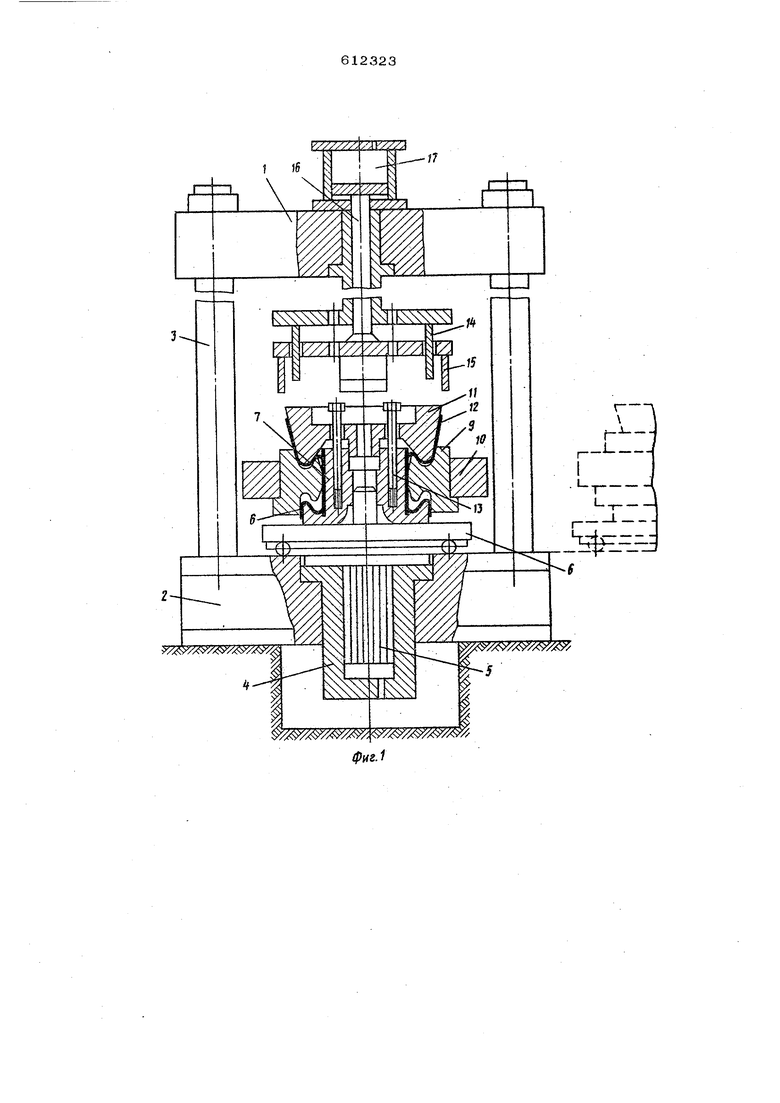
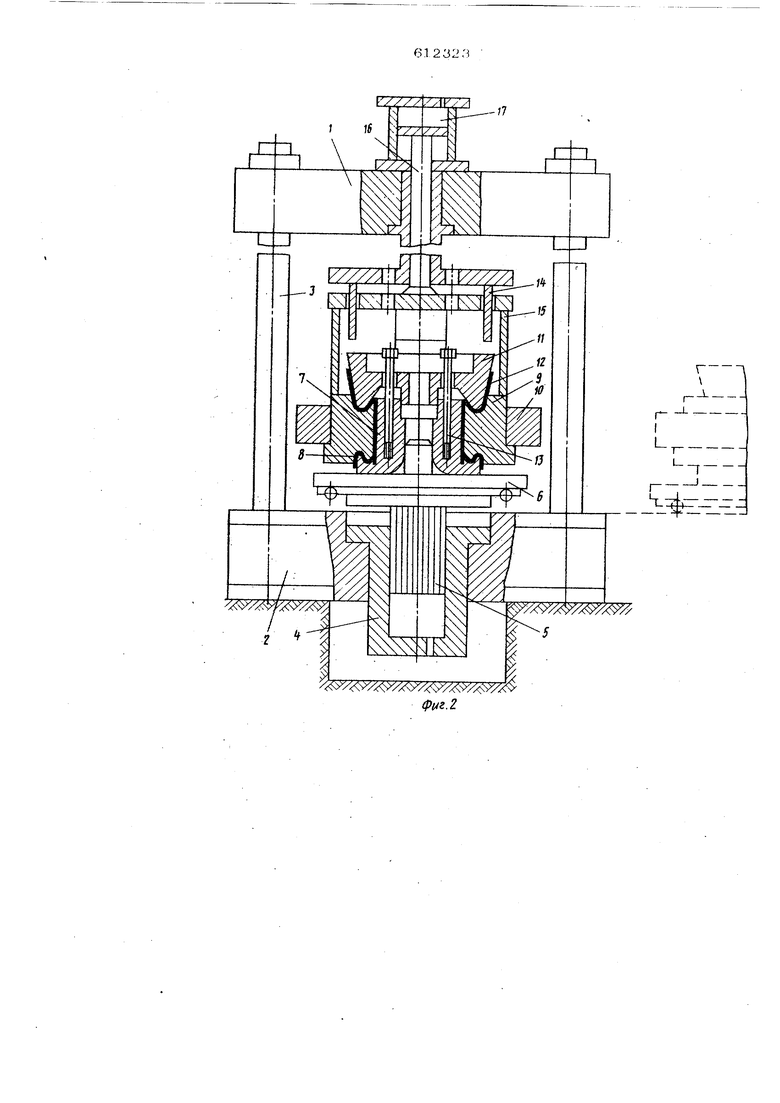
НИИ (опорные плоскости неподвижного и дополнительного подвкжного прессующих элементов не соприкасаются t деталями коллектора)} «а фиг. 2 - промежуточное р бочее положение механизмов устройства (опорная плоскость дсяюлнительного подвижного прессующего эдюмента находится в контакте с обработанной .ррцовой плоскостью набора пластин коллектора); на фиг 3 - ;конечное рабочее положение механизмов устройства (опорная плоскость дополнительного подвижного прессующего элемента находится в контакте с торцовой плоскостью набега пластин коллектора, а опорная плоскость неподвижного прессующего элемента находится в контакте с плсю костью нажимного конуса коллектора). Устройство для сборки коллекторов электрических машин имеет станину, выпоп ненную в виде верхней 1 и нижней 2 астей, соединенных колоннами 3. На нижней части станины устажжлен гидравлический цилиндр 4 со штокс 5 и. направляющие (на чертежах не псжаэ ны) для колес транспортной тележки 6. На верхней плос- кости тележки устанавливаются втулки : 7 коллектора с нижним изоляционным манжетом 8, набор пластин 9 коллектора в технологическом кольце 10, верхний нажимной конус 11 с изоляционным / 1манжетом 12,коллекторные болты 13. На верхней части станины 1 закреплены неподвижный прессующий элемент 14 и дополнительный прессующий элемент 15, соединенный через направляющую штангу 16 с буферным устройством 17 Iнапример, пружинным или пневматическим). Оперные плоскости транспортной тележки, неподвижного прессующего элемента и дополнительного подвижного прессующего элемента выполнены параллельными между собой. Усзройство работает следующим образом На верхнюю плоскость транспортной те11ежки 6 I находится в момент загрузки в положении, показайном :На чертеже пунктирной линией) краном последсжательно устана ливаются коллекторная втулка 7 с йижним изоляционным манжетом 8, набор пластин 9 коллектора в технологическом кольце 10, верхний Нажимной конус 11 с изоляционным манжетом 12 и коллекторные болты 13.После этого предварительно собранный коллектор совместно с тележкой 6 перемещается в зону окончательной сборки. При поступлений жидкости в нижнюю полость гидравлического цилиндра 4 щток 5 перемещается вверх, поднимая транспортную тележку с деталями коллектора. Т1: цовая кольцевая обработанная плоскость набора кол.лекторных пластин 9 входит в контакт с рпорнсй плоскостью дополнительного подвижного прессующего элемента 15. Усилием буферного устройства 17 набор коллекторных пластин 9 устанавливается на конусе коллекторной втулки 7. При дальнейщем движении щтока 5 гидроцилиндра 4 верхняя плоскость нажимного конуса 11 входит в контакт с опорной плоскостью неподвижного прессующего элемента 14. Усилием гидроД1илиндра 4 нажимной конус 11 устанавливается на наборе коллекторных пластин 9. Не снимая давления жидкости в гидрсщилиндре 4, с помощью переносного ручного гайковерта через отверстия в неподвижном и дополните 1ьном подвижном прессующих элементах производят затяжку коллекторных боптсж 13. Затем шток 5 гидроцилинлра 4 перемещают вниз совместно с тележкой 6 и коллектором Формула изобретения Устройство для сборки коллекторов электрических машин, содержащее станину, выполненную в виде верхней и нижней части, соединенных колоннами, .гидроцилиндр, располо- женный в нижней части станины, неподвижный прессующий элемент, закрепленный в верхней части станины, и сборочную плиту, отличающееся тем, что, с целью повышения качества сборки коллектора, оно снабжено дополнительным подпружиненным буфером, прессующим элементом, установленным на верхней части станины с возможностью перемещения со.осно неподвижному прессующему элементу, причем опорные плоскости неподвижного и подвижного прессующих элементов, входящих в контакт с деталями коллектора, параллельны между 2 обой. Источники ннформациНе принятые во внимание при экспертизе: 1.Виноградов Н. В, Производство электрических . М., Энергия , 1970., с. 127. . 2.Механизация и автоматизация сборочных работ, М., изд.-во ШТЭИ, 1960, вып. -4, с, 15, 3.Авторское свидетельство СССР № 267339, кл. Н 01 R 43/06, 1968.
L. LT-J фиг. 1 I L,J У-г/

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки коллекторов электрических машин | 1977 |
|
SU739675A1 |
| Способ и устройство для насадки коллекторов электрических машин на втулку | 1931 |
|
SU28953A1 |
| Устройство для сборки пластин коллектора в технологическое кольцо | 1977 |
|
SU684660A1 |
| Способ изготовления коллектора электрической машины | 1982 |
|
SU1069042A1 |
| КОЛЛЕКТОР ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 2006 |
|
RU2319267C1 |
| Коллектор электрической машины | 1982 |
|
SU1083269A1 |
| УСТРОЙСТВО для СБОРКИ КОМПЛЕКТА ПЛАСТИН КОЛЛЕКТОРА В КОЛЬЦО | 1969 |
|
SU233067A1 |
| Устройство для сборки в пакет пластин коллекторов электрических машин | 1978 |
|
SU750622A1 |
| Коллектор электрической машины | 1977 |
|
SU731504A1 |
| Автомат для подачи и сборки деталей | 1980 |
|
SU959982A1 |