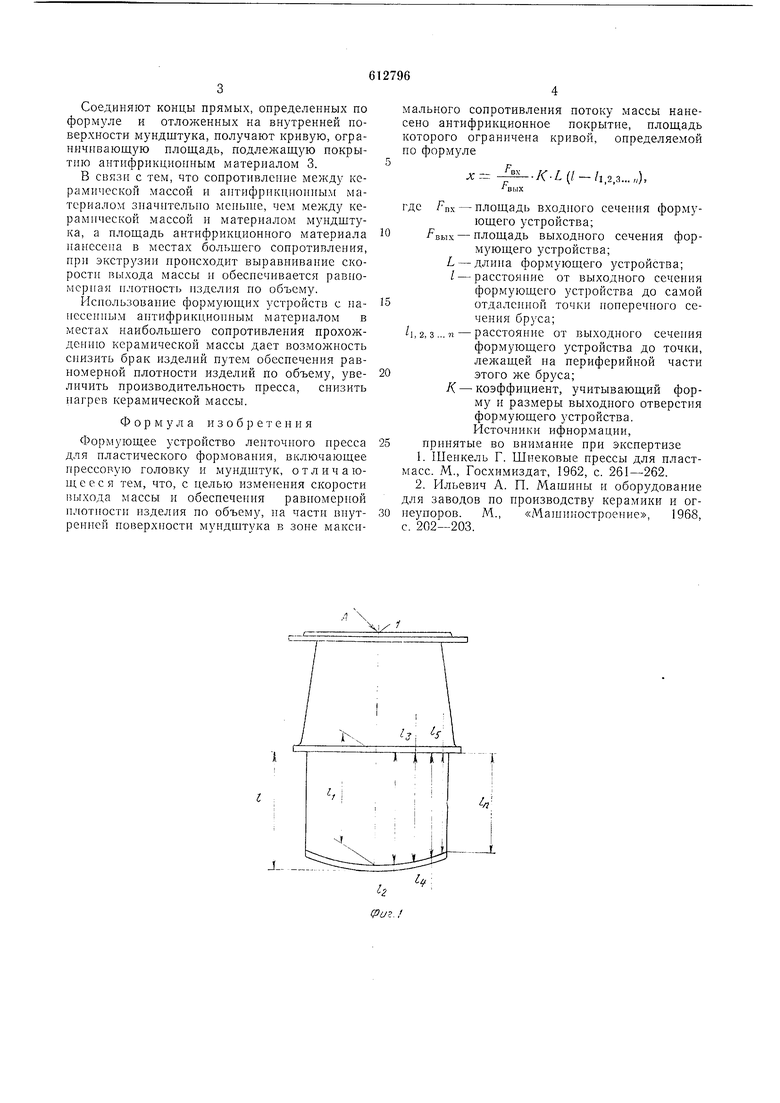
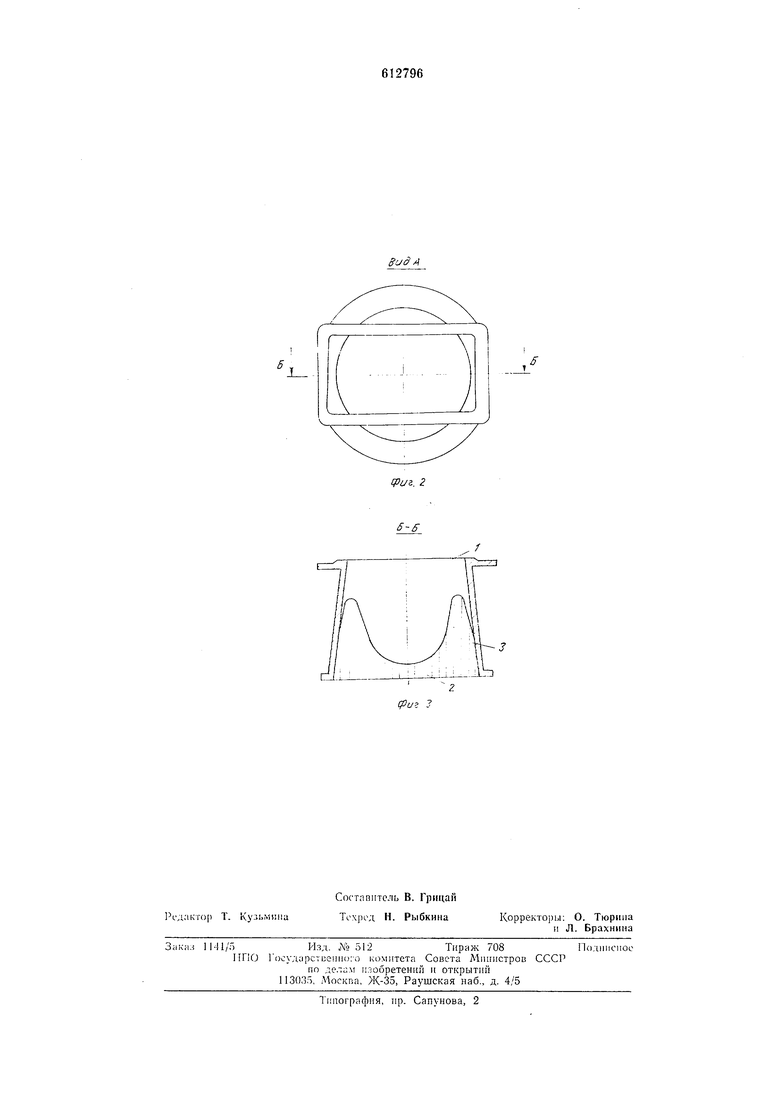
Соединяют концы прямых, определенных по формуле и отложенных на внутренней поверхности мундштука, получают кривую, ограничивающую площадь, подлел ащую покрытию антифрикционным материалом 3.
В связи с тем, что сопротивление между керамической массой и антифрикционным материалом значительно меньше, чем между керамической массой и материалом мундштука, а площадь антифрикционного материала нанесена в меетах большего сонротивления, при экструзии происходит выравпивание скорости выхода массы и обеспечивается равпомсриая илотность изделия по объему.
Использование формуюших устройств с напесенным антифрикционным матерналом в местах наибольшего сопротивления прохождению керамической массы дает возможность снизить брак изделий путем обеспечения равномерной плотности изделий по объему, увеличить производительность пресса, снизить нагрев керамической массы.
Формула изобретения
Формующее устройство ленточного пресса для пластического формования, включающее нрессорую головку и мундштук, отличающееся тем, что, с целью изменения скорости выхода массы и обеспечення равномерной плотности изделия по объему, на части внутренней поверхности мундштука в зоне максимального сопротивления потоку массы нанесено антифрикционное покрытие, площадь которого ограничена кривой, определяемой по формуле
-/C-i(,2.3...,,),
X
Fn
где /nx - площадь входного сечения формующего устройства;
- площадь выходного сечения формующего устройства;
L длииа формующего устройства;
lрасстояние от выходного сечения формующего устройства до самой отдаленной точки ноиеречного сечения бруса;
71 - расстояние от выходного сечения
I, 2, 3 . формующего устройства до точки, иа периферийной части этого же бруса;
/С - коэффициент, учитывающий форму и размеры выходного отверстня формующего устройства. Источники ифиормации, принятые во внимание при экспертизе
1.Шенкель Г. Шнековые прессы для пластмасс. М., Госхимиздат, 1962, с. 261-262.
2.Р1льевич А. П. Машины и оборудование для заводов по производству керамики и огнеупоров. Л., «Матпиностроение, 1968, с. 202-203.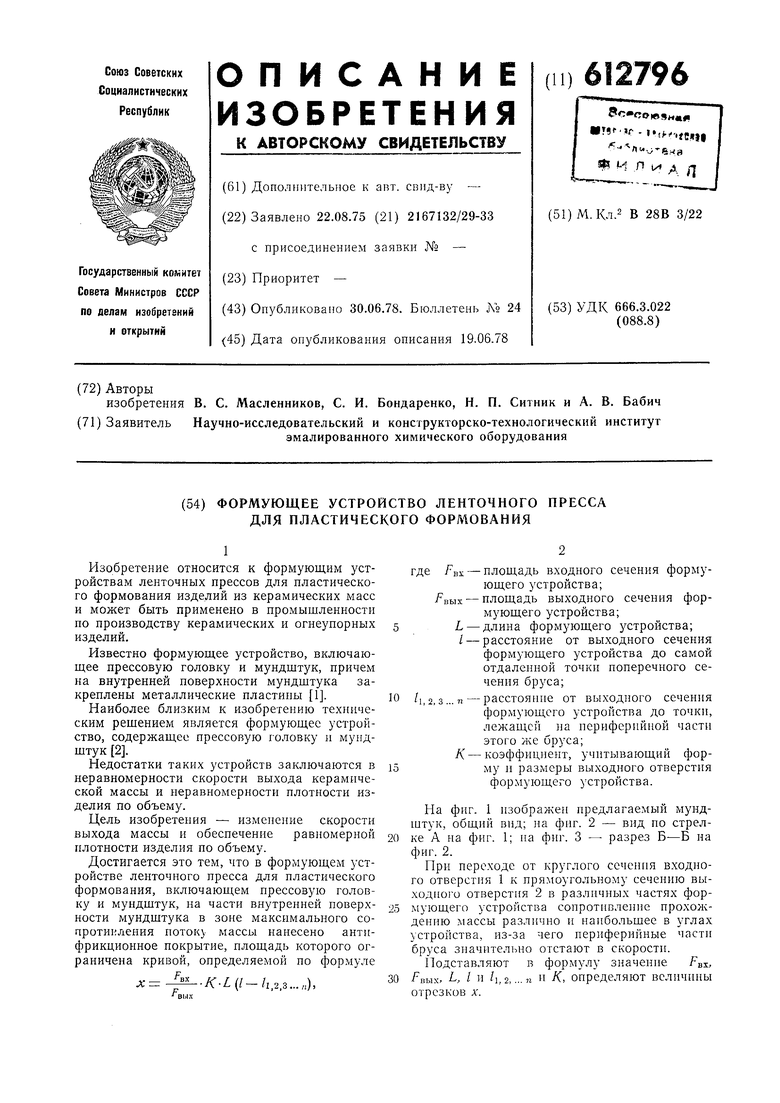
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для формования изделий | 1979 |
|
SU850386A1 |
| МУНДШТУК ЛЕНТОЧНОГО ПРЕССА ДЛЯ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ | 1992 |
|
RU2035298C1 |
| СПОСОБ ПЛАСТИЧЕСКОГО ФОРМОВАНИЯ КЕРАМИЧЕСКОГО КИРПИЧА | 1993 |
|
RU2041063C1 |
| УСТРОЙСТВО ДЛЯ ЭКСТРУЗИИ ПЛАСТИЧНЫХ МАТЕРИАЛОВ | 2013 |
|
RU2530814C1 |
| Формующее устройство ленточного пресса для пластического формования изделий | 1980 |
|
SU982923A1 |
| СПОСОБ МАЛОЗАТРАТНОГО ПРОИЗВОДСТВА ПОЛНОТЕЛОГО КЕРАМИЧЕСКОГО КИРПИЧА | 2009 |
|
RU2430066C2 |
| Устройство для формирования строительных изделий | 1978 |
|
SU706243A1 |
| ЛЕНТОЧНЫЙ ПРЕСС ДЛЯ ИЗГОТОВЛЕНИЯ КИРПИЧА | 2000 |
|
RU2193482C2 |
| ШНЕКОВЫЙ ПРЕСС | 2021 |
|
RU2772394C1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ | 2000 |
|
RU2174464C1 |
/7 if
l2 (Puz.
5
