Известно устройство для сборки комплекта пластин коллектора в кольцо, применяемое, например, в автоматических линиях изготовления коллекторов, содержащее поворотный диск с радиальныМИ пазами по числу коллекторных пластин, механизм поворота диска на заданный угол и толкатели для подачи токоведущих и изоляционных пластин.
Удерживание пластин от опрокидывания во время поворота стола на коллекторное деление и обратного хода толкателя должно обеспечиваться в таком устройстве подвижнылг упором, который при вталкивании пластин отводится .назад, уступая давлению пластин, а при повороте стола освобождается « возвращается в исходное положение.
В нроцессе укладки пластии на сборочную плиту возНИкает боковой распор, отклоняющий свободные Верхние торцы пластин от вертикали и стремящийся их опрокинуть. По мере нарастания этого распора затрудняются освобождение и возврат подвижного унора и в конце концов он вовсе теряет способность возвращаться в исходное положение, задерживаясь верхним краем перекошенных пластин. В результате этого, очередные пластины, подаваемые толкателем, наталкиваются на отклонившиеся от вертикали торцы предыдущих, что может нривести к разрушению механизма.
Предложенное устройство в отличие от 413вестного снабжено дополнительным диском, расположенным над основным, жестко связанным с Ш1М и имеющим радиальные прорези, совпадающие с прорезями основного диска, а между дисками на части окружности размещен уплотняющий элемент, вьшолненный в виде перегородки, изогнутой, напри юр, по спирали Архимеда, перемещающий пластины к центру при повороте дисков.
При такой коиструкции сборочного автомата отпадает необходимость в устройстве подвижных упоров и ограничителей для защиты пластин от опрокидывания, так как вталкивание пластин одиовременно в два паза, фиксирующ-ие их как по пижней, так и по верхней плоскости, полностью устраняет возможноегь оирокидывания.
Другим нреимуществом нредлагаемой конструкции сборочного автомата является возможность раздельной укладки миканитовых и медных пластин, что значительно упрощает конструкцию подающего узла и повышает его надежность. Эта возможность появляется благодаря устойчивой фиксации положения миканитовых прокладок между прорезями в верхнем и нижнем дисках, образующих npsi этом гнезда, в которые затем независимо вставляются .медные пластины.
радиальное уплотнение пластин при помощи обЖИмного контура, выполненно.го в виде архимедовой спирали, что позволяет производить первоначальную укладку пластин не на полную глубину и, следовательно, значительно снизить требования к точности подающих мех-анизмов и упростить кинематическую схему автомата. Таким образом, благодаря более простой кинематической схеме и наличию меньшего числа подвижных деталей с координированными перемещениями предлагаемый сборочный автомат обладает более высокой надежностью и работоспособностью но сравнению с .известными, обеспечивая в то же время лучшую точность сборки и качество коллектора.
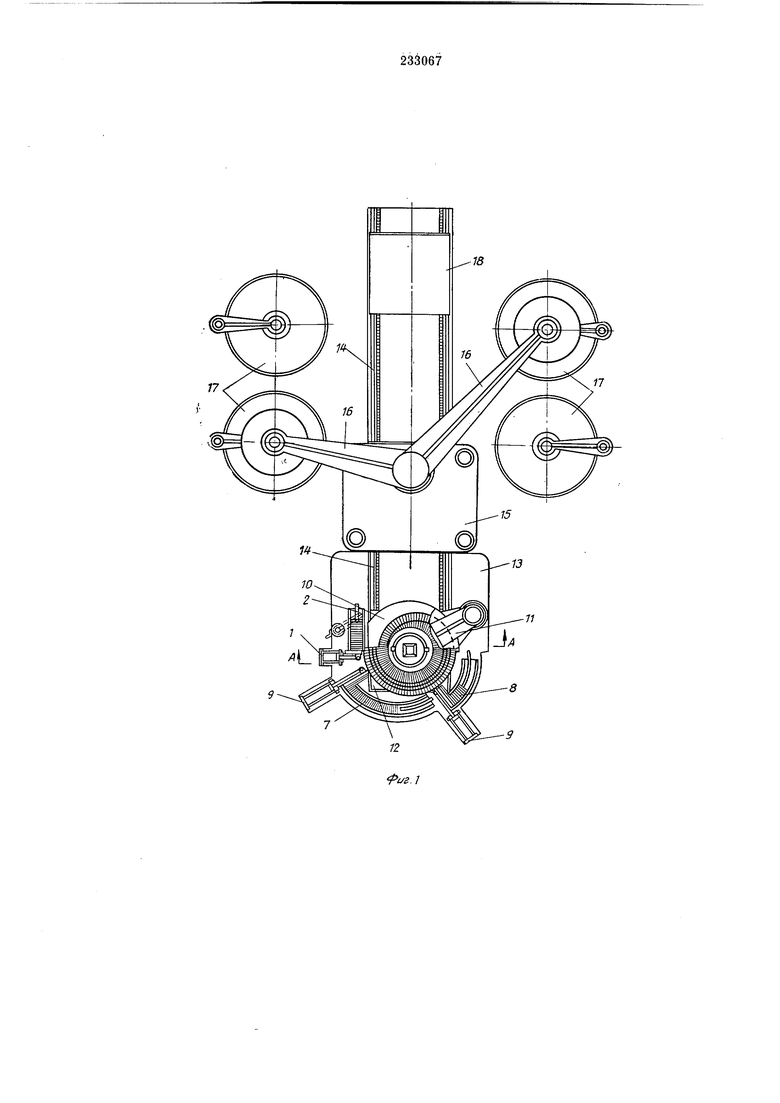
На фиг. 1 представлен общий вид устройства в плане; на фиг. 2 - разрез по А-А ,на фиг. 1.
Сборочный автомат работает следующим образом.
Миканитовые прокладки при помощи пневматического толкателя 1 поштучно выталкиваются из магазина 2 в радиальные направляющие пазы сборочных дисков 3 « 4. Поворот сборочных дисков и фиксация их положения в такт с подачей прокладок осуществляются гидродвигателем 5 и анкерным механизмом 6, расположенным под столом -сборочного поста. Между миканитовыми прокладками, установленными в пазах сборочных дисков, образуются пустые гнезда, в которые вкладываются медные пластины, извлекаемые из сферических магазинов 7 и 8 толкателями 9. При укладке миканитовых прокладок толкатель 1 ВВОДИТ прокладки в пазы лишь наполовину их глубины. Благодаря этому ширина гнезд, образующихся между прокладками, значительно больще толщины медных пластин и их легко вкладывать в гнезда.
Коллекторный узел уплотняется при номощи обжимного элемента 10, выполненного в виде архимедовой спирали. Постепенно вписываясь в контур спирали по мере поворота сборочных дисков, пластины перемещаются по радиальным пазам к центру до обеспечения -необходимой предварительной плотности комплекта. По окончании укладки гидродвигатель отключается и приводится в действие поворотный механизм манипулятора //, снимающий с комплекта верхний диск 4 вместе со спиралью и насаживающий на него обжимное кольцо с плашками. После этого включается электропривод тележки 12 и она перемещается со сборочного поста 13 по рельсовому пути 14 под гидравлический пресс 15 вместе с собранным комплексом пластин.
Под гидравлическим прессом 15 происходит опрессовка коллектора в кольцо заданным усилием. По окончаиии прессовки сборочная тележка выходит из-под пресса на правую сторону рельсового пути, где коллектор, запрессованный в кольцо, снимается со сборочной тележки вторым манипулятором 16 и переносится в одну из индукционных печей 17. Сборочная тележка вместе с нижним сборочным диском 3 возвращается иа пост сборки, и манипулятор устанавливает яа него верхний
диск с обжимной спиралью, после чего процесс повторяется в описанной выше последовательности.
Нагретый в печи коллектор через некоторое время переносится вторым манипулятором на
вспомогательную тележку 18, тележка 18 перемещает коллектор под пресс 15 для допрессовки и после этого возвращается в исходное положение, а маннпулятор снимает с нее коллектор с кольцом и помещает в другую печь
для повторного нагрева. Многократный нагрев и опрессовка коллектора повторяются в зависимости от технологической потребности. Для этого автоматическую линию оборудуют соответствующим количеством автоматизйрованных печей. Ритм работы сборочного поста определяется временем нагрева и выдержки коллектора в печи. Переналадка автоматической линии нри изменении диаметра коллектора достигается заменой сборочных дисков 3 и
4 и настройкой анкерного механизма 6.
Предмет изобретения
Устройство для сборки комплекта пластин коллектора в кольцо, содержащее поворотный
диск с радиальными пазами по числу коллекторных пластии, механизм для поворота диска на заданный угол и толкатели для подачи токоведущих и изоляционных пластин, отличающийся тем, что, с целью облегчения установки
пластин и повышения его эксплуатационной надежности, оно снабжено дополнительным диском, расположенным над основным, жестко связанным с ним и имеющим радиальные прорези, совпадающие с прорезями основного
диска, а между дисками на части окружности размещен уплотняющий элемент, выполиенный в виде перегородки, изогнутой, например, по спирали Архимеда, перемещающий пластины к центру при повороте дисков. А-А 15 16
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки коллекторного пакета | 1981 |
|
SU1003220A1 |
| Автомат для сборки коллекторов электрических машин | 1950 |
|
SU90265A1 |
| Устройство для сборки в пакет пластин коллекторов электрических машин | 1978 |
|
SU750622A1 |
| Станок для сборки в пакет пластин и изоляционных прокладок коллекторов электрических машин | 1979 |
|
SU877671A1 |
| Устройство для сборки пластин коллектора в технологическое кольцо | 1977 |
|
SU684660A1 |
| Устройство для сборки коллекторного пакета | 1972 |
|
SU445954A1 |
| Автомат для сборки пластин коллек-TOPOB элЕКТРичЕСКиХ МАшиН B ТЕХНОлОги-чЕСКую ОбОйМу | 1979 |
|
SU838842A1 |
| Коллектор электрической машины | 1982 |
|
SU1065939A1 |
| Устройство для набора пластин коллектора в пакет | 1975 |
|
SU613430A1 |
| Способ изготовления коллектора электрической машины | 1986 |
|
SU1376161A1 |