(54) АВТОМАТ ДЛЯ ПОДАЧИ И СБОРКИ ДЕТАЛЕЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая сборочная линия | 1985 |
|
SU1296350A1 |
| Полуавтоматическая линия для сборки и клепки деталей | 1984 |
|
SU1225762A1 |
| Автомат для сборки деталей типа вал-втулка | 1989 |
|
SU1719187A1 |
| Автомат для гибки изделий из проволоки | 1989 |
|
SU1641490A1 |
| Станок для запрессовки подшипников с двух сторон | 1976 |
|
SU782979A1 |
| Многопозиционный автомат для сборки узлов | 1990 |
|
SU1779530A1 |
| Сборочная линия | 1985 |
|
SU1255352A1 |
| Автомат для изготовления и установки стопорных колец на вал | 1982 |
|
SU1085741A1 |
| АВТОМАТ ДЛЯ СБОРКИ УЗЛОВ | 1991 |
|
RU2022752C1 |
| Подающее устройство | 1987 |
|
SU1447722A1 |
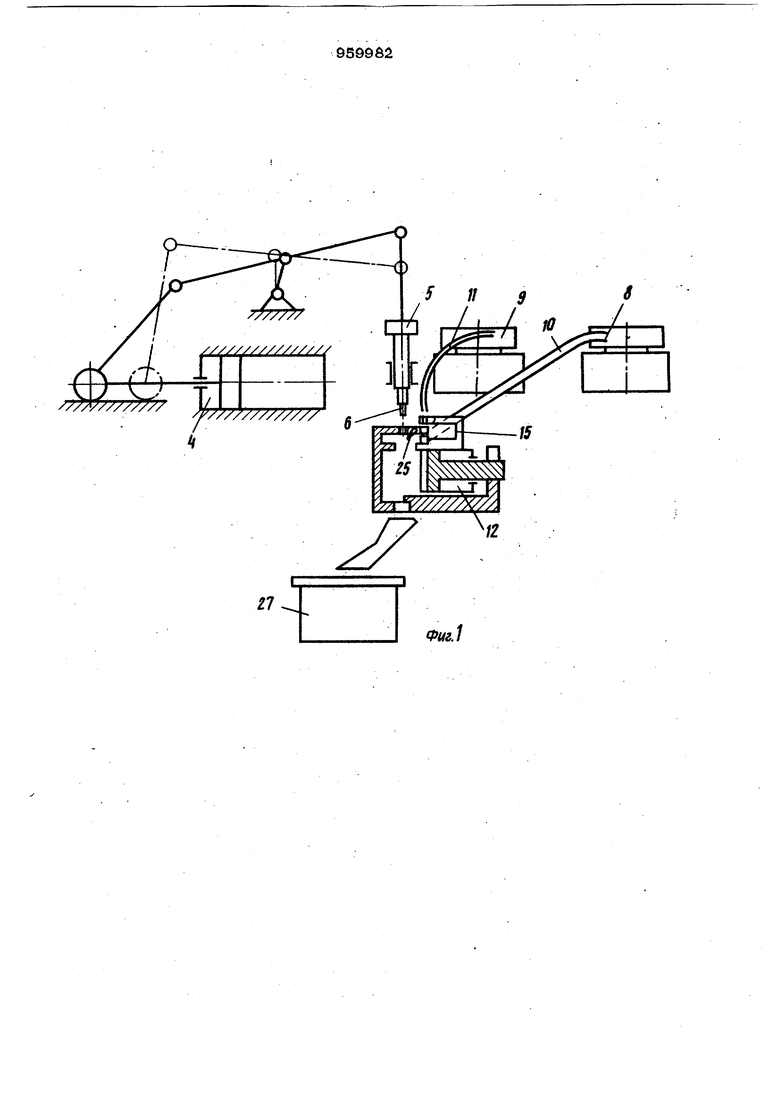
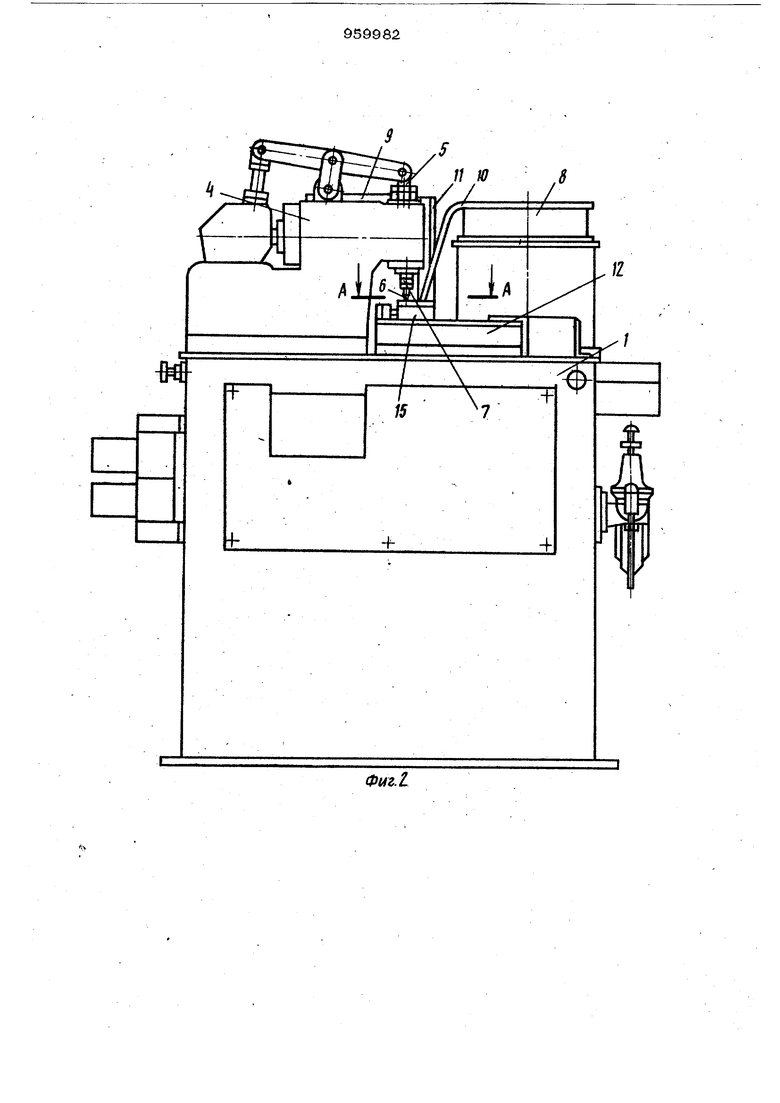


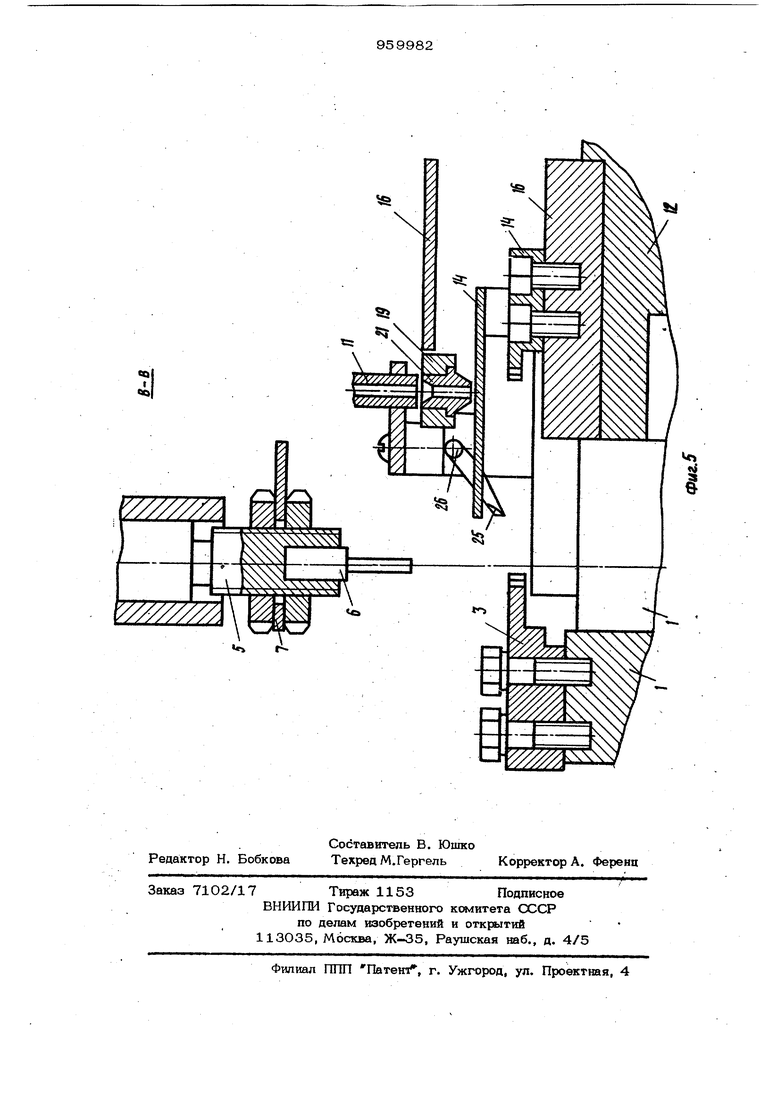
Изобретение относится к механосб&рочному производству и может быть использовано для сборки деталей типа штиф та и ступенчатой пробки. Известно устройство для сборки деталей, содержащее смонтированные на станине механизмы запрессовки загрузки и подачи собираемых деталей, сборочную головку с базирующей втулкой для ориентации собираемых деталей, а также нож отсекатель и упор, жестко закрепленные на станине ClJНедостатком устройства является невозможность обеспечения высокой надежности и качества сборки, в случае когда собираемая пробка выполнена со ступени чатым отверстием. Цель изобретения - пов1ышение надежности и качества сборки. Эта цель достигается теМ; что автомат для подачи и сборки деталей типа штифта и ступенчатой пробки, содержащи смонтированные на станине механизмы За прессовки, загрузки и подачи еобираемь1Х деталей; сборочную головку с базирующей втулкой для ориентации собираемых деталей, а также нож-отсекатель и упор, жест ко закрепленные на станине, снабжен уотановленной на станине кареткой с закрепленными на ней призмой и направляющими скалками, а также расположенной на скалках подпружиненной плитой с подвижным направляющим папълем, при этом базирующаяся втулка для ориентации собираемых деталей размещена на плите. Причем автомат снабжен устройством разгрузки, выполненным в виде собачкисбрасывателя с фигурным скосом, шарнира но закрепленной на станине. Кроме того, базирующая втулка выполнена с направляющим конусом на одном из торцов. На фиг. 1 изображена кинематическая схема автомата ; на фиг. 2 - то же, общий вид; на фиг. 3 - сечение А. на фиг. 2; на фиг. 4 - сечение Б-Б на фиг. 3; на фиг. 5 - сечение В-В на фиг. 3. Автомат состоит из станины 1, на которой установлены механизмы запрессовки, загрузки и подачи собираемых деталей ступенчатой пробки 2 и штифта 3. Механизм запрессовки включает пресс 4, на штоке 5 которого закреплены прессующий пуансон 6 и регулируемая по высоте нажимная пластина 7. Механизм загрузки состоит из вибробункеров 8 и 9 с падающими лотками 10 и 11. Механизм 12 no дачи выполнен в виде силового гидроцилиндра. На станине 1 также установлены неподвижный упор 13, нож-отсекатель 14 и сборочная головка 15. Сборочная голов ка 15 состоит из подвижной каретки 16 с закрепленными на ней призмой 17 и скалками 18. На скалках 18 установлена неподвижная плита 19 и пружины 20, которые поддерживают плиту 13. Подвижная плита 19 снабжена базирующей втулкой 21 с наружным конуссж и направляющим пальцем 22, установленным в отверстии плиты 19. Направляющий палец 22 удерживает силовую пружину 23. Кроме того, на станине установлено устройство раз-грузки, которое содержит неподвижную стойку 24, собачку-сбрасыватель 25 с фигурным скосом и шарнир 26. Автомат снабжен тарой 2.7 для готовой нродукции,, Автомат работает следующим, образом. Собираемые детали пробки 2 и 3 подаются к сборочной головке 15 из вибробункеров 8 и 9 по подающим лоткам 1О и 11. При этом подпором стол ба деталей пробка 2 подается на опорную поверхность каретки 16, а штифт 3 загру жается в базирующую втулку 21, опираяс нижним торцом в нож-отсекатель 14. Ходом механизма 12 подачи, сборочная головка 15 перемещается на позицию сборки. При этом призма 17 каретки 16 перемещает пробку 2, а базирующая 21 - штифт 3. Собачка-сбрасыватель. 25 скользит своим фигурным скосом по верхней части пробки 2, приподнимается и пропускает пробку 2 на позицию сборки После того, как нижний торец.штифта 3 соскальзывает со стационарно закрепленного ножа-отсека теля 14, штифт 3 в произвольном положении устанавливается в ступенчатом отверстии пробки 2, и, в таком положении, детали поступают на пози цию сборки, причем верхняя часть штифта 3 остается в базирующей втулке 21. Неподвижный упор- 13 станины 1 и 17 каретки 16 5юляются предваритель ными базами и ы 1ставлены так, чтобы Iпробка на no3Hiimi сбоЦЬки имела некоторую свободу перемещения в горизонтальной плоскости. При рабочем ходе штока 5 пресса 4 нажимная пластина 7 через направляющий палец 22 и силовую пружину 23 воздействует на подвижную плиту 19 и перемещает ее вниз. При этсм конусная часть базирующей втулки 21 входит в отверстие большого диаметра ступенчатой пробки 2, совмещаются оси штифта 3 и отверстия пробки 2, осуществляя тем самым базирование деталей. Дальнейшим ходом 5 пуансон 6 запрессовывает штифт 3 в ступенчатую пробку 2. При обратном ходе штока 5 под воздействием пружин : 20 подвижная плита 19 возвращается в верхнее положение, выводя базирующую . втулку 21 из собранного узла.. При обратном ходе механизма 12 подачи пробка 2, собранная со штифтом. уп№рается в торец собачки-сбрасывателя 25, скользит по опорной поверхности каретки 16 и сбрасывается в тару 27 для готовой продукции. Предлагаемый автомат в отличие от известного устройства позволяет повысить надежность и качество сборки деталей, rvsr па штифта и ступенчатой пробки. Формула, из обретения 1.Автомат для подачи и сборки деталей типа штифта и ступенчатой пробки, содержащий смонтированные на станине м&ханизмы запрессовки, загрузки и подачи еобираемь1х деталей, сборочную головку с базирующей втулкой для ориентации собираемых деталей, а также нож-отсекатель и упор, жестко закрепленные на станине, отличающийся тем, что, с целью повышения надежности и качества сборки, он снабжен установленной на станине кареткой с закрепленными на ней призмой и направляющими скалками, а также расположенной на скалках подпружиненной плитой с подвижным направляющим пальцем, при этом базирующая втулка для ориентации собираемых деталей размещена на плите. 2.Автомат по п. 1, отличающий с я тем, что он снабжен устройством разгрузки, выполненным в виде собачки-сбрасывателя с фигурным скосом, шарнирно закрепленной на станине. 3.Автомат по п. 1, отличающийся тем, что базирующая втулка выполнена с направляющим конусом на одном ИЗ торцов, Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 5О9419, кл. В 23 Р 19/02, 1974 (прототип).
5Q :i
У//7//Щ
У///////Л
