого перемещения и подпружинены
ги.
Однако в данной форме обрезка облоя происходит за счет относительного перемещения вкладышей. При обрезке облоя с изделиями сложной конфигурации Получить равномерный зазор в пределах 0,05-0,1 мм по его периметру очень сложно. Практически даже в новой форме это приведет к затя- , гиванию горячей трубчатой заготовки в зазор Между вкладьшами и обоймами. В этом случае удаление облоя не произойдет, а вкладыши заклинит.
Цель изобретения - повышение качества удаления облоя с изделий сложной конфигурации.
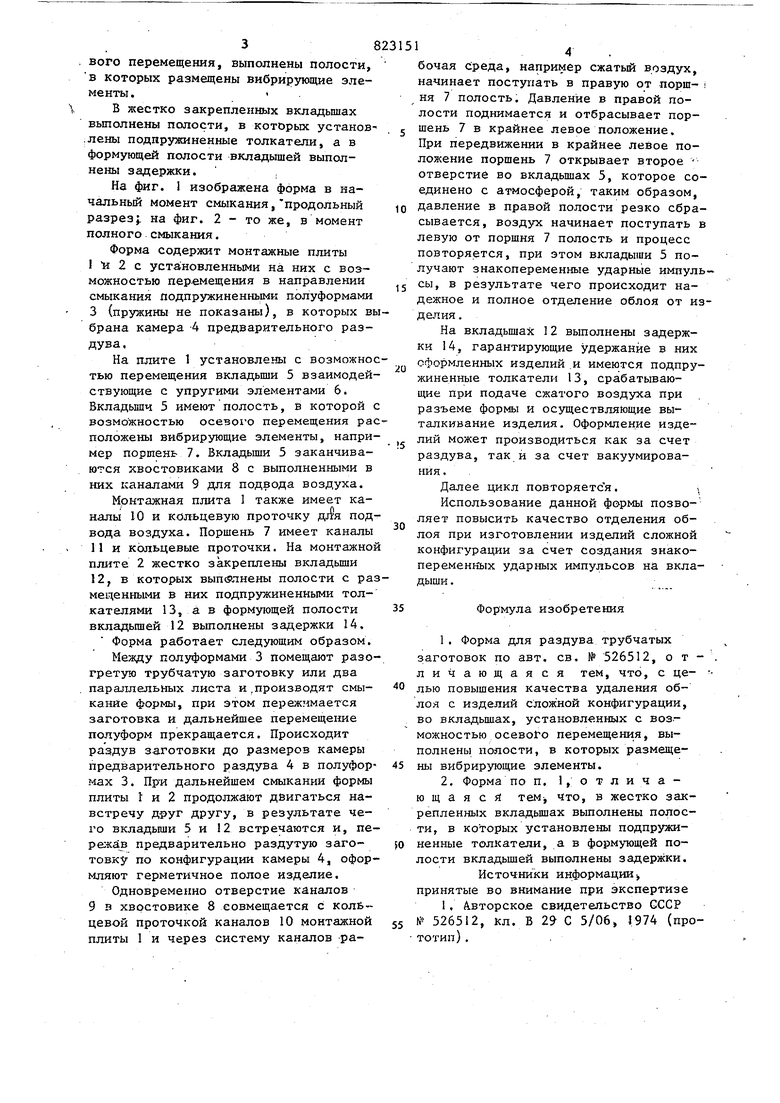
Достигается это тем, что в форме, содержащей монтажные плиты и установленные на них с возможностью перемещения в направлении смыкания подпружиненные полуформы с расположенными в их соосных расточках двумя группами противоположно направленных оформляющих вкладьшей, одна группа которых жестко закреплена на монтажной плите, а вклйдьшш другой группы установлены с возможностью осевого перемещения и подпружинены во вкладышах, установленных с возможностью осе3вого перемещения, выполнены полости, в которых размещены внбрирзпощие элементы, В жестко закрепленных вкладьшгах выполнены полости, в которых установ .лены подпружиненные толкатели, а в формующей полости вкладышей выполнены задержки. На фиг. 1 изображена форма в начальный момент смыкания,продольный разрезу на фиг. 2 - то же, в момент полного смыкания. Форма содержит монтажные плиты 1 и 2 с установленными на них с возможностью перемещения в направлении смыкания подпружиненными п-олуформами 3 (пружины не показаны), в которых в брана камера 4 предварительного разДУва. На плите 1 установлены с возможно тью перемещения вкладьш1И 5 взаимодей ствующие с упругими элементами 6. Вкладыши 5 имеют полость, в которой возможностью осезо1о перемещения ра положены вибрирующие элементы, напри мер поршень 7. Вкладьш1и 5 заканчиваются хвостовиками 8 с выполненными в них каналами 9 для подвода воздуха. Монтажная плита 1 также имеет каналы 10 и кольцевую проточку под вода воздуха. Поршень 7 имеет каналы - 11 и кольцевые проточки. На монтажно плите 2 жестко закреплены вкладьш1И 12, в которых вып(9лнены полости с ра мещенными в них подпружиненными толкателями 13, а в формующей полости вкладьш1ей 12 выполнены задержки 14. Форма работает следующим образом. Между полуформами 3 помещают разо гретую трубчатую заготовку или два параллельных листа и производят смыканйе формы, при этом пережимается заготовка и дальнейшее перемещение полуформ прекращается. Происходит раздув заготовки до размеров камеры предварительного раздува 4 в полуфор мах 3. При дальнейшем смыкании формы плиты и 2 продолжают двигаться навстречу друг другу, в результате чего вкладыши 5 и 12 встречаются и, пе ре:ка в предварительно раздутую заготовку по конфигурации камеры 4, офор мляют герметичное полре изделие. Одновременно отверстие каналов 9 в хвостовике 8 совмещается с кольцевой проточкой каналов 10 монтажной плиты 1 и через систему каналов ра14 . бочая среда, например сжатьй воздух, начинает поступать в правую от порш- i ня 7 полость. Давление в правой полости поднимается и отбрасывает поршень 7 в крайнее левое положение. При передвижении в крайнее левое положение поршень 7 открывает второе отверстие во вкладьшах 5, которое соединено с атмосферой, таким образом, давление в правой полости резко сбрасывается , воздух начинает поступать в левую от поршня 7 полость и процесс повторяется, при этом вкладыши 5 получают знакопеременные ударные импульсы, в результате чего происходит надежное и полное отделение облоя от изделия . На вкладьш1ах 12 выполнены задержки 14, гарантирующие удержание в них оформленных изделий ,и имеются подпружиненные толкатели 13, срабатывающие при подаче сжатого воздуха при разъеме формы и осзга;ествляющие выталкивание изделия. Оформление изделий может производиться как за счет раздува, так и за счет вакуумирования. . Далее цикл повторяется. Использование данной формы позволяет повысить качество отделения облоя при изготовлении изделий сложной конфигурации за счет создания знакопеременных ударных импульсов на вкладыши . Формула изобретения 1,Форма для раздува трубчатых заготовок по авт. св. № 526512, отличающаяся тем, что, с це- лью повышения качества удаления облоя с изделий сложной конфигурации, во вкладьш1ах, установленных с возможностью осево1:о перемещения, выполнены полости, в которых размещены вибрирующие элементы. 2.Форма по п. 1,отличаю щ а я с и тем, что, в жестко закрепленных вкладьшах выполнены полости, в которых установлены подпружиненные толкатели, а в формующей полости вкладьш1ей выполнены задержки. Источники информации-, принятые во внимание при экспертизе 1 . А.вторско.е свидетельство СССР № 526512, кл. В 2 С 5/06, J974 (прототип) .
Pas.i
| название | год | авторы | номер документа |
|---|---|---|---|
| Форма для раздува трубчатых заго-TOBOK | 1979 |
|
SU823152A2 |
| Экструзионно-выдувная машина для изготовления полых изделий из полимерного материала | 1988 |
|
SU1682198A1 |
| ЭКСТРУЗИОННО-РАЗДУВНАЯ ФОРМОВОЧНАЯ МАШИНА | 2001 |
|
RU2186683C1 |
| Форма для раздува трубчатых заготовок | 1974 |
|
SU526512A1 |
| Литьевая форма для изготовления полимерных изделий | 1987 |
|
SU1426821A1 |
| Литьевая форма для изготовления полимерных изделий с арматурой | 1984 |
|
SU1186514A1 |
| Литьевая форма для полимерных изделий с арматурой | 1981 |
|
SU1004131A1 |
| Форма для изготовления изделий из пластмасс раздувом | 1989 |
|
SU1775307A1 |
| Устройство для изготовления резиновых изделий | 1983 |
|
SU1147581A1 |
| Способ изготовления ориентированных полых изделий из термопластичного материала и устройство для его осуществления | 1975 |
|
SU578844A3 |

1 7 11 5 -J
Фиг.2
