(54) УСТРОЙСТВО ДЛЯ СБОРКИ КОЛЛЕКТОРОВ ЭЛЕКТРИЧЕСКИХ МАШИН .

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки коллекторов электрических машин | 1976 |
|
SU612323A1 |
| КОЛЛЕКТОР ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 2006 |
|
RU2319267C1 |
| Станок для правки пластин | 1989 |
|
SU1706761A1 |
| Устройство для сборки и опрессовки комплекта коллекторных пластин | 1989 |
|
SU1734156A1 |
| Устройство для сборки пластин коллектора в технологическое кольцо | 1977 |
|
SU684660A1 |
| Устройство для сборки в пакет пластин коллекторов электрических машин | 1978 |
|
SU750622A1 |
| Станок для сборки в пакет пластин коллекторов электрических машин | 1977 |
|
SU729711A1 |
| Способ и устройство для насадки коллекторов электрических машин на втулку | 1931 |
|
SU28953A1 |
| Устройство для сборки коллектора электрической машины | 1983 |
|
SU1076993A1 |
| Станок для сборки в пакет пластин и изоляционных прокладок коллекторов электрических машин | 1979 |
|
SU877671A1 |
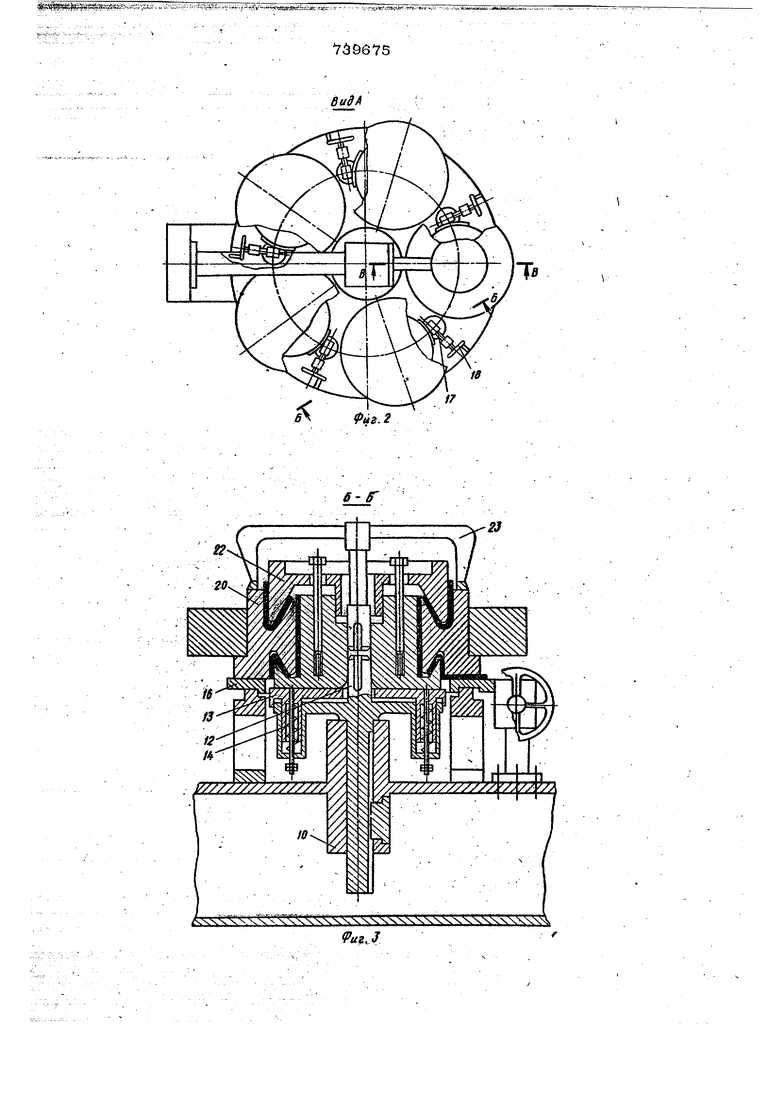
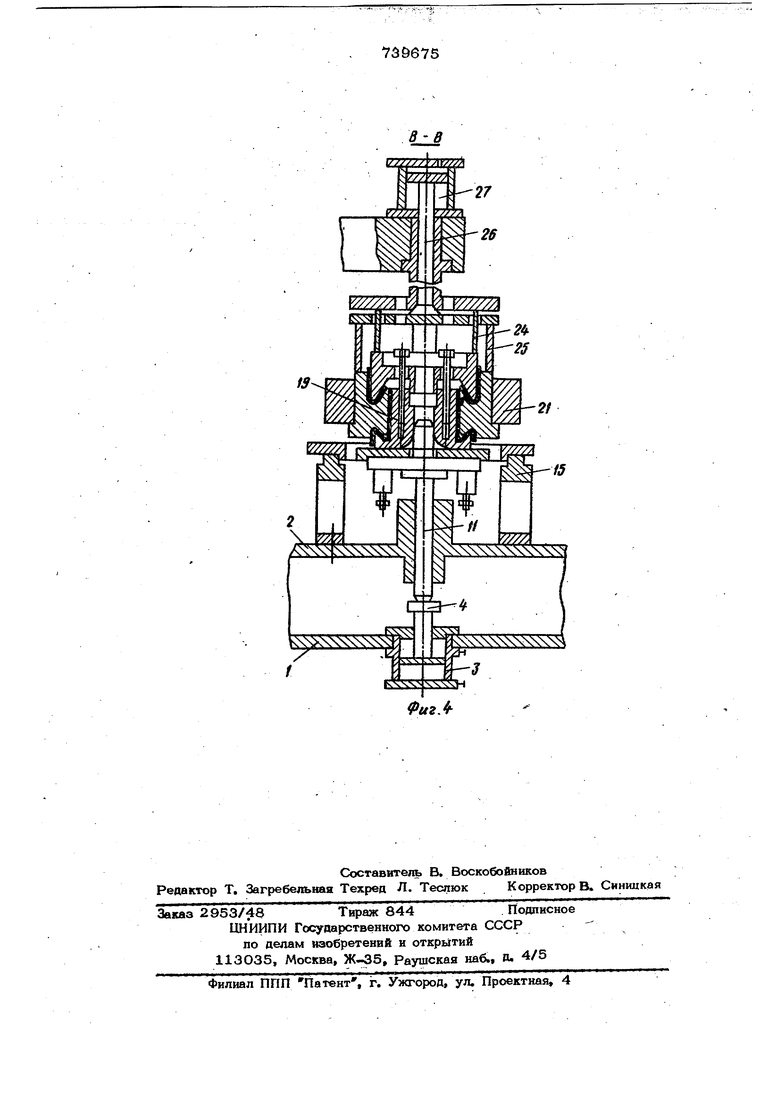
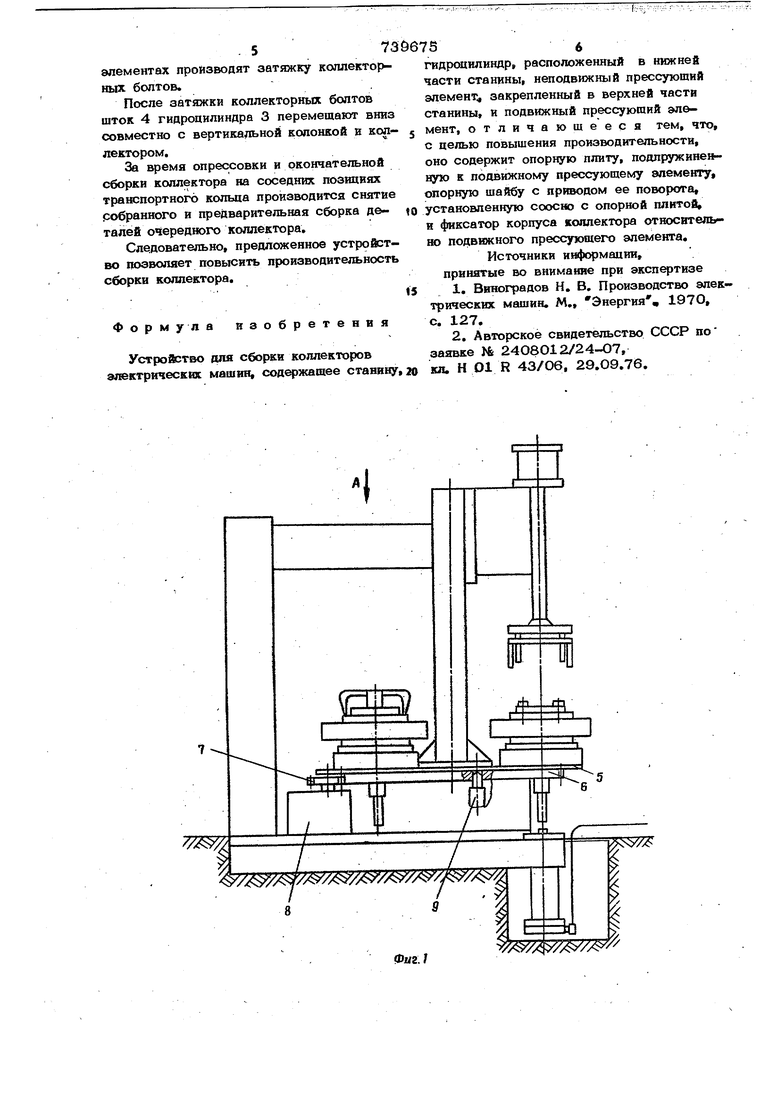
Изобоетеипе относится к технологическому оборудованию для сборки коллекторов электрических машин и может быть использовано в электротехнической промы ленности. Известно приспособление выполненное в вице шаблона, при помощи которого выверяют положение пластин коллектора по отношению к шпоночному пазу корпуса коллектора . При неправильном, положении пластин по отношению к шпоноч{юму пазу производят поворот корпуса коллектора относительно пакета пластин путем ударов по шаблону. Шаблон . уставов ленн1 1й в посадоч1юе место корпуса коллектора и Связанный с ним шпонкой, пово рачивает корпус коллектора относительш пакета коллекторных пластин. Одь SKo при использовании известного приспо:;обления поворот корпуса коллектора относительно пакета коллекторных плас тин производится вручную, что снижает производительность сборки коллектора. Известно Tajote у стройство для сборки коллекторов электрических машйн, содерй жащее станину гидроцвлиндр, расположенный в нижней части станины, неподвижный прессующий элемент, закрепленньтй в верхней части станины, и подвижный прессующий элемент 2, Данное устройство является наиболее близким к предложенному 1Ю технической сущности и достигаемому результату. В таком устройстве для сборки коллекторов злёктриЧеск11Х машин отсутствует приспособление, с помощью которого Bbtверяют положение пластин коллектора по отношению к шпоночному пазу корпуса коллектора и ориентациюколлекторных пластин относительно шпоночного паза корпуса коллектора производят вручную. Больщой вес пакета коллекторных пластин с массивным технологическим опрессфвочным кольцом создает значительное трение на поверхности нижней изоляиионной манжеты, что делает ручной поворот непроизводительньтм. 3739 Цель изобретений - повышение производительнести.устройства, Это достигается тем, что устройство для сборки коллекторов электр1гческих waШИН содержит опррную плиту, подпружиненную к подвижному прессующему элементу, опорную шайбу с приводом ее поворота, установленную соосно с опорной плитой и фиксатор корпуса коллектора относ тель- но подвижного прессующего элемента. На фиг, 1 изображено устройство для сборки коллекторов электрических машин; на фиг. 2 - вид по стрелке А фиг. Ij на фиг, 3 - сечение Б-Б фиг, и; на фиг, 4 - сечение В-В фиг. 2. Устройство содержит станину, вьшолне нную из нижней 1 и верхней 2 часте соеДиненньйс между собой болтами. На нижней части станины установленыгидравлический цилиндр 3 со штоком 4 и транспортное кольцо 5 с зубчатым венцом 6, соединетшым с шестерней 7 привода 8 периодического вращения. Точная установка транспортного кольца осушестшщется защелкой 9. Транспортное кольцо имеет несколько вертикальных направляющих 10, в каждой из которых размещен подвижный прессуюший элемент 11 с фиксатором 12 и onoj3ной плитой 13 с пружинами 14, На верхней плоскости транспортного кольпа соосно подвижному прессующему элементу .аакреплена подставка 15 с направляющи- ми, на которых установлена опорная шай- ба. 16. Дли ручного поворота опорной шайбы 16 служит винт 17 с маховиком 18, На фиксаторе 12 и подпружиненной опоркой плите 13 размещен корпус 19 коллектора. На опорную шайбу 16 установлен пакет коллекторных пластин 20 с технологическим кольцом 21 и верхним нажимным конусом 22, Для установки нейтрали в посадочное отверстие корпуса 19 с опорой на торцовую плоскость пакета коллекторных пластин размешен съемный шаблон 23, На верхней части станины закреплены неподвижный прессующий элемент 24 vi дотодаитель шй пр ующий элемент 25, соединенный через направляющую штангу 26 с буферным устройством 27 (йапример пружинным или пневматическим). Опорные ПЛОСКОСТИ подпружиненной опорной плиты 13 неподвижного прессующего элемента 24 и дополнительного подвижного прессукмиего элемента 25 параллельно между 5.4 Устройство для сборки коллекторов электрических машин работает следующим образом. На верхнюю плоскость подпружиненной опорной плиты 13 устанавливается корпус 19 коллектора с изоляционнымиманжетами и цилиндром. Затем на плоскость опорной шайбы 16 устанавливается пакет коллекторных пластин 20 с технологическим кольцом 21 и ИЗОЛ5ШИОННОЙ манжетой. Под (действием собственного веса набора коллекторньос пластин и технологического кольиа происходит дсмтолнительное сжатие пружин 14 опорной плиты i3 и замыкание поверхностей нижней изоляционной манжеты с соответствующими поверхностями корпуса коллектора и пакета ко/шекторных пластин. Устанавливают верхний нажимной конус 22 и шаблон 23, Производят операцию установки нейтрали, для чего через маховик 18 И винт 17 поворачивают шайбу 16 совместно с пакетом коллекторных пластин, преодолецая усилия трения в нижней манжете, поджатой пружинами 14, При вращении пакета коллекторных пластин кортус 19 коллектора, шаблон 23 и подвижный прессующий элемент 11 остаются н юдвкжными, Закончив установку и контроль положения пластин коллектора по отношению к шпоночному пазу корпуса колдевстора, снимают шаблон, включают привод вращения транспортнрзгч) кольца и перемеишют колл тор на позицию окончательной сборки, После установки зашелки 9 транспортно- го кольца включают привод гидравлического цилиндра 3, Шток 4 перемешает прессующай элемент 11 ерх совместно с деталйми коллектора. Торцовая кольцевая обработанная плоскость пакета коллекторных пластин 2О входит в контакт с опорной плоскостью дополнительного подвижного прессующего элемента 25, Усилием буферного устройства 27 пакет коллекторных пластин 20 устанавливается на конусе корпуса 19 коллектора. При дальнейием движении штока 4 гидроцилйндра 3 верхняя плоскость на имного конуса 22 юодит в контакт с шорной плоскостью неподвижного прессующеГо элемента 24, Усилием гидроциливдра 3 нажимной конус 22 усташбливается на пакете коллекторных пластин, Не снимая давление жидкости в гидро- цилиндре, с помощью переносного ручного гайковерта через отверстия в неподвижном и дополнительном подвижном прессующих элементах производят затяжку коллекторных болтов. После затяжки коллекторных болтов шток 4 гидроцилиндра 3 перемещают вниз совместно с вертикальной колонкой в коллектором. За время опрессовки и окончательной сборки коллектора на соседних позициях транспортногч) кольца производится снятие робранного и предварительная сборка детал ей очередного коллектора. Следовательно, предложенное устройство позволяет повысить производительность сборки коллектора. Форм у л а изобретения Устройство ОЛЯ сборки коллекторов электрических машин, содержащее станину гидроцилиндр, расположенный в нижней части станины, неподвижный прессуюший элемент закрепленный в верхней части станины, и подвижный прессуюший элемент, отличающееся тем, что, с целью повышения производительности, оно содержит опорную плиту, подпружиненную к подвижному прессующему элементу, опорную шайбу с приводом ее поворота, установленную соосно с опорной плитой, и фиксатор корпуса коллектора относител1 но подвижного прессующего элемента. Источники информации, принятые во внимание при экспертизе 1.Виноградов Н. В. Производство электрических машин. М., Энергия, 197О, с. 127. 2,Авторское свидетельство СССР по заявке & 24О8012/24-О7, кл. Н Pl R 43/06, 29.09.76.
13
2t
15
Фиг.ft
