Изобретение относится к полимерному машиностроению, в частности к устройствам для непрерывного формования трубчатых заготовок из термопластичных полимерных материалов.
Известна экструзионная головка для полимерных материалов, содержащая корпус с входным отверстием, установленные в нем дорнодержатель с ребрами, дорн и матрицу, образующие между своими рабочими поверхностями кольцевой конусный канал и формующую щель 1.
Недостаток известной экструзионной головки состоит в том, что при формовании заготовки термопластичная масса в области кольцевого зазора между рабочими-поверхностями корпуса головки и дорнодержателем рассекается ребрами дорнодержателя на отдельные струи, которые на выходе из канала снова соединяются, образуя сварные щвы. В местах сварки заготовка получает ослабленные утоненные места по всей длине трубчатой заготовки. Последнее влияет на прочностные свойства и внещний вид готового изделия, получаемого из заготовки.
Наиболее близкой по технической сущности и достигаемому результату к изобретению является экструзионная головка для полимерных материалов, содержащая корпус с входным отверстием,установленные в нем дорнодержатель с ребрами, дорн и матрицу, образующие между своими рабочими поверхностями в направлении течения расплава подводящий кольцевой конусный канал, переходящий в кольцевой канал с участком уменьщенной высоты, расположенным за ребрами дорнодержателя, и формующую щель 2.
Однако известная головка не обеспечивает изготовление изделий высокого качества из-за недостаточного повышения прочности непрерывно формуемой трубчатой заготовки, что не позволяет применять головку для формования изделий методом раздува и формования труб повышенной толщины, а также из-за недостаточного выравнивания скоростей потока формуемого термопластичного полимерного материала на выходе из головки, визуально просматриваемого в готовом изделии в виде сварных или оптических неравномерностей, ухудшающих внещний вид изделия. Недостаточная прочность заготовки в местах сварки вызывает необходимость получения последних большей толщины, что приводит к неоправданному перерасходу полимерного материала на единицу готового изделия.
Целью изобретения является повышение качества изделий за счет повышения прочности формуемых 3 -отовок, максимального сглаживания сварь.А швов и улучшения внешнего вида готовых изделий.
Поставленная цель достигается тем, что в экструзионной головке для полимерных
материалов, содержащей корпус с входным отверстием, установленные в нем дорнодержатель с ребрами, дорн и матрицу, образующие между своими рабочими поверхностями в направлении течения расплава подводящий кольцевой конусный канал, переходящий в кольцевой канал с участком уменьщенной высоты, расположенным за ребрами дорнодержателя, и формующую щель, на рабочей поверхности дорна выполнены
0 пазы, попарно охватывающие каждое из ребер дорнодержателя с последующим их соединением в продольную канавку на участке уменьшенной высоты кольцевого канала. Кроме того, продольная канавка расположена осесимметрично ребру дорнодержателя.
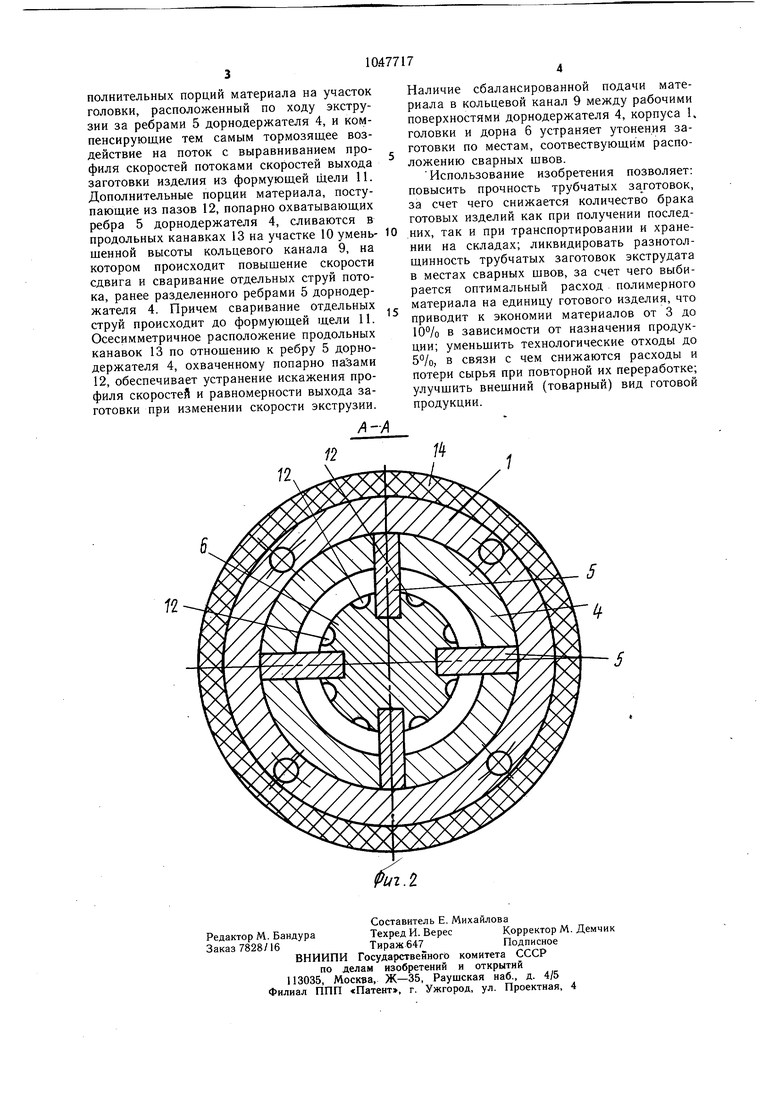
На фиг. 1 представлена экструзионная головка, разрез; на фиг. 2 - разрез А-А на фиг. 1 (поперечный разрез экструзионной головки по месту установки ребер дорно0 держателя).
Экструзионная головка содержит корпус 1, установленную в нем переходную втулку 2 с входным отверстием 3. В корпусе 1 установлены дорнодержатель 4 с ребрами 5, дорн 6 и матрица 7, образующие между своими рабочими поверхностями в направлении течения расплава подводящий кольцевой конусный канал 8, переходящий в кольцевой канал 9 с участком 10 уменьшенной высоты, расположенным за ребрами 5 дорнодержа
Q теля 4. Формующая щель 11 выполнена между дорном 6 и матрицей 7. На рабочей поверхности дорна 6 выполнены пазы 12, попарно охватывающие каждое из ребер 5 дорнодержателя 4 с последующим их соединением в продольную канавку 13 на участке
10 уменьщенной высоты кольцевого канала 9. Каждая из продольных канавок 13 расположена осесимметрично ребру 5 дорнодержателя 4. На корпусе 1 установлены нагреватели 14.
Работа экструзионной головки осуществляется следующим образом.
Перерабатываемый термопластичный полимерный материал поступает во входное отверстие 3 (см. фиг. 1) под избыточным давлением, создаваемым рабочим органом
экструдера (не изображено), и через подводящий кольцевой конусный канал 8 попадает (см. фиг. 1 и 2) между ребрами 5 дорнодержателя 4, где происходит рассечение массы на отдельные струи, запитывающие кольцевой канал 9. Из кольцевого
0 канала 9 термопластичный полимерный материал сплошным потоком поступает в формуюшую шель 11 с последуюшим выходом в виде заготовки изделия, например труб, рукавных пленок или выдувных изделий, фиксируемых в процессе остывания обычными методами. При обтекании ребер 5 дорнодержателя 4 часть материала запитывает пазы 12, осуществляющие подачу до
| название | год | авторы | номер документа |
|---|---|---|---|
| Экструзионная головка для изготовления однослойных многоцветных цилиндрических изделий из термопластов | 1972 |
|
SU513866A1 |
| Экструзионная головка для переработки пластмасс | 1987 |
|
SU1479309A1 |
| Кольцевая головка экструадера | 1976 |
|
SU592610A1 |
| Устройство для получения длинномерных полых изделий из дискретных или пластифицированных материалов | 2022 |
|
RU2790694C1 |
| Способ получения длинномерных полых изделий из дискретных или пластифицированных материалов | 2022 |
|
RU2790693C1 |
| Эструзионная головка для изготовления двухслойных труб из полимерных материалов | 1983 |
|
SU1118537A1 |
| ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ДВУХСЛОЙНЫХ ТРУБ С ПРИМЕНЕНИЕМ УЛЬТРАЗВУКОВЫХ КОЛЕБАНИЙ | 2010 |
|
RU2433913C1 |
| ЭКСТРУЗИОННАЯ НАСАДКА, ПРЕИМУЩЕСТВЕННО ДЛЯ ИЗГОТОВЛЕНИЯ ЛИСТОВ СОТОВОГО ПОЛИКАРБОНАТА | 2013 |
|
RU2558116C2 |
| ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ РУКАВНОЙ ПОЛИМЕРНОЙ ПЛЕНКИ | 1992 |
|
RU2010716C1 |
| Экструзионная головка для переработки термопластов | 1974 |
|
SU476178A1 |
1. ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ПОЛИМЕРНЫХ МАТЕРИАЛОВ, содержащая корпус с входным отверстием, установленные в нем дорнодержатель с ребрами, дорн и матрицу, образующие между своими рабочими поверхностями в направлении течения расплава подводящий кольцевой конусный канал, аереходящий в кольцевой канал с участком уменьшенной аысоты, расположенным за ребрами дорнодержателя, и формующую щель, отличающаяся тем, что, с целью повыщения качества изделий за счет повыщения прочности формуемых заготовок, максимального сглаживания сварных швов и улучшения внещнего вида готовых изделий, на рабочей поверхности дорна выполнены пазы, попарно охватывающие каждое из ребер дорнодержателя с последующим их соединением в продольную канавку на участке уменьшенной высоты кольцевого канала. 2. Экструзионная головка по п. 1, отличающаяся тем, что продольная канавка расположена осесимметрично ребру дорнодерS жателя. (Л 
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Каплун Я | |||
| Б., Ким В | |||
| С | |||
| Формующее оборудование экструдеров | |||
| М., «Машиностроение, 1969, с | |||
| Прибор для промывания газов | 1922 |
|
SU20A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| НАШЛЕМНАЯ СИСТЕМА ОПЕРАТИВНОГО ОБНАРУЖЕНИЯ ПРЕДВЕСТНИКА ЗЕМЛЕТРЯСЕНИЙ | 2010 |
|
RU2446421C1 |
| Солесос | 1922 |
|
SU29A1 |
| Приспособление к индикатору для определения момента вспышки в двигателях | 1925 |
|
SU1969A1 |
